一种带有注液侧块的长缸筒锻造方法与流程
本发明涉及机械领域,尤其涉及到机械部件,具体是指一种带有注液侧块的长缸筒锻造方法。
背景技术:
1、液压缸是将液压能转变为机械能的、做直线往复运动(或摆动运动)的液压执行元件。它结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用,液压缸输出力和活塞有效面积及其两边的压差成正比。
2、目前,根据需求需要生产的缸筒长度较长,且缸筒的圆周面上还设有沿缸筒轴向延伸的注液侧块,目前缸筒在制造过程中是首先成型一个缸管,然后在缸管上焊接底盖和注液侧块,这种形成的缸筒强度低,在使用上受到很大的影响。
3、申请号为202211108402 .4的中国发明专利就公布了一种大型盲孔锻件锻造模具及锻造方法,但是这种方法无法锻造带有注液侧块的长缸筒,且在锻造的过程中,直接将冲头留在坯料的盲孔内,而冲头的残留会使后期加工受到阻碍,同时冲头的温度达不到坯料的温度,冲头则会对坯料进行局部冷却,对缸筒最终的成型会造成一定的影响。
技术实现思路
1、本发明针对现有技术的不足,提供一种带有注液侧块的长缸筒锻造方法,便于缸筒、注液侧块一体成型,增强长缸筒的整体强度。
2、本发明是通过如下技术方案实现的,一种带有注液侧块的长缸筒锻造方法,包括以下步骤:
3、对下模和坯料进行预热,并对坯料表面的氧化皮进行清理;
4、b、将坯料放置到下模的模腔内,使第一冲头与模腔共轴线设置,带动第一冲头向下挤压坯料,第一冲头在坯料上成型盲孔的同时,带动坯料向上和向侧面生长,由于固接第一冲头的第一支座的截面与模腔的截面适配,因此坯料在向上生长顶至第一支座上后,会继续向侧面生长,直到坯料填充满第一支座下方的模腔;
5、c、将第一冲头从模腔中取出,使第二冲头与模腔共轴线设置,然后驱动第二冲头插入盲孔内向下挤压坯料,模腔与第一冲头之间形成供坯料向上生长的环形通道,因此在第二冲头的挤压下,坯料向上生长,加深盲孔的同时,增大坯料的长度,从而成型缸筒;
6、d、将拼接成下模且沿缸筒径向排布的两个侧模分开,将缸筒从两个侧模之间取出,然后使用冷却剂,对两个侧模形成模腔的部分进行冲洗和冷却,从而去除残留在模腔内的氧化皮;
7、e、缸筒在经过冷却后,将缸筒顶部多余的部分进行切除,使缸筒的长度,以及盲孔的深度符合产品的要求。
8、本发明通过第一支座的设置,在第一冲头挤压坯料时,形成闭合的空间,当第一冲头挤压坯料时,坯料会向上方和侧面生长,坯料向侧面生长,即进入成型注液侧块的侧腔内,但由于坯料能向上生长,因此侧面生长的坯料不会完全充满侧腔,因此当坯料向上生长受到第一底座的限制后,坯料继续向侧面生长,从而填充满侧腔,从而实现对坯料的第一次挤压,从而实现盲孔第一次加深的同时,使坯料向侧面生长,使注液侧块的长度和宽度成型;通过第二冲头的设置,加深盲孔的同时,使坯料向上生长,从而成型缸筒;因此缸筒和注液侧块一体成型,增强长缸筒的整体强度,通过两个冲头的设置,使缸筒的盲孔在两个冲头依次挤压下成型,从而避免了一个冲头持续挤压坯料造成的温度过高而影响脱模的情况发生。
9、作为优选,所述下模还包括位于两个侧模之间且为模腔腔底的底座,以及限制两个侧模开模的限位装置,所述限位装置包括位于侧模两侧的限位侧板和限位嵌块,所述限位块上固接有分别插入两个侧模内的限位块,所述限位嵌块包括嵌入侧模内且沿高度方向延伸的第一嵌块,两个侧模上相对设置的两个第一嵌块通过第二嵌块连接。
