一种耐高温隔热组件及其制备方法与流程
[0001]
本发明属于隔热组件技术领域,具体涉及一种耐高温隔热组件及其制备方法。
背景技术:
[0002]
现有的聚能灶大多采用了红外线热辐射技术,众所周知,采用红外线热辐射技术后的热效率大大高于传统燃气灶,达到了环保节能的效果;但是目前使用了红外线热辐射技术的聚能灶所使用的燃气有天然气和液化石油气两种,而由于液化石油气的燃烧热值高于天然气很多(气态下同体积比较),使得聚能灶底部温度更高,在使用过程中更容易发生“回火”现象,从而造成降低烹饪热效率和影响烹饪进度的问题。
技术实现要素:
[0003]
有鉴于此,本发明的主要目的在于提供一种耐高温隔热组件,解决了现有技术中聚能灶的底部温度高以及在使用过程中容易发生“回火”现象,从而降低烹饪热效率和影响烹饪进度的问题。
[0004]
本发明的目的还在于提供一种耐高温隔热组件的制备方法。
[0005]
为达到上述目的,本发明的技术方案是这样实现的:一种耐高温隔热组件,用于灶具,包括隔热本体和耐高温隔热复合层,所述耐高温隔热复合层至少涂覆在所述隔热本体上的至少一部分或一侧上,所述耐高温隔热复合层包括陶瓷涂层和环境屏障涂层。
[0006]
优选地,所述陶瓷涂层由氧化铝、氧化锆、碳化铬、碳化钨、碳化钛、氮化钛中的至少一种材料制成。
[0007]
优选地,所述环境屏障涂层由硅酸镱(yb2sio5)、焦硅酸镱(ybsi2o7)中的至少一种材料制成。
[0008]
优选地,所述环境屏障涂层的热膨胀系数为4.2
×
10-6-4.3
×
10-6
k-1
。
[0009]
优选地,所述陶瓷涂层的厚度为50-100μm;所述环境屏障涂层的厚度为100-200μm。
[0010]
本发明的第二个技术方案是这样实现的:上述耐高温隔热组件的制备方法,该方法通过以下步骤实现:
[0011]
s1、对隔热本体的表面进行喷砂处理,获得喷砂后的隔热本体;
[0012]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的隔热本体的表面形成由陶瓷涂层和环境屏障涂层形成的耐高温隔热复合层,获得耐高温隔热组件。
[0013]
优选地,所述s1中,所述喷砂后的隔热本体的表面粗糙度为3-6μm。
[0014]
优选地,所述s2中,形成所述陶瓷涂层的等离子喷涂工艺参数为:喷涂材料的平均粒径为25-85μm,喷涂电流为400-650a,喷涂电压为50-75v,喷涂距离为80-140mm,供粉速度为20-50g/min,走枪速率为600-850mm/min,工作气体流量为40-70l/min,辅助气体氢气流量为3-6l/min。
[0015]
优选地,所述喷涂材料的平均粒径为30-75μm。
[0016]
优选地,所述s2中,形成所述环境屏障涂层的等离子喷涂工艺参数为:喷涂材料的平均粒径为1-10μm,喷涂电流为400-650a,喷涂电压为50-75v,喷涂距离为80-140mm,供粉速度为20-50g/min,走枪速率为600-850mm/min,工作气体流量为40-70l/min,辅助气体氢气流量为3-6l/min。
[0017]
优选地,该方法还包括:采用无机封孔剂对s2中形成的所述耐高温隔热复合层进行封孔处理。
[0018]
优选地,该方法还包括:对s2中形成的所述耐高温隔热复合层的表面进行抛光处理。
[0019]
优选地,所述抛光处理后的耐高温隔热复合层的表面粗糙度达到0.1-1μm。
[0020]
与现有技术相比,本发明通过在隔热本体的表面涂覆由陶瓷涂层和环境屏障涂层构成的复合涂层,大幅度的提高了隔热本体的隔热效果,具体使得灶具底部的温度降低至少170~200℃,有效的避免了在使用过程中容易发生“回火”的现象,从而降低烹饪热效率和烹饪进度的问题,同时还防止了隔热组件在高温下被氧化腐蚀失效,从而有效的提升了隔热组件的可靠性;此外,该隔热组件结构简单,成本低,产品竞争力强、实用性好,值得大力推广使用。
附图说明
[0021]
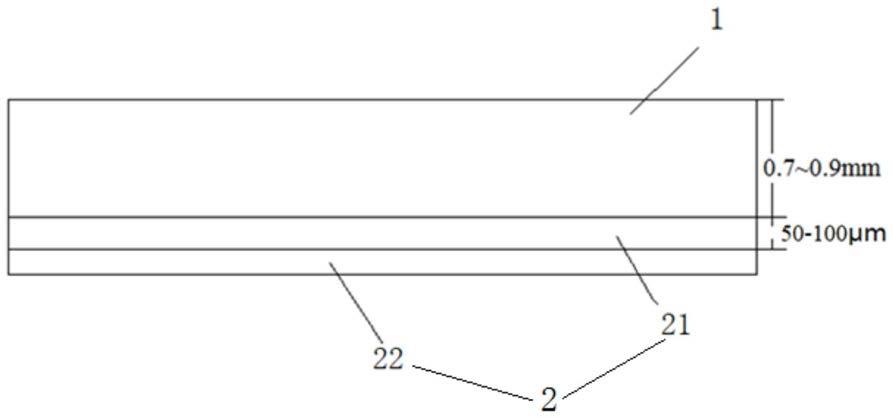
图1为本发明实施例1-10提供的一种隔热环的层状结构示意图;
[0022]
图2为本发明实施例1-10提供的一种隔热环的制备流程图。
[0023]
图中,1.隔热环本体,2.耐高温隔热复合层,21.陶瓷涂层,22.环境屏障涂层。
具体实施方式
[0024]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0025]
本发明实施例提供的一种耐高温隔热组件,用于灶具,如图1所示,包括隔热本体1和耐高温隔热复合层2,耐高温隔热复合层2至少涂覆在隔热本体1上的至少一部分或一侧上,耐高温隔热复合层2包括陶瓷涂层21和环境屏障涂层22。
[0026]
其中,陶瓷涂层21的厚度为50-100μm;环境屏障涂层22的厚度为100-200μm;陶瓷涂层21由氧化铝、氧化锆、碳化铬、碳化钨、碳化钛、氮化钛中的至少一种材料制成;环境屏障涂层22由硅酸镱yb2sio5、焦硅酸镱ybsi2o7中的至少一种材料制成;并且,环境屏障涂层22的热膨胀系数为4.2
×
10-6-4.3
×
10-6
k-1
。
[0027]
本发明还提供了上述耐高温隔热组件的制备方法,如图2所示,该方法通过以下步骤实现:
[0028]
s1、对隔热本体1的表面进行喷砂处理至粗糙度为3-6μm,获得喷砂后的隔热本体;
[0029]
s2、采用等离子喷涂工艺在s1中获得的喷砂后的隔热本体的表面形成由陶瓷涂层21和环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温隔热组件;其中,形成陶瓷涂层21的等离子喷涂工艺参数为:喷涂材料的平均粒径为25-85μm,优选为30-75μm;喷涂电流为400-650a,喷涂电压为50-75v,喷涂距离为80-140mm,供粉速度为20-50g/min,走枪速率
为600-850mm/min,工作气体流量为40-70l/min,辅助气体氢气流量为3-6l/min;形成环境屏障涂层22的等离子喷涂工艺参数为:喷涂材料的平均粒径为1-10μm,喷涂电流为400-650a,喷涂电压为50-75v,喷涂距离为80-140mm,供粉速度为20-50g/min,走枪速率为600-850mm/min,工作气体流量为40-70l/min,辅助气体氢气流量为3-6l/min。
