一种轴承用绝缘涂层的制备方法与流程
[0001]
本发明涉及功能涂层表面处理领域,尤其涉及一种轴承用绝缘涂层的制备方法。
背景技术:
[0002]
轴承应用于电动机、发电机及其他有轴电流通过的电器与设备时,感应电流会对轴承产生电蚀作用,具体破坏机理为电流流过轴承时的放电作用对轴承润滑脂、滚动体、滚道造成损害,形成局部小凹坑等缺陷。这些缺陷加剧了轴承的磨损,降低了设备运营维护周期,从而极大增加了成本与浪费。
[0003]
热喷涂技术作为特种工艺已广泛应用于多个高端制造行业以提升零部件的耐磨、防腐的使用寿命和赋予润滑、隔热、绝缘、抗氧化等特殊性能。其主要过程是利用高能束等离子焰流、高速气焰流将涂层材料加热熔化并雾化成极细的颗粒同时以很高的速度喷射到工件表面形成涂层并且不影响基材的性能。
[0004]
国内在绝缘涂层制备方面申请了一些专利,比如中国专利cn 108715989 a“一种等离子喷涂绝缘涂层的制备方法”中采用等离子喷涂工艺先制备镍基过渡层,然后再喷涂氧化铝制备了绝缘涂层,绝缘性能可达到8gω,抗击穿电压达到5000v,但绝缘性能随环境变化的稳定性还需验证。中国专利cn 108300959 a“一种喷涂于金属表面的制备方法”中采用了超音速等离子喷涂先制备镍基过渡层,然后再喷涂氧化铝制备的绝缘涂层,该发明仅阐明了可制备孔隙率小于1%的绝缘涂层,孔隙率的降低会限制绝缘涂层的可制备厚度并降低了与绝缘涂层与基材的结合力,该发明也并未提及涂层可达到的具体绝缘性能。中国专利cn102021556a“一种牵引电机轴承用绝缘涂层及其制备方法”中采用了常压等离子喷涂技术制备了单层绝缘涂层的厚度仅为0.25-0.40mm,绝缘涂层的绝缘电阻仅为400-1000mω,绝缘涂层的击穿电压仅为1500-2800v,并不能满足当前绝缘轴承的严苛使用工况的要求。
技术实现要素:
[0005]
本发明的目的是提供一种轴承用绝缘涂层的制备方法。
[0006]
本发明的创新点在于本发明中在喷涂绝缘层之前在基材表面进行粗化和活化处理,活化后去掉表面的氧化层,粗化后使得绝缘涂层与基材以机械结合方式结合,绝缘层和基材的结合力更高。在绝缘层喷涂完成后,再用封孔剂进行封孔处理,封孔剂涂通过涂层中扁平层状组织之间的细微缝隙或孔隙渗透到涂层中并保留填充在孔隙和缝隙中,涂层中封孔剂的存在将极大的隔绝空气、湿润水蒸气或其他易导电的杂质异物进入涂层中,从而最大程度避免了涂层电绝缘效果的降低。本发明中的绝缘粉末在高纯氧化铝中加入一定量的高纯氧化钛,在一定程度上略微牺牲了涂层的电绝缘性能但是却增加了涂层的韧性和耐冲击性能,涂层的厚度可增加至0.70mm。
[0007]
为实现上述发明目的,本发明的技术方案是:一种轴承用绝缘涂层的制备方法,包括以下步骤:
(1)清洗基材:将基材用清洗剂清洗干净并烘干;(2)基材表面预处理:对清洗后的基材表面进行粗化和活化处理,得到预处理基材;(3)绝缘层喷涂:在2小时内采用大气等离子喷涂法将绝缘粉末喷涂至预处理基材外表面,喷涂完成后得到喷涂基材;(4)绝缘层的封孔处理:在1小时内对喷涂基材的外表面涂刷封孔剂,涂刷完成后放置至干燥,得到成品。
[0008]
进一步地,所述绝缘粉末为纯度≥99.5%的高纯氧化铝。
[0009]