10、本优选方案在使用时,当两个侧模对接之后,将限位块分别插入到两个侧模内,同时将第一嵌块和第二嵌块嵌入到两个侧模上,从而限制两个侧模向外分离,保证两个侧模的对接强度。
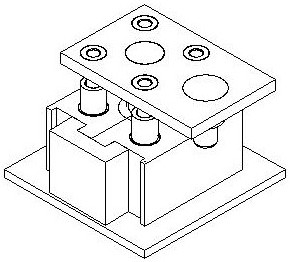
11、作为优选,第一冲头和和第二冲头沿横向排布且均设置在顶板上,所述顶板上还设有向下延伸且成矩形排布的四个导向柱,所述侧模上固接有与导向柱配合的导向筒,四个导向柱围成第一矩形,所述第二冲头位于第一矩形的中心线上,模腔位于四个导向筒围成的第二矩形的中心线上,第一冲头和第二冲头关于第一矩形的第一侧边对称设置。
12、本优选方案在使用时,四个导向柱分别为第一导向柱、第二导向柱、第三导向柱、第四导向柱,对应的四个导向筒分别为第一导向筒、第二导向筒、第三导向筒、第四导向筒,第一导向柱和第四导向柱沿纵向排布,第一导向柱和第二导向柱沿横向排布,第一侧边即为第一导向柱和第四导向柱所形成的侧边,当第一冲头正对模腔时,第一导向柱和四导向柱分别插入到第二导向筒和第三导向筒内,当需要第二冲头进行挤压时,将顶板沿横向移动,由于第一冲头和第二冲头关于第一侧边对称设置,因此第一导向柱、第二导向柱、第三导向柱、第四导向柱对应插入到第一导向筒、第二导向筒、第三导向筒、第四导向筒内,即实现第二冲头与模腔供共轴线设置,因此保证了第二冲头与坯料盲孔的对正。
13、作为优选,所述第二冲头为顶端直径大于底端直径的圆台状。
14、本优选方案通过第二冲头为圆台状的设置,便于第二冲头从盲孔中拔出。
15、作为优选,所述侧模包括第一模体,插入第一模体内侧面的第二模体,第一模体和第二模体的内侧面平齐,第二模体的内侧面开设有模槽,两个模槽和所述底座形成所述模腔。
16、本优选方案通过第二模体的设置,便于根据不同内径或形状的缸筒更换第二模体,从而便于对不同内径或形状缸筒的锻造成型。
17、作为优选,第一模体上嵌设有沿第二模体径向延伸的第三嵌块,第三嵌块的另一端嵌入第二模体内。
18、本优选方案通过第三嵌块的设置,便于第一模体和第二模体的定位。
19、作为优选,对第一冲头和第二冲头加压的压力为5mpa,第一冲头和第二冲头冲料的速度为120-200mm/s。
20、作为优选,所述坯料的质量为缸筒质量的1.03-1.05倍。
21、本优选方案,由于冲头在刚进行冲压时,可能会出现挤压不均匀,坯料生长的部分会出现倾斜,造成坯料顶面弯曲,因此在缸筒成型后,将这部分进行切除,从而保证缸筒整体的均匀性。
22、本发明的有益效果为:通过第一支座的设置,在第一冲头挤压坯料时,形成闭合的空间,当第一冲头挤压坯料时,坯料会向上方和侧面生长,坯料向侧面生长,即进入成型注液侧块的侧腔内,但由于坯料能向上生长,因此侧面生长的坯料不会完全充满侧腔,因此当坯料向上生长受到第一底座的限制后,坯料继续向侧面生长,从而填充满侧腔,从而实现对坯料的第一次挤压,从而实现盲孔第一次加深的同时,使坯料向侧面生长,使注液侧块的长度和宽度成型;通过第二冲头的设置,加深盲孔的同时,使坯料向上生长,从而成型缸筒;因此缸筒和注液侧块一体成型,增强长缸筒的整体强度,通过两个冲头的设置,使缸筒的盲孔在两个冲头依次挤压下成型,从而避免了一个冲头持续挤压坯料造成的温度过高而影响脱模的情况发生。
