一种工件机内量测方法、客户端及工件机内量测系统与流程
本公开涉及数控机床量测,更具体地,本公开涉及一种工件机内量测方法、一种客户端及一种工件机内量测系统。
背景技术:
1、目前,当工件在数控机床内加工完毕后,需要量测加工完毕的工件的尺寸是否合格,如果该工件检测结果为不合格,则需要将不合格的工件重新上机进行维修,工件在二次上机的过程中很容易存在装夹误差,影响工件质量,从而导致不合格工件处理效率降低。
2、传统的工件量测过程,通常需要在加工完成后将工件从机床上取出,搬运至专门的量测设备处进行量测操作,无法实现实时监测,这种传统的量测方式存在着无法在加工过程中即时获取工件尺寸的困难,因此难以及时发现和纠正加工中可能出现的尺寸偏差,导致了较高的返修率。而且,如果发现工件需要返修,就必须将工件再次放回机床,重新进行预调分中操作,才能进行返修加工。这种传统方式的流程操作不仅耗时繁琐,而且极大的增加了加工的不确定性和人工成本,导致生产效率明显的下降。
技术实现思路
1、本公开的一个目的是提供一种至少能够解决上述问题之一的新的技术方案。
2、根据本公开的第一方面,提供了一种工件机内量测方法,应用于客户端,所述方法包括:
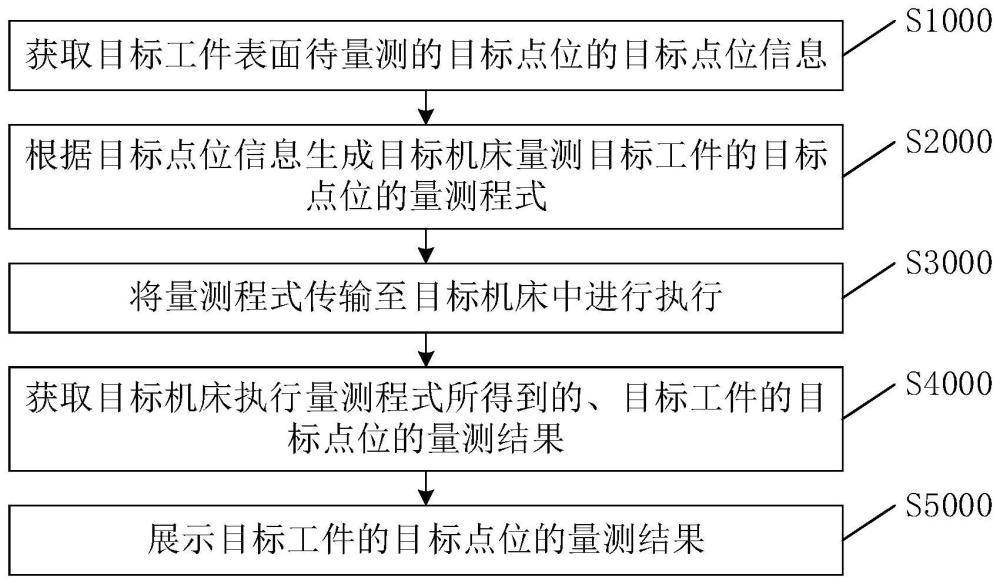
3、获取目标工件表面待量测的目标点位的目标点位信息;
4、根据所述目标点位信息生成目标机床量测所述目标工件的所述目标点位的量测程式;
5、将所述量测程式传输至所述目标机床中进行执行;
6、获取所述目标机床执行所述量测程式所得到的、所述目标工件的所述目标点位的量测结果;
7、展示所述量测结果。
8、可选的,所述将所述量测程式传输至所述目标机床中进行执行,包括:
9、将所述量测程式上传至预设ftp地址中;
10、向服务器发送第一指令,所述第一指令用于指示所述服务器从所述预设ftp地址中读取所述量测程式、并将所述量测程式传输至所述目标机床中。
11、可选的,所述获取所述目标机床执行所述量测程式所得到的、所述目标工件的所述目标点位的量测结果,包括:
12、向服务器发送第二指令,所述第二指令用于指示所述服务器从所述目标机床中读取所述量测结果、并向所述客户端返回所述量测结果;
13、接收所述服务器所发送的所述量测结果。
14、可选的,所述获取目标工件表面待量测的目标点位的目标点位信息,包括:
15、展示所述目标工件的结构图;
16、响应于点击所述结构图中目标点位的操作,获取所述目标点位的目标点位信息。
17、可选的,所述量测结果为所述目标机床执行所述量测程式过程中所检测到的、所述目标点位的实际点位信息与对应的目标点位信息之间的误差。
18、可选的,所述方法还包括:
19、获取所述目标机床的机床信息、待设置在所述目标机床中的目标测头的测头信息;
20、根据所述机床信息和所述测头信息生成所述量测程式。
21、可选的,所述展示所述量测结果,包括:
22、在所述目标工件的结构图中的目标点位上,展示所述量测结果;或者,
23、根据所述目标点位的目标点位信息和量测结果,生成量测列表并进行展示。
24、根据本公开的第二方面,提供了一种客户端,包括处理器和存储器,所述存储器用于存储计算机程序,所述处理器在所述计算机程序的控制下,执行根据本公开第一方面所述的方法。
25、根据本公开的第三方面,提供了一种工件机内量测系统,包括目标机床和根据本公开第二方面所述的客户端,
26、所述目标机床用于:响应于执行所述量测程式的操作,执行所述量测程式,得到所述目标工件的所述目标点位的量测结果。
27、可选的,所述系统还包括服务器;
28、所述客户端用于:将所述量测程式上传至预设ftp地址中,并向所述服务器发送第一指令;
29、所述服务器用于:响应于所述第一指令,从所述预设ftp地址中读取所述量测程式、并将所述量测程式传输至所述目标机床中。
