一种光伏模块自动化焊锡设备的制作方法
本发明涉及半导体产品加工,具体涉及一种光伏模块自动化焊锡设备。
背景技术:
1、光伏模块,也称二极管模块,是光伏接线盒的主要电子原材料;二极管框架作为集成电路的芯片载体,是一种借助于键合材料实现芯片内部电路引出端与引线的电气连接,形成电气回路的关键结构体,它起到了和外部导线连接的桥梁作用,是电子信息产业中重要的基础材料。引线框架与芯片之间需要采用锡块焊接。
2、由于光伏模块焊锡工序较长,传统技术中多采用半机械化半人工化的移料方式,机械化程度不高;并且在传统技术中,锡块是直接置于二极管框架上的,在移料过程中锡块容易偏移甚至掉落,影响后续焊锡成型,影响光伏模块生产的良品率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种光伏模块自动化焊锡设备,用于解决现有技术中采用半机械化的移料方式机械化程度不高和锡块放置容易偏移的问题。
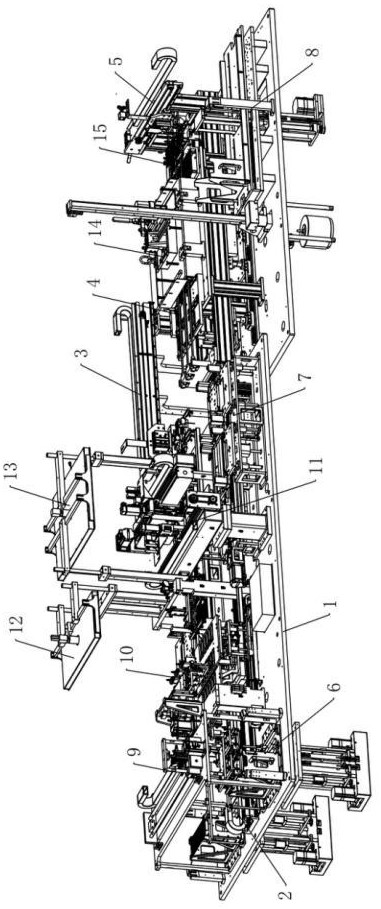
2、为实现上述目的及其他相关目的,本发明提供一种光伏模块自动化焊锡设备,包括机台,在所述机台上端装配有能够配合接力移料的第一移载模组、中转移料模组、第二移载模组、下料传送模组,在所述第一移载模组的侧端设置有二极管框架供料模组和锡块供料模组,用于二极管框架和锡块供料;在所述下料传送模组的侧端设置有弹匣收料模组,用于焊锡后的二极管框架收料;
3、沿所述第一移载模组的移载线路上依次分布有:
4、上料模组,用于将二极管框架上料至第一移载模组的可移动端上;
5、点胶模组,用于在二极管框架的焊锡区域进行点涂胶水;
6、点胶检测模组,用于检测二极管框架在焊锡区域的点胶状态;
7、锡块取放模组,用于将锡块上料至二极管框架的焊锡区域并通过胶水预连接;
8、锡块检测模组,用于检测二极管框架上的锡块放置状态;
9、在所述第二移载模组的移载线路上依次分布有:
10、焊接烤炉,对预连接锡块的二极管框架进行固晶焊接;
11、冷却区,用于固晶焊接后的二极管框架降温。
12、于本发明的一实施例中,所述第一移载模组包括第一直线轨道和平行于第一直线轨道的磁板;
13、在所述第一直线轨道上同时配合有可活动的第一移载座和第二移栽座,在所述磁板上同时配合有第一直线电机和第二直线电机,第一直线电机连接在第一移栽座的下端,第二直线电机连接在第二移栽座的下端。
14、于本发明的一实施例中,在所述第一移栽座的上端配合有随动压板模组,包括装配在机台上且分布于第一移载模组两侧的第九电动缸,在第九电动缸的活动端上设置有第一支架,第一支架上装配有第一气缸,第一气缸的输出端上连接有第一压板,第一压板可压紧的随动于二极管框架点涂胶水的工序中;
15、在所述第二移栽座的上端配合有固定压板模组,包括装配在机台上且分布于第一移载模组两侧的第二支架,第二支架上装配有第二气缸,第二气缸的输出端上连接有第二压板,第二压板可压紧的配合在锡块与胶水预连接工序中。
16、于本发明的一实施例中,在所述第一移栽座与第二移栽座之间设置有移料衔接模组,包括第三支架;
17、在所述第三支架上装配有第三气缸,第三气缸的输出端上设置有第一夹爪气缸,第一夹爪气缸的输出端上设置有一对可分离的第一夹爪,用于对点胶后的二极管框架进行抓取和移料。
