船舶用二氧化碳半自动平位置衬垫对接焊接装置的制作方法
本技术属于船舶工装,尤其涉及船舶用二氧化碳半自动平位置衬垫对接焊接装置。
背景技术:
1、co2陶瓷衬垫焊,通常指的是使用二氧化碳(co2)作为保护气体以防止氧气进入焊接区域,从而减少氧化并提高焊接质量,同时使用陶瓷衬垫来改善焊接过程和焊缝质量的一种焊接方法,其中衬垫的作用有提供熔池的稳定支撑,使焊工能够更容易地控制焊接过程;减少焊渣和飞溅的产生,从而减少焊接缺陷的可能性;降低焊接热量的传输,有助于防止变形和残余应力;改善焊缝的外观和质量。这种焊接方式广泛用于船舶行业。
2、用这种方式进行焊接时,讲究焊接角度,例如平焊、立焊和横焊时焊丝的角度都不一样,从而达到不同的焊接效果,目前都是通过人工进行角度的把控,稍不留神就会偏离焊接角度,从而降低焊接效果。
技术实现思路
1、本实用新型针对现有技术中存在的问题,提出如下技术方案:
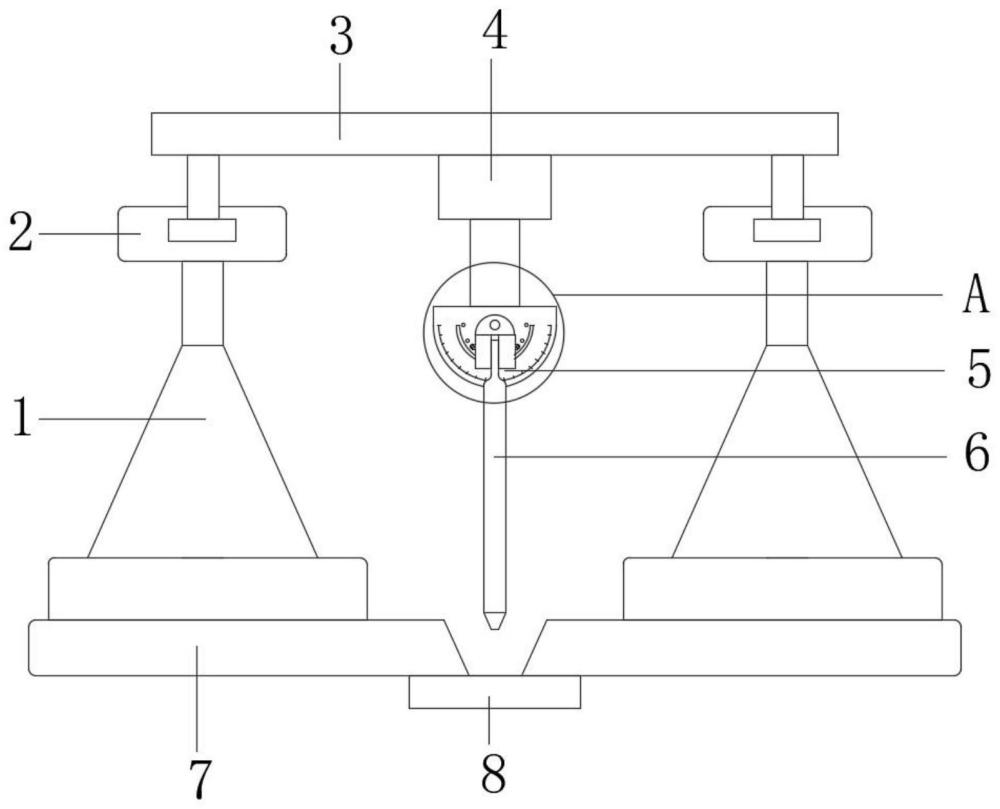
2、船舶用二氧化碳半自动平位置衬垫对接焊接装置,包括:
3、底座,所述底座设有两组;
4、滑道,所述滑道安装在底座顶端;
5、顶板,所述顶板底部左右侧分别滑动安装在两个滑道上;
6、滑块,所述滑块左右滑动安装在顶板底部;
7、调节组件,所述调节组件安装在滑块底部,所述调节组件包括连接块,所述连接块固定在滑块底部,所述连接块底部安装有第一刻度盘,所述第一刻度盘上可转动安装有活动板,所述活动板上设有第二刻度盘;
8、焊枪,所述焊枪可转动安装在第二刻度盘上。
9、作为上述技术方案的优选,所述第一刻度盘表面环形均匀开设有第一插孔,所述活动板两侧对称设有第一套环,所述第一套环和第一插孔重合时两者中套接有第一套杆。
10、作为上述技术方案的优选,所述第一套杆的直径小于第一套环和第一插孔的内径。
11、作为上述技术方案的优选,所述第二刻度盘设有两块,所述焊枪可转动安装在两块第二刻度盘之间,所述焊枪上对称设有连接杆,所述第二刻度盘上贯穿开设有导向槽,所述连接杆穿过导向槽。
12、作为上述技术方案的优选,所述连接杆末端设有连接件,所述连接件包括第二套环和指针,所述第二刻度盘表面环形均匀开设有第二插孔,所述第二套环和第二插孔重合时两者中套接有第二套杆,所述第二套杆与第二套环和第二插孔过盈配合。
13、作为上述技术方案的优选,所述连接件与第二刻度盘表面贴合。
14、作为上述技术方案的优选,所述第一刻度盘和第二刻度盘表面分别刻有第一刻度和第二刻度。
15、作为上述技术方案的优选,所述活动板底部也设有指针,所述活动板上的指针和连接件上的指针分别与第一刻度和第二刻度相匹配。
16、本实用新型的有益效果为:
17、1、设置有第一刻度盘和活动板与第二刻度盘,通过转动活动板或者焊枪,能够对焊枪左右或前后焊接角度进行精准的调节,从而使焊枪位于最佳焊接角度,进而提高焊接效果;
18、2、设置有第一套环、第一插孔和第一套杆,通过三者的配合,能够使使焊枪在左右方向上有轻微的摆动,从而使焊枪在焊接时焊接处焊接均匀,进一步提高焊接效果;
19、3、设置有第二套环、第二插孔和第二套杆,通过三者的配合,使焊枪固定在第二刻度盘上,从而提高焊枪的稳定性,更进一步的提高了焊接效果。
技术特征:
1.船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于,包括:
2.根据权利要求1所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述第一刻度盘(52)表面环形均匀开设有第一插孔(522),所述活动板(53)两侧对称设有第一套环(531),所述第一套环(531)和第一插孔(522)重合时两者中套接有第一套杆(55)。
3.根据权利要求2所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述第一套杆(55)的直径小于第一套环(531)和第一插孔(522)的内径。
4.根据权利要求1所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述第二刻度盘(54)设有两块,所述焊枪(6)可转动安装在两块第二刻度盘(54)之间,所述焊枪(6)上对称设有连接杆(61),所述第二刻度盘(54)上贯穿开设有导向槽(541),所述连接杆(61)穿过导向槽(541)。
5.根据权利要求4所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述连接杆(61)末端设有连接件(62),所述连接件(62)包括第二套环(621)和指针(622),所述第二刻度盘(54)表面环形均匀开设有第二插孔(542),所述第二套环(621)和第二插孔(542)重合时两者中套接有第二套杆(56),所述第二套杆(56)与第二套环(621)和第二插孔(542)过盈配合。
6.根据权利要求5所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述连接件(62)与第二刻度盘(54)表面贴合。
7.根据权利要求6所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述第一刻度盘(52)和第二刻度盘(54)表面分别刻有第一刻度(521)和第二刻度(543)。
8.根据权利要求7所述的船舶用二氧化碳半自动平位置衬垫对接焊接装置,其特征在于:所述活动板(53)底部也设有指针(622),所述活动板(53)上的指针(622)和连接件(62)上的指针(622)分别与第一刻度(521)和第二刻度(543)相匹配。
技术总结
本技术公开了船舶用二氧化碳半自动平位置衬垫对接焊接装置,包括:底座,所述底座设有两组;滑道,所述滑道安装在底座顶端;顶板,所述顶板底部左右侧分别滑动安装在两个滑道上;滑块,所述滑块左右滑动安装在顶板底部;调节组件,所述调节组件安装在滑块底部,所述调节组件包括连接块,所述连接块固定在滑块底部,所述连接块底部安装有第一刻度盘,所述第一刻度盘上可转动安装有活动板,所述活动板上设有第二刻度盘;焊枪,所述焊枪可转动安装在第二刻度盘上。设置有第一刻度盘和活动板与第二刻度盘,通过转动活动板或者焊枪,能够对焊枪左右或前后焊接角度进行精准的调节,从而使焊枪位于最佳焊接角度,进而提高焊接效。
技术研发人员:谢飞
受保护的技术使用者:池州鑫飞扬船舶修造有限公司
技术研发日:20230913
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!