[0030]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0031]
采用上述方案后,通过在隔热本体1的表面涂覆由陶瓷涂层21和环境屏障涂层22构成的复合涂层2,大幅度的提高了隔热本体1的隔热效果,具体使得灶具底部的温度降低至少170~200℃,有效的避免了在使用过程中容易发生“回火”的现象,从而降低烹饪热效率和烹饪进度的问题,同时还防止了隔热组件在高温下被氧化腐蚀失效,从而有效的提升了隔热组件的可靠性。
[0032]
下面为具体的实施例,且需要注意的是,本发明实施例中所述的耐高温隔热组件可以为隔热环、分气盘等;而以下具体实施例中正是以隔热环本体、分气盘本体为例来表征涂覆两种涂层后的隔热组件的隔热效果。
[0033]
此外,实施例1-3以及实施例9-10中选用的分气盘本体的厚度(厚度为0.7~0.9mm,优选为0.8mm)和材料相同,实施例4-8所选用的隔热环本体的厚度和材料相同。
[0034]
实施例1
[0035]
本发明实施例1提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体1的一侧上,此外,耐高温隔热复合层2包括厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为50μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为5μm的硅酸镱(yb2sio5)制成。
[0036]
上述耐高温分气盘具体通过以下步骤制得:
[0037]
s1、对分气盘本体的表面进行喷砂处理至粗糙度为4.5μm,获得喷砂后的分气盘本体;
[0038]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为50μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为5μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min。
[0039]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0040]
实施例2
[0041]
本发明实施例2提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体上的一侧上,此外,耐高温隔热复合层2包括厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由
平均粒径为30μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为1μm的硅酸镱(yb2sio5)制成。
[0042]
上述耐高温分气盘具体通过以下步骤制得:
[0043]
s1、对分气盘本体的表面进行喷砂处理至粗糙度为3μm,获得喷砂后的隔热本体;
[0044]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为30μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为1μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min。
[0045]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0046]
实施例3
[0047]
本发明实施例3提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体上的一侧上,此外,耐高温隔热复合层2包括厚度为100μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为75μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为10μm的硅酸镱(yb2sio5)制成。
[0048]
上述耐高温分气盘具体通过以下步骤制得:
[0049]
s1、对分气盘本体的表面进行喷砂处理至粗糙度为6μm,获得喷砂后的分气盘本体;
[0050]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由厚度为100μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为75μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为10μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min。
[0051]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0052]
实施例4
[0053]
本发明实施例4提供的一种耐高温隔热环,包括隔热环本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在隔热环本体上的一侧上,此外,耐高温隔热复合层2包括厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为50μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为5μm的硅酸镱(yb2sio5)制成。
[0054]
上述耐高温隔热环具体通过以下步骤制得:
[0055]
s1、对隔热环本体的表面进行喷砂处理至粗糙度为4.5μm,获得喷砂后的隔热环本体;
[0056]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的隔热环本体的表面形成由厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温隔热环;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为50μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为5μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min。
