一种汽车车架零部件焊接设备及其焊接方法与流程
本发明涉及焊接,更具体地说,本发明涉及一种汽车车架零部件焊接设备及其焊接方法。
背景技术:
1、汽车车架承担汽车整体及其承载的全部重量,同时还承受车辆行驶过程中传来的各种力,是汽车重要零部件,关系到整个车辆使用寿命。
2、目前,co2气体保护焊被广泛应用于汽车车架的焊接中,该种方法具有成本低、焊后不清渣和抗裂纹能力强的特点,且易于实现焊接过程的机械化及自动化。
3、汽车车架纵梁是采用矩形无缝钢管制作,先利用三维软件对纵梁数模进行展开,然后用激光切割设备切割加工成所需要的形状,按照纵梁成型样板制成弧状。在纵梁的切割弯曲部位需要进行焊接,为了提高纵梁的刚度,在切割弯曲部位内部的两侧需要放置弧形板进行支撑,具体地,是在钢管外开孔,然后在切割弯曲部位内部的两侧放置弧形板,利用co2气体保护焊塞焊的方式在孔的位置处将钢管与弧形板焊接在一起,形成纵梁。
4、目前在将钢管与弧形板焊接在一起时,是先将一块弧形板送入钢管切割弯曲部位的内部,对其进行支撑再焊接,焊接另一块弧形板时,需要翻转钢管,然后再将弧形板送入钢管切割弯曲部位的内部焊接,如此操作多次,才能完成整个焊接过程。
5、上述焊接过程中,由于弧形板是一块一块送入钢管切割弯曲部位,效率较低,因此,为了提高焊接效率,有效的办法是将两块弧形板同时送入钢管切割弯曲部位。但是,由于两块弧形板在焊接完成后,两者之间具有一定的间隔,因此,当将其中一块弧形板焊接完成后翻转焊接另一块弧形板时,会造成另一块弧形板的掉落或错位,从而难以提高焊接效率。
技术实现思路
1、本发明提供的一种汽车车架零部件焊接设备及其焊接方法,所要解决的问题是:两块弧形板在焊接完成后,两者之间具有一定的间隔,因此,当将其中一块弧形板焊接完成后翻转焊接另一块弧形板时,会造成另一块弧形板的掉落或错位,从而难以提高焊接效率。
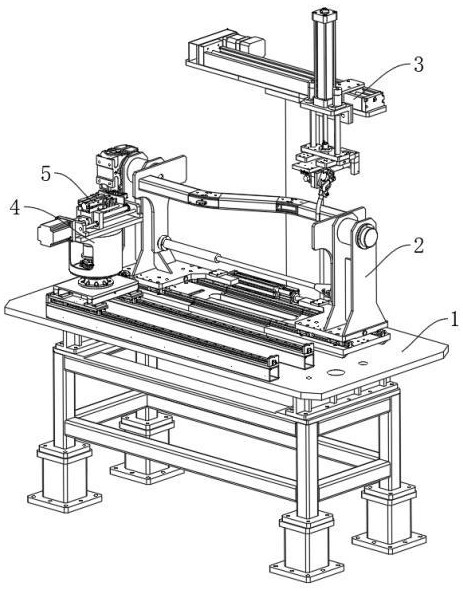
2、为实现上述目的,本发明提供如下技术方案:一种汽车车架零部件焊接设备,包括工作台,工作台上设置有:
3、旋转机构,旋转机构用于夹持纵梁并能够将纵梁翻转;
4、定位板,定位板的上表面和下表面均设置有吸附孔,定位板的一侧设置有气孔,气孔与吸附孔连通,气孔连接真空泵的输出端,定位板的上表面和下表面通过吸附孔来吸附弧形板;
5、夹持机构,夹持机构用于夹持定位板;
6、进料机构,夹持机构安装在进料机构的输出端,进料机构用于将吸附有两个弧形板的定位板插入纵梁的焊接支撑部位内部,两个弧形板与焊接支撑部位的两个侧壁均具有挤压力;
7、焊接机构,焊接机构用于将纵梁和弧形板进行焊接固定。
8、在一个优选的实施方式中,定位板的上表面和下表面均沿着边缘位置处开设有油槽,定位板的一侧设置有油孔,油孔与油槽连通,油孔连接油泵的输出端。
9、在一个优选的实施方式中,夹持机构包括夹爪气缸,夹爪气缸的输出端安装有两个夹指,夹爪气缸用于驱动两个夹指相互靠近或远离,夹爪气缸的前端安装有固定板,固定板上安装有气管和油管,夹爪气缸驱动夹指夹持定位板时,气管和气孔对接连通,油管和油孔对接连通。
10、在一个优选的实施方式中,吸附孔后端的两侧均开设有卡孔,卡孔外边缘具有导角,两个夹指相互靠近的一侧均安装有卡杆,夹指对定位板进行夹持时,卡杆插入到卡孔的内部,定位板的上表面和下表面均开设有隔离槽,隔离槽将油槽和吸附孔隔开。
