垫片冲压模具的制作方法
本技术涉及冲压模具,特别涉及一种垫片冲压模具。
背景技术:
1、冲压是大批量零件成型生产实用工艺之一,在垫片进行冲压的过程中,往往分两步进行,第一道工序先在板材上冲压出圆形片材,第二道工序则是在圆形片材中心冲压出垫片孔。
2、垫片作为机加工、自动化等领域常用到的零件,垫片具有多种规格,也即不同规格的垫片外圆直径不同,而不同直径的垫片就需要不同型号的冲压模具进行加工,而装换不同型号模具十分繁琐,也需要停机进行操作,大大影响了生产效率。
技术实现思路
1、本实用新型的主要目的是提供一种垫片冲压模具,旨在提供一种可以加工不同尺寸垫片的垫片冲压模具。
2、为实现上述目的,本实用新型提出的垫片冲压模具,包括:
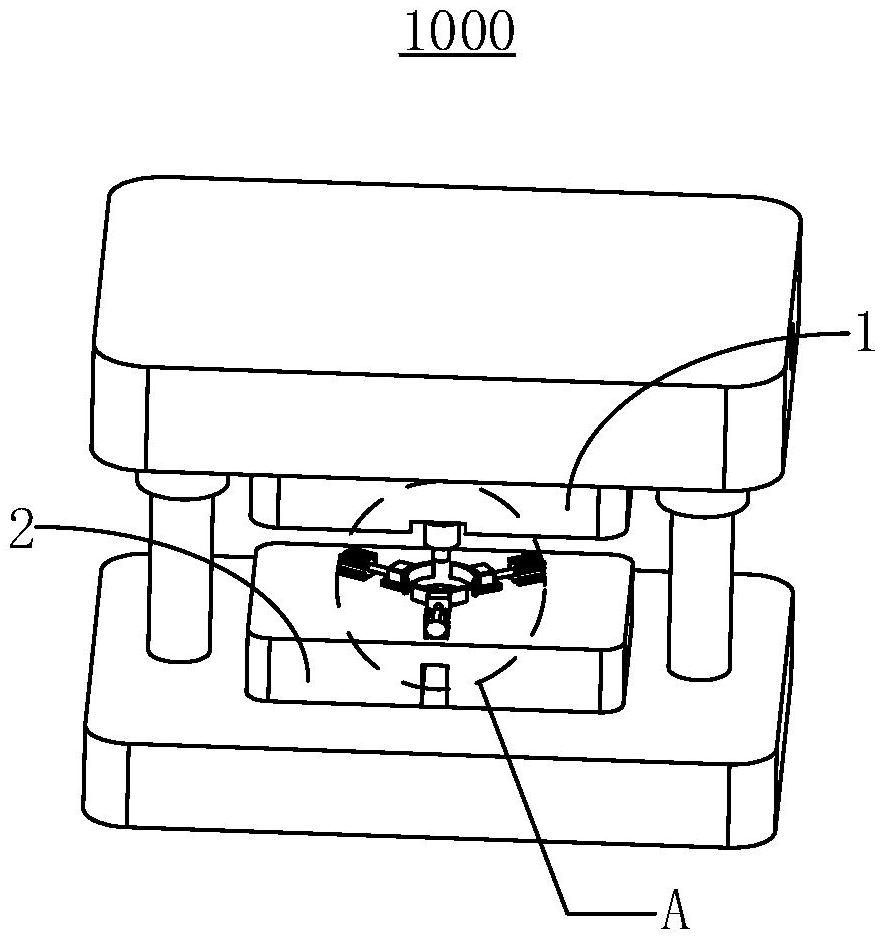
3、上模座,所述上模座设有冲头;
4、下模座,所述下模座与所述上模座相对设置,所述下模座与所述上模座之间形成有冲压区,所述冲压区用以放置片材;以及
5、夹持组件,所述夹持组件包括多个夹持单元,多个所述夹持单元的夹持端朝向所述冲压区并可以同时靠近或远离所述冲压区。
6、在本实用新型的一实施例中,所述下模座形成有加工孔和出料通道,所述加工孔设于所述冲压区并沿所述冲头的轴向设置,所述加工孔与所述出料通道相连通。
7、在本实用新型的一实施例中,所述出料通道远离所述加工孔的一端设有出料口,所述出料口用以排出加工产生的废料。
8、在本实用新型的一实施例中,所述夹持组件包括多个夹持单元,每一所述夹持单元包括:
9、导轨,所述导轨设于所述下模座,所述导轨延所述加工孔的周向延伸,所述导轨与所述加工孔的切线方向垂直;
10、夹持板,所述夹持板滑动限位于所述导轨;以及
11、驱动件,所述驱动件设于下模座,所述驱动件的驱动端与所述夹持板背向所述加工孔的一侧连接。
12、在本实用新型的一实施例中,所述夹持板为弧形夹持板,所述弧形夹持板沿所述加工孔的周向弯曲延伸,多个所述夹持板共同围合形成所述冲压区。
13、在本实用新型的一实施例中,所述驱动件为驱动气缸。
14、在本实用新型的一实施例中,所述冲头形成有冲压端和压合端,所述冲压端凸设于所述压合端。
15、在本实用新型的一实施例中,所述垫片冲压模具还包括调节件,所述调节件设于所述上模座,所述调节件的活动端连接所述冲头,所述调节件用以调节所述冲头。
16、在本实用新型的一实施例中,所述上模座设有环形凸起,所述环形凸起绕设于所述冲头的周向,所述调节件能够调节所述冲头以使所述冲头的压合端与所述环形凸起位于同一平面。
17、在本实用新型的一实施例中,所述上模座形成有多个避位槽,每一所述避位槽与一所述夹持单元相对设置。