30、可选的,所述服务器用于:
31、检测所述目标机床的工作状态;
32、在所述工作状态为停止状态的情况下,将所述量测程式传输至所述目标机床中。
33、可选的,所述系统还包括服务器;
34、所述客户端用于:响应于读取所述量测结果的操作,向所述服务器发送第二指令;
35、所述服务器用于:响应于所述第二指令,从所述目标机床中读取所述量测结果、并向所述客户端返回所述量测结果。
36、可选的,所述目标机床还用于:
37、响应于执行所述量测程式的操作,执行所述量测程式,检测所述目标点位的实际点位信息,并根据所述目标点位的实际点位信息,得到所述目标点位的量测结果。
38、通过本公开的实施例,客户端根据目标工件表面的目标点位信息生成对应的量测程式,并将量测程式传输至目标机床中进行执行,再获取目标机床执行该量测程式所得到的、目标工件的目标点位的量测结果并进行展示,可以在目标工件的加工过程中即时获取目标工件的尺寸数据,使工作人员能够随时了解目标工件重要位置的尺寸状况,以在加工过程中对目标工件的尺寸进行实时监测和调整。此外,通过实时监测目标工件的尺寸,工作人员可以在目标工件的加工过程中及时发现尺寸异常和偏差,并立即进行调整和修正,可以有效地降低由于尺寸偏差引起的工件返修率,减少资源和时间的浪费,提高工件的生产效率。此外,通过减少工件的返修率和生产中的资源浪费,有助于降低工件的生产成本和资源消耗,还可以避免因尺寸偏差带来的不良品产生,进一步节约成本和资源。
39、通过以下参照附图对本公开的示例性实施例的详细描述,本公开的其它特征及其优点将会变得清楚。
技术特征:
1.一种工件机内量测方法,其特征在于,应用于客户端,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述将所述量测程式传输至所述目标机床中进行执行,包括:
3.根据权利要求1所述的方法,其特征在于,所述获取所述目标机床执行所述量测程式所得到的、所述目标工件的所述目标点位的量测结果,包括:
4.根据权利要求1所述的方法,其特征在于,所述获取目标工件表面待量测的目标点位的目标点位信息,包括:
5.根据权利要求1所述的方法,其特征在于,所述量测结果为所述目标机床执行所述量测程式过程中所检测到的、所述目标点位的实际点位信息与对应的目标点位信息之间的误差。
6.根据权利要求1所述的方法,其特征在于,所述方法还包括:
7.根据权利要求1所述的方法,其特征在于,所述展示所述量测结果,包括:
8.一种客户端,其特征在于,包括处理器和存储器,所述存储器用于存储计算机程序,所述处理器在所述计算机程序的控制下,执行根据权利要求1至7任一项所述的方法。
9.一种工件机内量测系统,其特征在于,包括目标机床和根据权利要求8所述的客户端,
10.根据权利要求9所述的系统,其特征在于,所述系统还包括服务器;
11.根据权利要求10所述的系统,其特征在于,所述服务器用于:
12.根据权利要求9所述的系统,其特征在于,所述系统还包括服务器;
13.根据权利要求9所述的系统,其特征在于,所述目标机床还用于:
技术总结
本公开提供了一种工件机内量测方法、客户端及工件机内量测系统,该方法包括:获取目标工件表面待量测的目标点位的目标点位信息;根据所述目标点位信息生成目标机床量测所述目标工件的所述目标点位的量测程式;将所述量测程式传输至所述目标机床中进行执行;获取所述目标机床执行所述量测程式所得到的、所述目标工件的所述目标点位的量测结果;展示所述量测结果。
技术研发人员:谭港,胡文基,刘贺,唐致强,荆阳
受保护的技术使用者:歌尔股份有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!