一种中间辊交叉状态下的辊间压力预报方法
本发明属于冶金行业冷轧带钢,涉及一种中间辊交叉状态下的辊间压力预报方法。
背景技术:
1、带钢作为一种具有较高强度和塑性的金属制品,被广泛用于建筑、汽车、船舶、机械等工业领域,随着现代化工业的飞速发展,这些领域对于带钢的板形和质量的要求也越来越高。随着热轧技术的不断提高,热轧钢板的可轧厚度逐渐降低,因此冷轧带钢的市场份额正在不断压缩,为了提高辊缝控制能力和提高轧机生产灵活度,从而研发出一种六辊3c技术,其最大特点为中间辊交叉分布。同时,由于中间辊交叉分布改变了轧辊辊间力分布,使其不再沿辊身均匀分布,轧辊辊身各部位磨损情况不同,所以会大大降低轧辊的使用寿命。目前建立轧制力数学模型模型对辊间压力进行计算,并通过重新设置参数,优化辊间力分布是一种降低轧辊磨损的重要研究方向。国内河钢集团已经针对六辊3c技术有过一定研究,并建立相关力学模型;还有学者针对pc轧机工作辊交叉建立相关轧制力数学模型,对指导带钢生产起到了重要作用。但是,针对六辊3c中间辊交叉状态下的轧制压力模型,并未有所研究。
技术实现思路
1、为了实现以上目的,本发明采用以下技术方案:
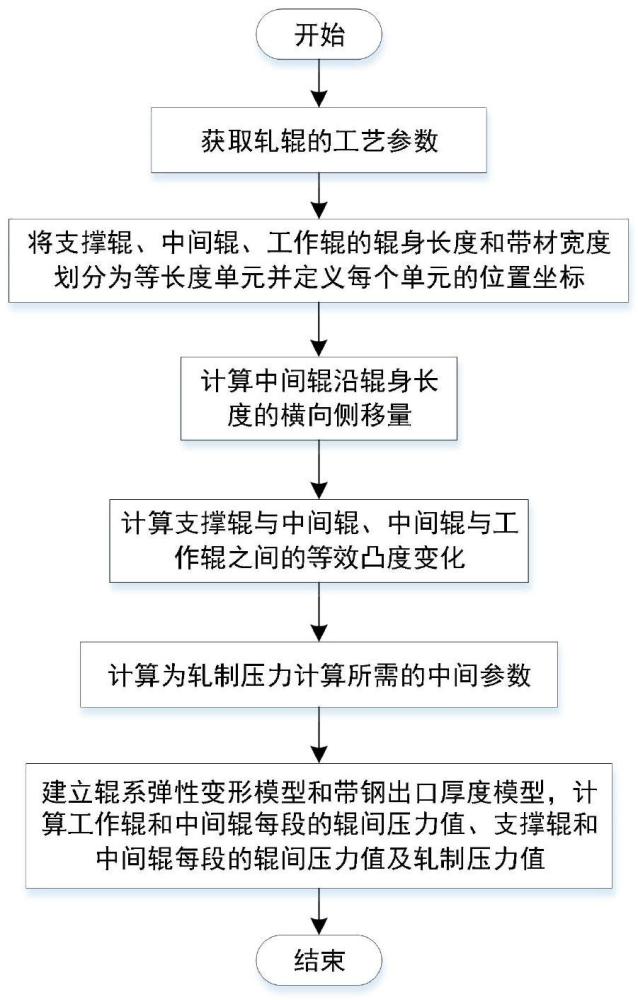
2、一种中间辊交叉状态下的辊间压力预报方法,包括以下步骤:
3、a:获取轧辊的工艺参数;
4、b:将支撑辊、中间辊、工作辊的辊身长度和带材宽度划分为等长度单元并定义每个单元的位置坐标为xi;
5、c:计算中间辊沿辊身长度的横向侧移量δxmi;
6、d:计算支撑辊与中间辊的等效凸度变化δdmbi及中间辊与工作辊之间的等效凸度变δdmbi;
7、e:计算为轧制压力计算所需的中间参数;
8、f:建立辊系弹性变形模型和带钢出口厚度模型,计算工作辊和中间辊每段的辊间压力值、支撑辊和中间辊每段的辊间压力值以及轧制压力值。
9、步骤a/b/c/d/e/f顺序执行;
10、进一步地:所述获取轧辊的工艺参数包括:支撑辊直径db、支撑辊辊身长度lb、中间辊直径dm、中间辊辊身长度lm、工作辊直径dw、工作辊辊身长度lw、中间辊交叉角θ、轧制压力p、中间辊弯辊力fm、工作辊弯辊力fw、支撑辊的力臂lbl、中间辊的力臂lml、工作辊的力臂lwl、带材入口厚度h、带材出口厚度h、带材宽度b、摩擦系数μ、每个单元长度δx、泊松比v和弹性模量e。
11、进一步地:所述将支撑辊、中间辊、工作辊的辊身长度和带材宽度进行单元划分并定义相关参数如下:
12、将支撑辊辊身长度横向分为个单元,中间辊辊身长度横向分为个单元,工作辊的辊身长度横向分为个单元和带材宽度横向分为个单元,
13、当上述单元划分结果为偶数时单元数加1;
14、令n=n1并设定xi=(i-(n+1)/2)δx为第i个单元距离轧辊中心的距离,即每个单元的位置坐标。
15、进一步地:所述计算中间辊沿辊身长度的横向侧移量δxmi采用如下公式:
16、δxmi=sinθ·xi
17、进一步地:所述计算支撑辊与中间辊的等效凸度变化δdmbi及中间辊与工作辊之间的等效凸度变δdmbi的过程如下;
18、
19、
20、式中,dw=2rw、dm=2rm、db=2rb.