18、于本发明的一实施例中,所述上料模组包括第四支架;
19、在所述第四支架上装配有第一电动缸,所述第一电动缸的活动端上装配有第四气缸,第四气缸的输出端上设置有第一取料座;
20、在所述第一取料座中设置有第二夹爪气缸,第二夹爪气缸的输出端上设置有一对可分离的第二夹爪,用于二极管框架进行抓取和上料。
21、于本发明的一实施例中,所述点胶模组包括第五支架;
22、在所述第五支架上端的一侧装配有第二直线轨道,第二直线轨道上配合有可活动第二滑块,第二滑块上装配有点胶座;
23、在所述第五支架上端的另一侧装配有第二电动缸,第二电动缸的活动端连接点胶座;
24、在所述点胶座上设置有xy轴滑台,在xy轴滑台上装配有z轴滑台,z轴滑台的滑动端上设置有胶桶,胶桶的下端设置有点胶头。
25、于本发明的一实施例中,所述点胶检测模组采用第一影像仪,第一影像仪装配在第三支架上端;
26、所述第一影像仪的采集端对应在点胶工序的上方。
27、于本发明的一实施例中,所述锡块取放模组设置有两个,两个所述锡块取放模组均包括第六支架;
28、在所述第六支架上装配有第三电动缸,第三电动缸的活动端上装配有第三直线轨道;第三直线轨道上配合有第一滑块;第三直线轨道中装配有可转动第一丝杆,第一丝杆啮合穿接第一滑块;第三直线轨道的上端装配有第一旋转电机,第一旋转电机的输出端通过联轴器连接第一丝杆;
29、在所述第一滑块上装配有若干气动吸头,单个所述气动吸头上均设置独立气缸。
30、于本发明的一实施例中,所述锡块检测模组采用第二影像仪,第二影像仪装配在两个所述锡块取放模组的第六支架上端;所述第二影像仪的采集端对应在锡块与胶水预连接工序的上方。
31、于本发明的一实施例中,所述中转移料模组包括第七支架;
32、在所述第七支架上装配有第四电动缸,第四电动缸的活动端上装配有第五气缸,第五气缸的输出端上设置有第二取料座;
33、所述第二取料座包括滑动连接的上座和下座,第五气缸连接上座;所述下座上设置有第六气缸,第六气缸的输出端连接上座;
34、在所述下座中设置有第三夹爪气缸,第三夹爪气缸的输出端上设置有一对可分离的第三夹爪,用于预连接块锡后的二极管框架抓取和移料。
35、于本发明的一实施例中,所述第二移载模组包括活动台,活动台可分离的配合在机台上;
36、在所述活动台上设置有第四直线轨道,第四直线轨道上配合有第三滑块,第三滑块上装配有型材支架,型材支架的上端装配有钢带,钢带贯穿在焊接烤炉中;
37、在所述活动台的下端设置有水平气缸,水平气缸的输出端连接第三滑块;
38、在所述机台的下端设置有升降气缸,升降气缸的输出端连接活动台。
39、于本发明的一实施例中,所述焊接烤炉中设置有热电偶,热电偶中穿接有加热棒;
40、所述冷却区采用一个上下通透的网孔板。
41、于本发明的一实施例中,所述下料传送模组包括第八支架;
42、在所述第八支架上装配有第五电动缸,第五电动缸的活动端上装配有第二z轴滑台;
43、在所述第二z轴滑台的滑动端上装配有第四夹爪气缸,第四夹爪气缸的输出端上设置有一对可分离的第四夹爪,用于固晶焊接后的二极管框架抓取和下料。