进一步地,所述绝缘粉末中还含有纯度≥99.5%的高纯氧化钛,所述纯度≥99.5%的高纯氧化钛的质量分数为绝缘粉末质量的1~5%。高纯氧化钛的加入在一定程度上略微牺牲了涂层的电绝缘性能但是却增加了涂层的韧性和耐冲击性能,涂层的厚度可增加至0.70mm。
[0010]
进一步地,所述高纯氧化铝的粒径为15~95μm,所述高纯氧化钛的粒径为15~100μm。该范围的粒径既能保证绝缘涂层的粉末材料在等离子束焰流中有效熔化涂敷在基材上,也能保证粉体通过载气送入到喷枪过程中实现稳定流畅不堵塞枪管。
[0011]
进一步地,所述清洗剂为酒精或丙酮,烘干时的温度为60~100℃。
[0012]
进一步地,基材表面预处理时采用喷砂的方式对清洗后的基材表面进行粗化和活化处理;喷砂时吹砂压力为0.2~0.6mpa,吹砂距离为40~150nm,砂粒采用白刚玉。活化后去掉表面的氧化层,粗化后使得绝缘涂层与基材以机械结合方式结合,绝缘层和基材的结合力更高。采用白刚玉可以有效减少界面粘砂的界面污染,通过控制吹砂距离和压力范围能更有利于对吹砂表面所需要达到的粗糙度的控制,最终提供更优化的表面状态。
[0013]
进一步地,采用大气等离子喷涂法喷涂时边喷涂边冷却使得预处理基材表面温度≤120℃,冷却时的冷却气体为压缩空气,冷却压力为0.3~0.7 mpa,冷却距离为10~300mm。该冷却压力和冷却温度可以有效保证轴承在喷涂过程中的温度控制。
[0014]
进一步地,采用大气等离子喷涂法喷涂时氩气为主气,载气为氩气,氢气为辅助气,喷涂时控制参数为:喷枪电流350~650a,喷枪电压55~80v,辅助气流量1~15l/min,绝缘粉末送粉量20~120g/min,载气流量2.0~12.0l/min,主气流量30~80l/min,主气压力0.6~1.0mpa,辅助气压力0.8~1.5mpa,喷涂距离75~150mm,喷涂角度70~90
°
。主气采用氩气是由于电离后的氩气能产生更稳定等离子弧。辅助气采用氢气是因为氢气的热焓值更高,更利于为喷涂提供能量。
[0015]
在上述参数下涂层组织均匀,金相显微镜下观察涂层无明显微裂纹,最终提高了涂层的电绝缘性能和服役寿命。
[0016]
进一步地,所述封孔剂包括以下质量组份的原料:环氧树脂类20~50份,固化剂1~10份,稀释剂30~80份。
[0017]
进一步地,所述环氧树脂类为酚醛多环氧树脂,固化剂为钛酸丁酯,稀释剂为丙酮和二甲苯,所述稀释剂中丙酮和二甲苯的质量比为1:1。环氧树脂具有优良的物理机械和电绝缘性能、与各种材料的粘合性能和稳定性好。钛酸丁酯常作为一种改性粘合剂具有将封孔剂中的其他成分胶黏凝结、快速固化的作用。丙酮和二甲苯为有机溶剂,在此作为稀释剂和分散剂,可有效将各成分均匀分散在封孔剂溶液中。
[0018]
本发明的有益效果是:
1、本发明中在喷涂绝缘层之前在基材表面进行粗化和活化处理,活化后去掉表面的氧化层,粗化后使得绝缘涂层与基材以机械结合方式结合,绝缘层和基材的结合力更高。
[0019]
2、本发明中在绝缘层喷涂完成后,再用封孔剂进行封孔处理,封孔剂涂通过涂层中扁平层状组织之间的细微缝隙或孔隙渗透到涂层中并保留填充在孔隙和缝隙中,涂层中封孔剂的存在将极大的隔绝空气、湿润水蒸气或其他易导电的杂质异物进入涂层中,从而最大程度避免了涂层电绝缘效果的降低。
[0020]