21、进一步地:所述计算为轧制压力计算所需的中间参数的过程如下:
22、
23、
24、
25、
26、
27、
28、
29、
30、
31、式中,aij、bij、cij分别为工作辊、中间辊、支撑辊第i个单元对第j个单元的挠度影响系数;
32、awi、ami、abi分别为第i个单元工作辊弯辊力、中间辊弯辊力、支撑力的影响系数;
33、kmw、kmb、k′分别为工作辊和中间辊、中间辊和支撑辊、带钢和工作辊的辊间压扁系数;
34、
35、x=(i-(n+1)/2)δx、x'=(j-(n+1)/2)δx
36、
37、
38、
39、
40、
41、
42、式中,aij、bij、cij分别为工作辊、中间辊、支撑辊第i个单元对第j个单元的挠度影响系数;
43、awi、ami、abi分别为第i个单元工作辊弯辊力、中间辊弯辊力、支撑力的影响系数;
44、kmw、kmb、k′分别为工作辊和中间辊、中间辊和支撑辊、带钢和工作辊的辊间压扁系数;
45、
46、x=(i-(n+1)/2)δx、x'=(j-(n+1)/2)δx。
47、进一步地:所述建立辊系弹性变形模型和带钢出口厚度模型如下:
48、
49、式中,fwi、fmi、fbi分别为第i个单元工作辊挠度、中间辊挠度、支撑辊挠度;
50、qmwj、qmbj、qzj分别为第j个单元工作辊和中间辊辊间力、支撑辊和中间辊辊间力、轧制力。
51、本发明一种中间辊交叉状态下的辊间压力预报方法,针对一种中间辊交叉状态下的辊间压力预报的问题,结合中间辊交叉这一工艺特点,提出一种辊间压力分布的计算方法,本方法结合六辊轧机的辊系弹性变形模型和带钢出口厚度模型等,提出一种中间辊交叉状态下的辊间压力模型,通过建立中间辊交叉状态下的轧制压力模型,可以研究交叉角对辊间压力分布、轧件横向厚度及带钢板形的影响,为之后带钢生产的设备参数设定和轧辊磨损分析提供指导。
技术特征:
1.一种中间辊交叉状态下的辊间压力预报方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述获取轧辊的工艺参数包括:支撑辊直径db、支撑辊辊身长度lb、中间辊直径dm、中间辊辊身长度lm、工作辊直径dw、工作辊辊身长度lw、中间辊交叉角θ、轧制压力p、中间辊弯辊力fm、工作辊弯辊力fw、支撑辊的力臂lbl、中间辊的力臂lml、工作辊的力臂lwl、带材入口厚度h、带材出口厚度h、带材宽度b、摩擦系数μ、每个单元长度δx、泊松比v和弹性模量e。
3.根据权利要求2所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述将支撑辊、中间辊、工作辊的辊身长度和带材宽度进行单元划分并定义相关参数如下:
4.根据权利要求2所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述计算中间辊沿辊身长度的横向侧移量δxmi采用如下公式。
5.根据权利要求2所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述计算支撑辊与中间辊的等效凸度变化δdmbi及中间辊与工作辊之间的等效凸度变δdmbi的过程如下;
6.根据权利要求2所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述计算为轧制压力计算所需的中间参数的过程如下:
7.根据权利要求2所述的一种中间辊交叉状态下的辊间压力预报方法,其特征在于:所述建立辊系弹性变形模型和带钢出口厚度模型如下:
技术总结
本发明一种中间辊交叉状态下的辊间压力预报方法,包括以下步骤:获取轧辊的工艺参数;将支撑辊、中间辊、工作辊的辊身长度和带材宽度划分为等长度单元并定义每个单元的位置坐标为x<subgt;i</subgt;;计算中间辊沿辊身长度的横向侧移量Δx<subgt;mi</subgt;;计算支撑辊与中间辊的等效凸度变化ΔD<subgt;mbi</subgt;及中间辊与工作辊之间的等效凸度变ΔD<subgt;mbi</subgt;;计算为轧制压力计算所需的中间参数;建立辊系弹性变形模型和带钢出口厚度模型,计算工作辊和中间辊每段的辊间压力值、支撑辊和中间辊每段的辊间压力值以及轧制压力值,提出一种中间辊交叉状态下的辊间压力模型,通过建立中间辊交叉状态下的轧制压力模型,可以研究交叉角对辊间压力分布、轧件横向厚度及带钢板形的影响,为之后带钢生产的设备参数设定和轧辊磨损分析提供指导。
技术研发人员:白振华,张冀,李学通,顾清,苏德龙,孙荣生
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!