11、在一个优选的实施方式中,旋转机构包括底板,底板的两端均设置有滑台,其中一个滑台与底板固定连接,另一个滑台与底板滑动连接,两个滑台的上端均转动连接有转动板,两个转动板相互靠近的一侧均固定连接有支撑块,支撑块用于插接在纵梁的端部,其中一个滑台的一侧安装有电机一,电机一用于驱动转动板转动,其中一个转动板的底部安装有固定筒,另一个转动板的底部安装有插杆,插杆活动插接在固定筒上,两个底板之间设置有驱动气缸,驱动气缸的固定端和输出端分别与两个滑台固定连接。
12、在一个优选的实施方式中,进料机构包括直线驱动部件四,直线驱动部件四的输出端安装有旋转驱动部件,旋转驱动部件的输出端安装有直线驱动部件五,夹持机构安装在直线驱动部件五的输出端。
13、在一个优选的实施方式中,旋转驱动部件包括底座,底座固定安装在直线驱动部件四的输出端,底座上转动连接有转动座,转动座的内部设置有与底座固定连接的太阳齿轮,转动座上固定安装有电机二,电机二的输出端安装有与太阳齿轮相啮合的行星齿轮。
14、在一个优选的实施方式中,焊接机构包括直线驱动部件一,直线驱动部件一的输出端安装有直线驱动部件二,直线驱动部件二的输出端安装有直线驱动部件三,直线驱动部件一、直线驱动部件二和直线驱动部件三构成三轴移动机构,直线驱动部件三的输出端安装有焊枪。
15、在一个优选的实施方式中,汽车车架零部件焊接设备还包括料管,料管底部的一侧开设有料口,定位板与位于定位板上表面和下表面的两个弧形板构成一个安装单元,若干安装单元竖向叠放在料管的内部。
16、本发明还提供一种使用上述的汽车车架零部件焊接设备进行焊接的方法,包括以下步骤:
17、步骤一:使用旋转机构将纵梁夹持住;
18、步骤二:使用夹持机构将定位板夹持住,将两个弧形板分别置于定位板的上表面和下表面,通过真空泵抽真空,将弧形板吸附在定位板上;
19、步骤三:通过进料机构将吸附有两个弧形板的定位板插入到纵梁的焊接支撑部位内部,然后夹持机构将定位板松开;
20、步骤四:通过焊接机构将一侧的弧形板焊接在纵梁上,焊接完成后,通过旋转机构将纵梁翻转180°,最后再通过焊接机构将另一侧的弧形板焊接在纵梁上。
21、本发明的技术效果和优点:本发明通过设置定位板,将两块弧形板吸附在定位板的两侧,然后插入焊接支撑部位的内部,利用定位板来填充两块弧形板之间的间隙,从而保证在焊接一块弧形板后翻转时,另一块弧形板不会掉出,从而实现一次能够上料两块弧形板,从而提高了焊接效率。
技术特征:
1.一种汽车车架零部件焊接设备,其特征在于:包括工作台(1),所述工作台(1)上设置有:
2.根据权利要求1所述的一种汽车车架零部件焊接设备,其特征在于:所述定位板(6)的上表面和下表面均沿着边缘位置处开设有油槽(63),所述定位板(6)的一侧设置有油孔(64),所述油孔(64)与油槽(63)连通,所述油孔(64)连接油泵的输出端。
3.根据权利要求2所述的一种汽车车架零部件焊接设备,其特征在于:所述夹持机构(5)包括夹爪气缸(51),所述夹爪气缸(51)的输出端安装有两个夹指(52),所述夹爪气缸(51)用于驱动两个夹指(52)相互靠近或远离,所述夹爪气缸(51)的前端安装有固定板(53),所述固定板(53)上安装有气管(54)和油管(55),所述夹爪气缸(51)驱动夹指(52)夹持定位板(6)时,气管(54)和气孔(62)对接连通,油管(55)和油孔(64)对接连通。
4.根据权利要求3所述的一种汽车车架零部件焊接设备,其特征在于:所述吸附孔(61)后端的两侧均开设有卡孔(60),所述卡孔(60)外边缘具有导角,两个所述夹指(52)相互靠近的一侧均安装有卡杆(56),所述夹指(52)对定位板(6)进行夹持时,卡杆(56)插入到卡孔(60)的内部,所述定位板(6)的上表面和下表面均开设有隔离槽(65),所述隔离槽(65)将油槽(63)和吸附孔(61)隔开。