18、在本实用新型技术方案中,提出一种垫片冲压模具,主要包括上模座、下模座以及夹持组件,夹持组件包括多个朝向冲压区设置的夹持单元,多个夹持单元可以靠近或远离冲压区,多个夹持单元共同围合形成一个直径可调的冲压区,不同外圈直径的片材放置于冲压区内,夹持组件调节至合适位置对片材进行夹紧,如此以使得冲压位置准确,片材不会移动产生误差,可调节夹持组件也可以适用于不同尺寸的垫片加工,无需更换模具,保证了生产的工作效率。
技术特征:
1.一种垫片冲压模具,其特征在于,包括:
2.如权利要求1所述的垫片冲压模具,其特征在于,所述下模座形成有加工孔和出料通道,所述加工孔设于所述冲压区并沿所述冲头的轴向设置,所述加工孔与所述出料通道相连通。
3.如权利要求2所述的垫片冲压模具,其特征在于,所述出料通道远离所述加工孔的一端设有出料口,所述出料口用以排出加工产生的废料。
4.如权利要求2所述的垫片冲压模具,其特征在于,所述夹持组件包括多个夹持单元,每一所述夹持单元包括:
5.如权利要求4所述的垫片冲压模具,其特征在于,所述夹持板为弧形夹持板,所述弧形夹持板沿所述加工孔的周向弯曲延伸,多个所述夹持板共同围合形成所述冲压区。
6.如权利要求4所述的垫片冲压模具,其特征在于,所述驱动件为驱动气缸。
7.如权利要求1至3中任一项所述的垫片冲压模具,其特征在于,所述冲头形成有冲压端和压合端,所述冲压端凸设于所述压合端。
8.如权利要求1至3中任一项所述的垫片冲压模具,其特征在于,所述垫片冲压模具还包括调节件,所述调节件设于所述上模座,所述调节件的活动端连接所述冲头,所述调节件用以调节所述冲头。
9.如权利要求8所述的垫片冲压模具,其特征在于,所述上模座设有环形凸起,所述环形凸起绕设于所述冲头的周向,所述调节件能够调节所述冲头以使所述冲头的压合端与所述环形凸起位于同一平面。
10.如权利要求1至3中任一项所述的垫片冲压模具,其特征在于,所述上模座形成有多个避位槽,每一所述避位槽与一所述夹持单元相对设置。
技术总结
本技术涉及冲压模具技术领域,并公开了一种垫片冲压模具,包括上模座、下模座以及夹持组件,上模座设有冲头,下模座与所述上模座相对设置,下模座与所述上模座之间形成有冲压区,冲压区用以放置片材,夹持组件包括多个夹持单元,多个夹持单元的夹持端朝向冲压区并可以同时靠近或远离冲压区。在本技术技术方案中,通过可调节的夹持组件,可以适用于对不同直径片材的夹持,无需更换模具,保证了生产效率。
技术研发人员:韦家立
受保护的技术使用者:金爵五金塑胶(深圳)有限公司
技术研发日:20230907
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!