一种冷镦冲压打孔组件的制作方法
本技术涉及冷镦,具体涉及一种冷镦冲压打孔组件。
背景技术:
1、冷镦工艺是少数无切削金属压力加工新工艺之一,它是一种利用金属在外力作用下所产生的塑性变形,并借助模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法,冷镦工艺最适于用来生产螺栓、螺钉、螺母、铆钉、销钉等标准紧固件。
2、冲压打孔是冷镦工艺中常见的一种,目前用来冲压打孔的冲压头包括有冲模和与冲模连接的冲压杆,通过驱动装置让冲模带着冲压杆下压冲孔,但是本发明人发现现有的冲压杆一般一段裸露在冲模外,其在冲孔过程中受力时有产生偏移的概率,容易影响冲孔的精准度以及冲孔的质量。
技术实现思路
1、本实用新型的目的是为了克服现有技术存在的缺点和不足,而提供一种冷镦冲压打孔组件。
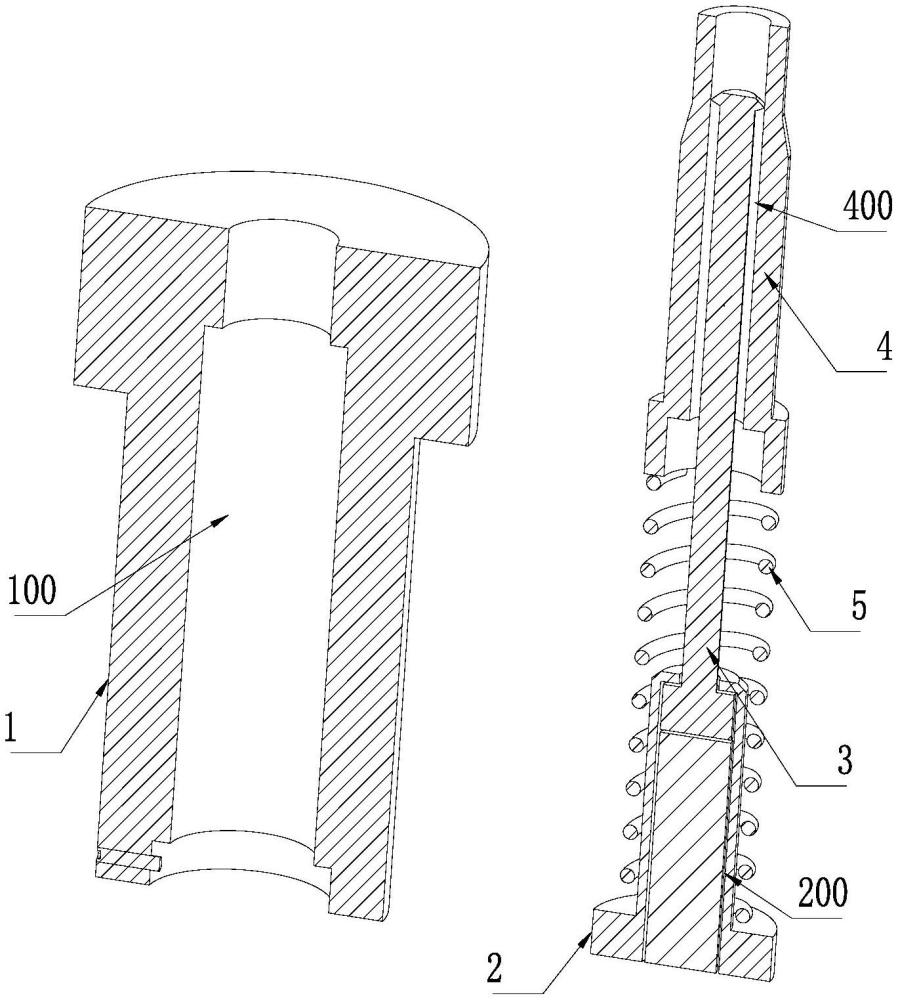
2、本实用新型所采取的技术方案如下:一种冷镦冲压打孔组件,包括有外套体、下垫座与拉深棒,所述外套体内沿轴向设置有第一滑腔,所述下垫座设置于第一滑腔的一端,所述第一滑腔的另一端滑动设置有保护活动套,所述保护活动套一端伸出第一滑腔,所述保护活动套内沿轴向设置有第二滑腔,所述下垫座内沿轴向设置有第三滑腔,所述第一滑腔、第二滑腔与第三滑腔同轴线设置,所述拉深棒一端限位于第三滑腔,其另一端伸入第二滑腔。
3、所述下垫座与保护活动套之间抵接设置有弹簧,并且所述弹簧一端套设于下垫座。
4、所述第一滑腔一端设置有第一通道,所述第一通道的直径大于第一滑腔的直径,所述下垫座的一端设置有与第一通道相适配的第一凸缘。
5、所述第一通道的侧壁设置有通孔,所述通孔内设置有锁紧螺栓,所述锁紧螺栓的末端与第一凸缘的周向侧壁相抵压。
6、所述第一滑腔远离第一通道的一端设置有第二通道,所述第二通道的直径小于第一滑腔的直径,所述保护活动套的一端设置有与第二通道相适配的第二凸缘。
7、所述第三滑腔内滑动设置有垫杆且垫杆一端抵接于拉深棒。
8、所述第三滑腔靠近保护活动套一端设置有穿孔,所述穿孔的直径小于所述第三滑腔的之间,所述拉深棒一端设置有第三凸缘,所述第三凸缘的直径大于所述穿孔的直径且小于所述第三滑腔的直径。
9、所述拉深棒采用钨钢制成,所述垫杆采用高速钢制成。
10、本实用新型的有益效果如下:本实用新型中通过保护活动套对拉深棒伸出外套体的部分进行定位以及保护,同时在拉深棒冲孔时保护活动套会回缩,避免了拉深棒在冲孔过程中受力产生偏移,进而让拉深棒起到定位拉伸、保护小孔拉伸的作用,并且使得拉伸小孔不容易断或者产生偏移,提升了冲孔的精准度以及冲孔的质量。
技术特征:
1.一种冷镦冲压打孔组件,其特征在于,包括有外套体(1)、下垫座(2)与拉深棒(3),所述外套体(1)内沿轴向设置有第一滑腔(100),所述下垫座(2)设置于第一滑腔(100)的一端,所述第一滑腔(100)的另一端滑动设置有保护活动套(4),所述保护活动套(4)一端伸出第一滑腔(100),所述保护活动套(4)内沿轴向设置有第二滑腔(400),所述下垫座(2)内沿轴向设置有第三滑腔(200),所述第一滑腔(100)、第二滑腔(400)与第三滑腔(200)同轴线设置,所述拉深棒(3)一端限位于第三滑腔(200),其另一端伸入第二滑腔(400)。
2.根据权利要求1所述的一种冷镦冲压打孔组件,其特征在于,所述下垫座(2)与保护活动套(4)之间抵接设置有弹簧(5),并且所述弹簧(5)一端套设于下垫座(2)。
3.根据权利要求1所述的一种冷镦冲压打孔组件,其特征在于,所述第一滑腔(100)一端设置有第一通道(101),所述第一通道(101)的直径大于第一滑腔(100)的直径,所述下垫座(2)的一端设置有与第一通道(101)相适配的第一凸缘(201)。
4.根据权利要求3所述的一种冷镦冲压打孔组件,其特征在于,所述第一通道(101)的侧壁设置有通孔,所述通孔内设置有锁紧螺栓(6),所述锁紧螺栓(6)的末端与第一凸缘(201)的周向侧壁相抵压。
5.根据权利要求1所述的一种冷镦冲压打孔组件,其特征在于,所述第一滑腔(100)远离第一通道(101)的一端设置有第二通道(102),所述第二通道(102)的直径小于第一滑腔(100)的直径,所述保护活动套(4)的一端设置有与第二通道(102)相适配的第二凸缘(401)。
6.根据权利要求1所述的一种冷镦冲压打孔组件,其特征在于,所述第三滑腔(200)内滑动设置有垫杆(7)且垫杆(7)一端抵接于拉深棒(3)。
7.根据权利要求1所述的一种冷镦冲压打孔组件,其特征在于,所述第三滑腔(200)靠近保护活动套(4)一端设置有穿孔(202),所述穿孔(202)的直径小于所述第三滑腔(200)的之间,所述拉深棒(3)一端设置有第三凸缘(300),所述第三凸缘(300)的直径大于所述穿孔(202)的直径且小于所述第三滑腔(200)的直径。
8.根据权利要求6所述的一种冷镦冲压打孔组件,其特征在于,所述拉深棒(3)采用钨钢制成,所述垫杆(7)采用高速钢制成。
技术总结
本技术提供一种冷镦冲压打孔组件,属于冷镦技术领域,包括有外套体、下垫座与拉深棒,外套体内沿轴向设置有第一滑腔,下垫座设置于第一滑腔的一端,第一滑腔的另一端滑动设置有保护活动套,保护活动套一端伸出第一滑腔,保护活动套内沿轴向设置有第二滑腔,拉深棒一端限位于第三滑腔,其另一端伸入第二滑腔;本技术中通过保护活动套对拉深棒伸出外套体的部分进行定位以及保护,同时在拉深棒冲孔时保护活动套会回缩,避免了拉深棒在冲孔过程中受力产生偏移,进而让拉深棒起到定位拉伸、保护小孔拉伸的作用,并且使得拉伸小孔不容易断或者产生偏移,提升了冲孔的精准度以及冲孔的质量。
技术研发人员:何云华
受保护的技术使用者:温州众美五金制造有限公司
技术研发日:20230918
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!