5.根据权利要求1所述的一种汽车车架零部件焊接设备,其特征在于:所述旋转机构(2)包括底板(21),所述底板(21)的两端均设置有滑台(22),其中一个滑台(22)与底板(21)固定连接,另一个滑台(22)与底板(21)滑动连接,两个所述滑台(22)的上端均转动连接有转动板(23),两个所述转动板(23)相互靠近的一侧均固定连接有支撑块(20),所述支撑块(20)用于插接在纵梁(100)的端部,其中一个滑台(22)的一侧安装有电机一(24),所述电机一(24)用于驱动转动板(23)转动,其中一个转动板(23)的底部安装有固定筒(26),另一个转动板(23)的底部安装有插杆(27),所述插杆(27)活动插接在固定筒(26)上,两个所述底板(21)之间设置有驱动气缸(25),所述驱动气缸(25)的固定端和输出端分别与两个滑台(22)固定连接。
6.根据权利要求1所述的一种汽车车架零部件焊接设备,其特征在于:所述进料机构(4)包括直线驱动部件四(41),所述直线驱动部件四(41)的输出端安装有旋转驱动部件(42),所述旋转驱动部件(42)的输出端安装有直线驱动部件五(43),所述夹持机构(5)安装在直线驱动部件五(43)的输出端。
7.根据权利要求6所述的一种汽车车架零部件焊接设备,其特征在于:所述旋转驱动部件(42)包括底座(421),所述底座(421)固定安装在直线驱动部件四(41)的输出端,所述底座(421)上转动连接有转动座(422),所述转动座(422)的内部设置有与底座(421)固定连接的太阳齿轮(423),所述转动座(422)上固定安装有电机二(424),所述电机二(424)的输出端安装有与太阳齿轮(423)相啮合的行星齿轮(425)。
8.根据权利要求1所述的一种汽车车架零部件焊接设备,其特征在于:所述焊接机构(3)包括直线驱动部件一(31),所述直线驱动部件一(31)的输出端安装有直线驱动部件二(32),所述直线驱动部件二(32)的输出端安装有直线驱动部件三(33),所述直线驱动部件一(31)、直线驱动部件二(32)和直线驱动部件三(33)构成三轴移动机构,所述直线驱动部件三(33)的输出端安装有焊枪(34)。
9.根据权利要求1所述的一种汽车车架零部件焊接设备,其特征在于:汽车车架零部件焊接设备还包括料管(7),所述料管(7)底部的一侧开设有料口(71),所述定位板(6)与位于定位板(6)上表面和下表面的两个弧形板(103)构成一个安装单元,若干安装单元竖向叠放在料管(7)的内部。
10.一种使用如权利要求1-9任意一项所述的汽车车架零部件焊接设备进行焊接的方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种汽车车架零部件焊接设备及其焊接方法,具体涉及焊接领域,该焊接设备,包括工作台,工作台上设置有:旋转机构,旋转机构用于夹持纵梁并能够将纵梁翻转;定位板,定位板的上表面和下表面均设置有吸附孔,定位板的一侧设置有气孔,气孔与吸附孔连通,气孔连接真空泵的输出端,定位板的上表面和下表面通过吸附孔来吸附弧形板;夹持机构,夹持机构用于夹持定位板。本发明通过设置定位板,将两块弧形板吸附在定位板的两侧,然后插入焊接支撑部位的内部,利用定位板来填充两块弧形板之间的间隙,从而保证在焊接一块弧形板后翻转时,另一块弧形板不会掉出,从而实现一次能够上料两块弧形板,从而提高了焊接效率。
技术研发人员:邹璐吉,魏云龙,杜朋
受保护的技术使用者:江苏友邦精工实业有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!