3、本发明中的绝缘粉末在高纯氧化铝中加入一定量的高纯氧化钛,在一定程度上略微牺牲了涂层的电绝缘性能但是却增加了涂层的韧性和耐冲击性能,涂层的厚度可增加至0.70mm。
[0021]
4、本发明使用酚醛多环氧树脂、钛酸丁酯、丙酮和二甲苯作为封孔剂的原料,环氧树脂具有优良的物理机械和电绝缘性能、与各种材料的粘合性能和稳定性好。钛酸丁酯常作为一种改性粘合剂具有将封孔剂中的其他成分胶黏凝结、快速固化的作用。丙酮和二甲苯为有机溶剂,在此作为稀释剂和分散剂,可有效将各成分均匀分散在封孔剂溶液中。
附图说明
[0022]
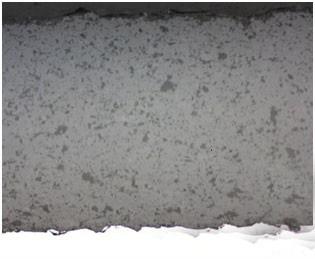
图1为绝缘涂层金相组织结构。
[0023]
图2为绝缘涂层耐温测试性能图标。
具体实施方式
[0024]
下面将结合附图对本发明实施例中的技术方案进行清楚、完整地描述。
[0025]
实施例1:一种轴承用绝缘涂层的制备方法,将基材用清洗剂清洗干净并烘干,清洗剂为酒精,烘干时的温度为60℃;对清洗后的基材表面进行粗化和活化处理,得到预处理基材,基材表面预处理时采用喷砂的方式对清洗后的基材表面进行粗化和活化处理;喷砂时吹砂压力为0.2mpa,吹砂距离为40nm,砂粒采用白刚玉;在2小时内采用大气等离子喷涂法将绝缘粉末喷涂至预处理基材外表面,采用大气等离子喷涂法喷涂时氩气为主气,载气为氩气,氢气为辅助气,喷涂时控制参数为:喷枪电流350a,喷枪电压55v,辅助气流量1l/min,绝缘粉末送粉量20g/min,载气流量2.0l/min,主气流量30l/min,主气压力0.6mpa,辅助气压力0.8mpa,喷涂距离75mm,喷涂角度70
°
,绝缘粉末为纯度≥99.5%的高纯氧化铝,绝缘粉末中还含有纯度≥99.5%的高纯氧化钛,纯度≥99.5%的高纯氧化钛的质量分数为绝缘粉末质量的1%,高纯氧化铝的粒径为15~95μm,高纯氧化钛的粒径为15~100μm,采用大气等离子喷涂法喷涂时边喷涂边冷却使得预处理基材表面温度≤120℃,冷却时的冷却气体为压缩空气,冷却压力为0.3 mpa,冷却距离为10mm,喷涂完成后得到喷涂基材;绝缘层的封孔处理:在1小时内对喷涂基材的外表面涂刷封孔剂,封孔剂包括以下质量组份的原料:环氧树脂类20份,固化剂1份,稀释剂30份,环氧树脂类为酚醛多环氧树脂,固化剂为钛酸丁酯,稀释剂为丙酮和二甲苯,稀释剂中丙酮和二甲苯的质量比为1:1,涂刷完成后放置至干燥,得到成品。
[0026]
实施例2:一种轴承用绝缘涂层的制备方法,将基材用清洗剂清洗干净并烘干,清洗剂为丙酮,烘干时的温度为80℃;对清洗后的基材表面进行粗化和活化处理,得到预处理基材,基材表面预处理时采用喷砂的方式对清洗后的基材表面进行粗化和活化处理;喷砂
时吹砂压力为0.4mpa,吹砂距离为100nm,砂粒采用白刚玉;在2小时内采用大气等离子喷涂法将绝缘粉末喷涂至预处理基材外表面,采用大气等离子喷涂法喷涂时氩气为主气,载气为氩气,氢气为辅助气,喷涂时控制参数为:喷枪电流500a,喷枪电压70v,辅助气流量8l/min,绝缘粉末送粉量80g/min,载气流量7l/min,主气流量50l/min,主气压力0.8mpa,辅助气压力1.2mpa,喷涂距离110mm,喷涂角度80
°