44、于本发明的一实施例中,所述二极管框架供料模组设置有两个,两个二极管框架供料模组均包括第九支架;
45、在所述第九支架的下端装配有第六电动缸、上端设置有上料框;
46、所述第六电动缸的活动端上连接有顶板,顶板可活动的伸入上料框中,用于对二极管框架进行顶料。
47、于本发明的一实施例中,所述锡块供料模组对应设置有两个,两个锡块供料模组分别对应在两个锡块取放模组的一侧;
48、两个所述锡块供料模组均包括第十支架;
49、在所述第十支架下端设置有第二升降气缸,第二升降气缸的输出端上设置有框板,在框板中形成锡块取放位置;
50、在所述第十支架上还装配有第五直线轨道,第五直线轨道穿过锡块取放位置;
51、在所述第五直线轨道上配合有第四滑块;第五直线轨道中装配有可转动的第二丝杆,第二丝杆啮合穿接第四滑块;第五直线轨道的上端装配有第二旋转电机,第二旋转电机的输出端通过联轴器连接第二丝杆;
52、所述第四滑块用于锡块送料。
53、于本发明的一实施例中,所述弹匣收料模组包括第十一支架;
54、在所述第十一支架的下端装配有第七电动缸、上端设置有收料框;
55、所述第七电动缸的活动端上连接有推板,推板可活动的伸入收料框中,用于对二极管框架进行收料;
56、在所述第十一支架的一端装配有第八电动缸,收料框置于第八电动缸的活动端上,用于传送满料后的收料框。
57、如上所述,本发明的光伏模块自动化焊锡设备,具有以下有益效果:
58、1、通过设置配合接力移料的第一移载模组、中转移料模组、第二移载模组、下料传送模组,能够在光伏模块焊锡工艺中实现从上料到下料过程中阶段性且连续化的物料传输,实现光伏模块在焊锡工艺中的全自动化移料;通过设置配合应用的二极管框架供料模组和上料模组、锡块供料模组和锡块取放模组,能够对于二极管框架和锡块的自动化上料;通过设置点胶模组,能够在二极管框架的焊锡区域进行点涂胶水,以便锡块通过胶水预连接在二极管框架上,避免锡块放料后在移料的过程中偏移,提高锡块的放料效果;通过设置点胶检测模组和锡块检测模组,能够对二极管框架的点胶状态和锡块放置状态进行检测,保证锡块在二极管框架的焊锡区域放料的精确度,利于后续焊锡,提高二极管框架焊锡后锡点成型的一致性,进而保证光伏模块生产的良品率。
59、2、本发明中,二极管框架供料模组和锡块供料模组均设置有两个,当其中一个二极管框架供料模组或者锡块供料模组的物料取完后,另一个二极管框架供料模组或者锡块供料模组能够接替供料,以便物料取完后的供料模组加料,保证二极管框架和锡块供料的连续性,极大的提高了光伏模块的焊接加工工作效率;并且,由于锡块上料的比例的更高,锡块取放模组被适配性的设置了两个,以进一步保证生产加工效率。
60、3、本发明提供的光伏模块自动化焊锡设备,同时集成有配合形成连续性的多个移料模组和配合在移料线路上的二极管框架上料、点胶、点胶检测、锡块上料、锡块检测、焊锡、冷却功能模组,能够实现光伏模块焊接加工的全自动化;锡块在焊接前预连接二极管框,能够保证锡块在二极管框架的焊锡区域放料的精确度,进而保证光伏模块的良品率;供料模组能够接替供料,保证二极管框架和锡块供料的连续性,提高光伏模块的焊接加工工作效率。
- 还没有人留言评论。精彩留言会获得点赞!