技术特征:
1.一种带有注液侧块的长缸筒锻造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的带有注液侧块的长缸筒锻造方法,其特征在于:所述下模还包括位于两个侧模(2)之间且为模腔(4)腔底的底座(6),以及限制两个侧模(2)开模的限位装置,所述限位装置包括位于侧模(2)两侧的限位侧板(10)和限位嵌块,所述限位块上固接有分别插入两个侧模(2)内的限位块,所述限位嵌块包括嵌入侧模(2)内且沿高度方向延伸的第一嵌块(11),两个侧模(2)上相对设置的两个第一嵌块(11)通过第二嵌块(12)连接。
3.根据权利要求1 所述的带有注液侧块的长缸筒锻造方法,其特征在于:第一冲头(21)和和第二冲头(22)沿横向排布且均设置在顶板(20)上,所述顶板(20)上还设有向下延伸且成矩形排布的四个导向柱(24),所述侧模(2)上固接有与导向柱(24)配合的导向筒(3),四个导向柱(24)围成第一矩形,所述第二冲头(22)位于第一矩形的中心线上,模腔(4)位于四个导向筒(3)围成的第二矩形的中心线上,第一冲头(21)和第二冲头(22)关于第一矩形的第一侧边对称设置。
4.根据权利要求1 所述的带有注液侧块的长缸筒锻造方法,其特征在于:所述第二冲头(22)为顶端直径大于底端直径的圆台状。
5.根据权利要求2所述的带有注液侧块的长缸筒锻造方法,其特征在于:所述侧模(2)包括第一模体(8),插入第一模体(8)内侧面的第二模体(7),第一模体(8)和第二模体(7)的内侧面平齐,第二模体(7)的内侧面开设有模槽,两个模槽和所述底座(6)形成所述模腔(4)。
6.根据权利要求1 所述的带有注液侧块的长缸筒锻造方法,其特征在于:第一模体(8)上嵌设有沿第二模体(7)径向延伸的第三嵌块(13),第三嵌块(13)的另一端嵌入第二模体(7)内。
7.根据权利要求1 所述的带有注液侧块的长缸筒锻造方法,其特征在于:对第一冲头(21)和第二冲头(22)加压的压力为5mpa,第一冲头(21)和第二冲头(22)冲料的速度为120-200mm/s。
8.根据权利要求1 所述的长缸筒的锻造方法,其特征在于:所述坯料的质量为缸筒质量的1.03-1.05倍。
技术总结
本发明涉及一种带有注液侧块的长缸筒锻造方法,当第一冲头挤压坯料时,坯料会向上方和侧面生长,坯料向侧面生长,即进入成型注液侧块的侧腔内,但由于坯料能向上生长,因此侧面生长的坯料不会完全充满侧腔,因此当坯料向上生长受到第一底座的限制后,坯料继续向侧面生长,从而填充满侧腔,从而实现盲孔第一次加深的同时,使坯料向侧面生长,使注液侧块的长度和宽度成型;通过第二冲头的设置,加深盲孔的同时,使坯料向上生长,从而成型缸筒;因此缸筒和注液侧块一体成型,增强长缸筒的整体强度,通过两个冲头的设置,使缸筒的盲孔在两个冲头依次挤压下成型,从而避免了一个冲头持续挤压坯料造成的温度过高而影响脱模的情况发生。
技术研发人员:赵华涛,季贵昌,苏贤柱,张泽明,王晓,李晓婷
受保护的技术使用者:山东成通锻造有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!