,绝缘粉末为纯度≥99.5%的高纯氧化铝,绝缘粉末中还含有纯度≥99.5%的高纯氧化钛,纯度≥99.5%的高纯氧化钛的质量分数为绝缘粉末质量的3%,高纯氧化铝的粒径为15~95μm,高纯氧化钛的粒径为15~100μm,采用大气等离子喷涂法喷涂时边喷涂边冷却使得预处理基材表面温度≤120℃,冷却时的冷却气体为压缩空气,冷却压力为0.5mpa,冷却距离为100mm,喷涂完成后得到喷涂基材;绝缘层的封孔处理:在1小时内对喷涂基材的外表面涂刷封孔剂,封孔剂包括以下质量组份的原料:环氧树脂类35份,固化剂5份,稀释剂50份,环氧树脂类为酚醛多环氧树脂,固化剂为钛酸丁酯,稀释剂为丙酮和二甲苯,稀释剂中丙酮和二甲苯的质量比为1:1,涂刷完成后放置至干燥,得到成品。
[0027]
实施例3:一种轴承用绝缘涂层的制备方法,将基材用清洗剂清洗干净并烘干,清洗剂为酒精,烘干时的温度为100℃;对清洗后的基材表面进行粗化和活化处理,得到预处理基材,基材表面预处理时采用喷砂的方式对清洗后的基材表面进行粗化和活化处理;喷砂时吹砂压力为0.6mpa,吹砂距离为150nm,砂粒采用白刚玉;在2小时内采用大气等离子喷涂法将绝缘粉末喷涂至预处理基材外表面,采用大气等离子喷涂法喷涂时氩气为主气,载气为氩气,氢气为辅助气,喷涂时控制参数为:喷枪电流650a,喷枪电压80v,辅助气流量15l/min,绝缘粉末送粉量120g/min,载气流量12.0l/min,主气流量80l/min,主气压力1.0mpa,辅助气压力1.5mpa,喷涂距离150mm,喷涂角度90
°
,绝缘粉末为纯度≥99.5%的高纯氧化铝,绝缘粉末中还含有纯度≥99.5%的高纯氧化钛,纯度≥99.5%的高纯氧化钛的质量分数为绝缘粉末质量的5%,高纯氧化铝的粒径为15~95μm,高纯氧化钛的粒径为15~100μm,采用大气等离子喷涂法喷涂时边喷涂边冷却使得预处理基材表面温度≤120℃,冷却时的冷却气体为压缩空气,冷却压力为0.7 mpa,冷却距离为300mm,喷涂完成后得到喷涂基材;绝缘层的封孔处理:在1小时内对喷涂基材的外表面涂刷封孔剂,封孔剂包括以下质量组份的原料:环氧树脂类50份,固化剂10份,稀释剂80份,环氧树脂类为酚醛多环氧树脂,固化剂为钛酸丁酯,稀释剂为丙酮和二甲苯,稀释剂中丙酮和二甲苯的质量比为1:1,涂刷完成后放置至干燥,得到成品。
[0028]
实施例1做出的产品测试结果:在10-40%、40-70%、70-95%的空气湿度下5000v的电绝缘性能测试分别为150-200gω,110-140gω,60-80g。
[0029]
5000v交流电压下工频电压特性检测电流值<20ma。
[0030]
交流击穿测试仪对绝缘涂层测试的击穿电压>7000v。
[0031]
耐温测试表明涂层在100-150℃下,涂层的绝缘性稳定保持在65 gω以上。
[0032]
涂层经20次热老化循环共计94个小时的试验结束后1000v电压测试时,电阻≥60gω,轴承绝缘层无龟裂、破损。
[0033]
涂层经10个循环湿热试验后1000v电压测试时,电阻≥60gω,轴承绝缘层无龟裂、破损,涂层经跌落试验后,1000v电压测试时,电阻≥60gω,轴承绝缘层无肉眼可见的龟裂、
破损。
[0034]
这些验证表明本发明的绝缘涂层具有极高的耐候性,因为不同使用环境的改变绝缘性能并不会产生大幅的下降。
[0035]
所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1