一种复杂多孔及深孔铸造电机壳的加工方法及夹具与流程
本发明涉及机械加工,尤其涉及一种复杂多孔及深孔铸造电机壳的加工方法及夹具。
背景技术:
1、可变截面涡轮增压器的汽油发动机;涡轮增压系统的心脏是可调涡流截面的导流叶片;这些导流叶片可在低转速、低排气量的工况下关闭,从而增大发动机的进气压力,而电机壳是其关键部件之一。
2、但是,目前的电机壳零件为铸造零件,几何形状复杂,大部分为不加工的毛坯面,不能用于精加工的定位,以至于零件的加工、定位和装夹都比较困难。
技术实现思路
1、本发明的目的在于提供一种复杂多孔及深孔铸造电机壳的加工方法及夹具,旨在解决现有技术中目前的电机壳零件为铸造零件,几何形状复杂,大部分为不加工的毛坯面,不能用于精加工的定位,以至于零件的加工、定位和装夹都比较困难的技术问题。
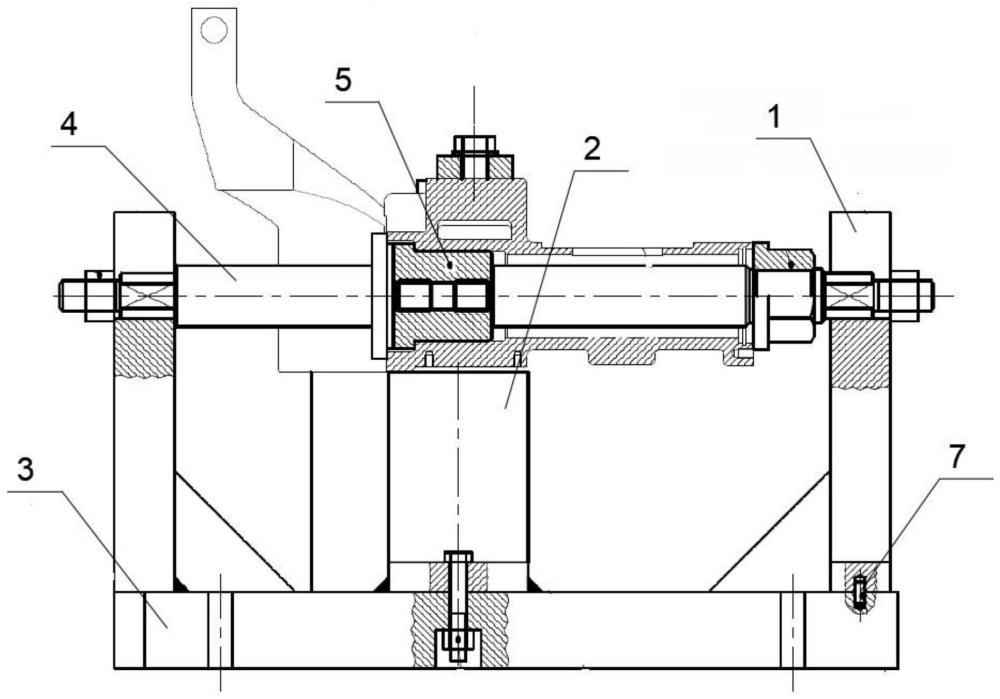
2、为实现上述目的,本发明采用的一种复杂多孔及深孔铸造电机壳的夹具,包括两个侧板、两个支撑块和底座,两个所述侧板之间通过螺母设置有定位件,所述定位件包括两个定位芯轴和连接芯轴,且所述连接芯轴位于对应的所述支撑块的上方,所述支撑块的上方设置有长压板,所述长压板上设置有固定件,两个所述侧板分别与所述底座固定连接,并位于所述底座的两端,两个所述支撑块分别通过螺栓与所述底座固定连接,并位于所述底座上,所述长压板通过所述固定件与所述连接芯轴固定连接,并位于所述连接芯轴的上方。
3、其中,所述侧板包括侧板本体和圆柱销,所述侧板本体通过所述圆柱销与所述底座固定连接,并位于所述底座的一端。
4、其中,所述固定件包括平垫圈和固定螺栓,所述平垫圈套设于所述固定螺栓上,所述长压板通过所述固定螺栓与所述连接芯轴固定连接,且所述平垫圈与所述连接芯轴相互抵持,并位于所述连接芯轴的上方。
5、本发明还提供一种复杂多孔及深孔铸造电机壳的加工方法,应用于上述所述的复杂多孔及深孔铸造电机壳的夹具,包括如下步骤:
6、根据正零件孔,画出现中心线;
7、找出正划线和n面;
8、镗出大端内孔和端面;
9、镗出小端内孔;
10、铣出方槽和平面;
11、钻攻底孔;
12、铣削底孔;
13、铣零件两侧面搭耳斜面,钻斜面上各螺纹孔的底孔;
14、攻螺纹孔;
15、进行压力试验。
16、其中,所述根据正零件孔,画出现中心线包括如下步骤:
17、找出正零件的内孔,在大端面上划十字中心线,并延伸水平划线至各外圆面和平面,再划尺寸线;
18、以零件大端柄部对称分中,画出大端端面加工线;
19、以内孔为基准划校调圆线。
20、其中,镗出小端内孔包括如下步骤:
21、将底平面放平,找正芯棒和正f面,搭压板压紧零件,并加工各级内孔及端面;
22、钻出螺纹底孔。
23、其中,钻攻底孔包括如下步骤:
24、在零件上钻出通孔;按照零件的一端和侧面,镗出圆柱面平面,并钻出螺纹底孔;
25、旋转180°,按照零件的一端和侧面,镗出圆柱面平面,并钻出螺纹底孔。
26、本发明的一种复杂多孔及深孔铸造电机壳的加工方法及夹具,包括两个侧板、两个支撑块和底座,两个所述侧板之间通过螺母设置有定位件,所述定位件包括两个定位芯轴和连接芯轴,且所述连接芯轴位于对应的所述支撑块的上方,所述支撑块的上方设置有长压板,所述长压板上设置有固定件,两个所述侧板分别与所述底座固定连接,并位于所述底座的两端,两个所述支撑块分别通过螺栓与所述底座固定连接,并位于所述底座上,所述长压板通过所述固定件与所述连接芯轴固定连接,并位于所述连接芯轴的上方,通过此工装夹具可以完成对零件电机壳的斜面、方槽、方孔以及各面上的盲孔和螺纹孔的加工,保证了零件尺寸公差以及形位公差,使得零件满足图纸各项要求。
技术特征:
1.一种复杂多孔及深孔铸造电机壳的夹具,其特征在于,
2.如权利要求1所述的复杂多孔及深孔铸造电机壳的夹具,其特征在于,
3.如权利要求2所述的复杂多孔及深孔铸造电机壳的夹具,其特征在于,
4.一种复杂多孔及深孔铸造电机壳的加工方法,应用于如权利要求3的复杂多孔及深孔铸造电机壳的夹具,其特征在于,包括如下步骤:
5.如权利要求4所述的复杂多孔及深孔铸造电机壳的加工方法,其特征在于,
6.如权利要求5所述的复杂多孔及深孔铸造电机壳的加工方法,其特征在于,
7.如权利要求6所述的复杂多孔及深孔铸造电机壳的加工方法,其特征在于,
技术总结
本发明涉及机械加工技术领域,具体涉及一种复杂多孔及深孔铸造电机壳的加工方法及夹具;包括两个侧板、两个支撑块和底座,两个侧板之间通过螺母设置有定位件,定位件包括两个定位芯轴和连接芯轴,且连接芯轴位于对应的支撑块的上方,支撑块的上方设置有长压板,长压板上设置有固定件,两个侧板分别与底座固定连接,并位于底座的两端,两个支撑块分别通过螺栓与底座固定连接,并位于底座上,长压板通过固定件与连接芯轴固定连接,并位于连接芯轴的上方,通过此工装夹具可以完成对零件电机壳的斜面、方槽、方孔以及各面上的盲孔和螺纹孔的加工,保证了零件尺寸公差以及形位公差,使得零件满足图纸各项要求。
技术研发人员:王文森,刘国成,杨意松,柯益,鲁建于,刘彦宏,姚元润,李扬,虎建富,卢洲
受保护的技术使用者:重庆江增船舶重工有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!