[0057]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0058]
实施例5
[0059]
本发明实施例5提供的一种耐高温隔热环,包括隔热环本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在隔热环本体上的一侧上,此外,耐高温隔热复合层2包括厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为30μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为1μm的硅酸镱(yb2sio5)制成。
[0060]
上述耐高温隔热环具体通过以下步骤制得:
[0061]
s1、对隔热环本体的表面进行喷砂处理至粗糙度为3μm,获得喷砂后的隔热环本体;
[0062]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的隔热环本体的表面形成由厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温隔热环;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为30μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为1μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min。
[0063]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0064]
实施例6
[0065]
本发明实施例6提供的一种耐高温隔热环,包括隔热环本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在隔热环本体1上的一侧上,此外,耐高温隔热复合层2包括厚度为100μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为75μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为10μm的硅酸镱(yb2sio5)制成。
[0066]
上述耐高温隔热环具体通过以下步骤制得:
[0067]
s1、对隔热环本体的表面进行喷砂处理至粗糙度为6μm,获得喷砂后的隔热环本体;
[0068]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的隔热环本体的表面形成由厚度为100μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为75μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为10μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min。
[0069]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0070]
实施例7
[0071]
本发明实施例7提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体上的至少一部分或一侧上,此外,耐高温隔热复合层2包括厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为50μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为5μm的硅酸镱(yb2sio5)制成。
[0072]
上述耐高温分气盘具体通过以下步骤制得:
[0073]
s1、对分气盘本体的表面进行喷砂处理至粗糙度为4.5μm,获得喷砂后的分气盘本体;
[0074]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由由厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为50μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为5μm,喷涂电流为400a,喷涂电压为50v,喷涂距离为80mm,供粉速度为20g/min,走枪速率为600mm/min,工作气体流量为40l/min,辅助氢气流量为3l/min。
[0075]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0076]
实施例8
[0077]
本发明实施例8提供的一种耐高温隔热环,包括厚度为0.8mm的隔热环本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在隔热环本体的一侧上,此外,耐高温隔热复合层2包括厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为50μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为5μm的焦硅酸镱(ybsi2o7)制成。
[0078]
上述耐高温隔热环具体通过以下步骤制得:
[0079]
s1、对隔热本体1的表面进行喷砂处理至粗糙度为4.5μm,获得喷砂后的隔热环本
体;
[0080]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的隔热环本体的表面形成由厚度为70μm的陶瓷涂层21和厚度为150μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温隔热环;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为50μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为5μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min。
[0081]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0082]
实施例9
[0083]
本发明实施例9提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体的一侧上,此外,耐高温隔热复合层2包括厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为30μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为1μm的硅酸镱(yb2sio5)制成。
[0084]
上述耐高温分气盘具体通过以下步骤制得:
[0085]
s1、对分气盘本体的表面进行喷砂处理至粗糙度为3μm,获得喷砂后的分气盘本体;
[0086]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为30μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为1μm,喷涂电流为520a,喷涂电压为60v,喷涂距离为110mm,供粉速度为35g/min,走枪速率为750mm/min,工作气体流量为55l/min,辅助氢气流量为4.5l/min。
[0087]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0088]
实施例10
[0089]
本发明实施例10提供的一种耐高温分气盘,包括分气盘本体和耐高温隔热复合层2,其中,耐高温隔热复合层2至少涂覆在分气盘本体的一侧上,此外,耐高温隔热复合层2包括厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22,且耐高温隔热复合层2由平均粒径为30μm的氧化铝和氧化锆,环境屏障涂层22由平均粒径为1μm的焦硅酸镱(ybsi2o7)制成。
[0090]
上述耐高温分气盘具体通过以下步骤制得:
[0091]
s1、对由409、430或304中的至少一种材料制成的厚度为0.7mm的分气盘本体的表面进行喷砂处理至粗糙度为3μm,获得喷砂后的隔热本体;
[0092]
s2、采用等离子喷涂工艺在所述s1中获得的喷砂后的分气盘本体的表面形成由厚度为50μm的陶瓷涂层21和厚度为100μm的环境屏障涂层22形成的耐高温隔热复合层2,获得耐高温分气盘;其中,在涂覆陶瓷涂层21时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为30μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min;在环境屏障涂层22时,等离子喷涂工艺的参数为:喷涂材料的平均粒径为1μm,喷涂电流为650a,喷涂电压为75v,喷涂距离为140mm,供粉速度为50/min,走枪速率为850mm/min,工作气体流量为70l/min,辅助氢气流量为6l/min。
[0093]
此外,该方法还包括:采用无机封孔剂对s2中形成的耐高温隔热复合层2进行封孔处理以及对耐高温隔热复合层2的表面进行抛光处理至粗糙度为0.1-1μm。
[0094]
对比例1
[0095]
本对比例1与实施例1的不同在于,本对比例1中的分气盘本体上仅涂覆陶瓷涂层21,其他与实施例1均相同。
[0096]
对比例2
[0097]
本对比例2与实施例1的不同在于,本对比例2中的分气盘本体1上仅涂覆环境屏障涂层22,其他与实施例1均相同。
[0098]
为了验证本发明获得的仅涂覆有耐高温隔热复合层的隔热组件的热效率具体如何,现对实施例1-3、实施例9-10、对比例1-2获得的耐高温分气盘和实施例4-8获得的耐高温隔热环含有涂层一侧的温度进行检测,检测结果如下表1所示:
[0099]
表1本发明实施例1-10获得的隔热组件的隔热效率检测结果
[0100] 分气盘的温度(℃)隔热环的温度(℃)实施例1250-实施例2280-实施例3300-实施例4-250实施例5-290实施例6-320实施例7-350实施例8-310实施例9350-实施例10310-对比例1(分气盘)450-对比例2(分气盘)500-无涂层分气盘520-无涂层隔热环-550
[0101]
从上表1中的数据可知,本发明实施例1-10获得的涂覆有耐高温隔热复合层的分气盘和隔热环的隔热效果均要优于无涂层的分气盘和无涂层隔热环的隔热效果,且至少将含有涂层的分气盘或含有涂层的隔热环一侧的温度分别降低至少170℃和200℃,值得大力推广使用。
[0102]
此外,从上表1中的实施例1以及对比例1-2中的数据还可以看出,在所用材质一样的分气盘本体的前提下,在分气盘本体的底部分别仅涂覆陶瓷涂层21和仅涂覆环境屏障涂层22,经过检测后发现,当仅涂覆陶瓷涂层21时,获得的隔热组件可将分气盘一侧的温度降低至少70℃,当仅涂覆环境屏障涂层22时,获得的耐高温分气盘的降温效果与无涂层分气盘的降温效果相比,几乎无隔热效果,但是当同时涂覆陶瓷涂层21和涂覆环境屏障涂层22时,获得的耐高温分气盘的降温效果最优,具体为至少能使其一侧的温度降低至少150℃,从而凸显出了优异的隔热效果,这就足以说明由氧化铝、氧化锆、碳化铬、碳化钨、碳化钛、氮化钛中的至少一种材料制成的陶瓷涂层和由硅酸镱、焦硅酸镱中的至少一种材料制成的涂覆环境屏障涂层在本发明获得的耐高温隔热组件中起着关键性的作用,这两种组分互相配合后,利用他们两者之间的协同作用,将降温作用发挥到最优,两者缺一不可,并且是其他物质无法代替的。
[0103]
综上所述,本发明通过在隔热本体的表面涂覆由陶瓷涂层和环境屏障涂层构成的复合涂层,大幅度的提高了隔热本体的隔热效果,具体使得灶具底部的温度降低至少170~200℃,有效的避免了在使用过程中容易发生“回火”的现象,从而降低烹饪热效率和烹饪进度的问题,同时还防止了隔热组件在高温下被氧化腐蚀失效,从而有效的提升了隔热组件的可靠性;此外,该隔热组件结构简单,成本低,产品竞争力强、实用性好,值得大力推广使用。
[0104]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1