刀片连接座制备方法与流程
1.本发明属于冶金烧结压制技术领域,具体来说涉及一种刀片连接座制备方法。
背景技术:
2.应用于割草机上的刀片连接座,其顶部端面设有两个圆柱体、作为刀片定位销。其底座与割草机的输出转轴连接。在割草机的实际工作过程中,刀片连接座始终处于高强度的工作状态中。其中,其顶部的两个作为刀片定位销的圆柱体需要承受较大的横向剪切力,因此需要该圆柱体同时兼具较高的强度和硬度。现有对刀片连接座的加工工艺,其工作过程如下,s1:将原料粉末加入下冲的模腔内;s2:将上冲与下冲进行压制成型,通过在上冲下端面设置对应的圆柱形凹槽、在刀片连接座的顶部表面冲压出圆柱体;s3:脱模并烧结成型。这种加工方式存在的问题是:刀片连接座顶部的两个圆柱体是由下冲模腔中的原料粉末在挤压作用下进入上冲中的圆柱形凹槽而形成的,因此其存在粉量少、密度低、强度低、根部易断裂的问题。因此如何开发出一种新型的刀片连接座制备方法,能够克服上述问题,是本领域技术人员需要研究的方向。
技术实现要素:
3.本发明的目的是提供一种刀片连接座制备方法,能够提升刀片连接座顶部上作为刀片定位销的两个圆柱体的强度、密度和硬度,克服其根部易断裂的问题。
4.其采用的技术方案如下:
5.一种刀片连接座制备方法,其包括如下步骤:s1:对定位销进行预先制备;s2:将物料粉末加入下冲的模腔中;s3:将步骤s1中所得定位销放入下冲的模腔中;s4:将上冲和下冲合模,压制生成带有定位销的刀片连接座毛坯;s5:将冲和下冲脱膜、取出s4所得带定位销的刀片连接座毛胚;s6:将s5所取出的带定位销的刀片连接座毛胚烧结成型。
6.通过采用这种技术方案:因为定位销为圆柱形结构,因此在预先制备过程中能够制备出高强度的定位销。随后将该定位销在合模过程中安装于刀片连接座毛坯的顶部表面。克服了现有技术中一体成型的定位销强度、密度和硬度不足的问题。
7.优选的是,上述刀片连接座制备方法中,所述步骤s6包括如下步骤:s61:对s5所得带定位销的刀片连接座毛胚的定位销根部上套设渗铜圈;s62:将s61所得定位销根部上套设渗铜圈的刀片连接座毛胚进行烧结成型。
8.通过采用这种技术方案:在烧结过程中利用渗铜后定位销自身向外侧的膨胀效应,以及渗铜剂在定位销和刀片连接座结合部的焊接作用,将定位销和底座更好的固定为一体。由此增强了定位销根部的强度,克服了定位销的根部易断裂的问题。
9.更优选的是,上述刀片连接座制备方法中:采用冲压烧结的方式预先制备定位销。
10.更优选的是,上述刀片连接座制备方法中:采用预合金粉distalloyab粉制备而成。
11.与现有技术相比,本发明能够提升刀片连接座的顶部上作为刀片定位销的两个圆
柱体的强度、密度和硬度,克服其根部易断裂的问题。
附图说明
12.上面结合附图与具体实施方式对本发明作进一步详细的说明:
13.图1为本发明的工作流程示意图;
具体实施方式
14.为了更清楚地说明本发明的技术方案,上面将结合各个实施例作进一步描述。
15.如图1所示为本发明的实施例1:
16.一种刀片连接座制备方法,其包括如下步骤:s1:对定位销进行预先制备;s2:将物料粉末加入下冲的模腔中;s3:将步骤s1中所得定位销放入下冲的模腔中;s4:将上冲和下冲合模,压制生成带有定位销的刀片连接座毛坯;s5:将冲和下冲脱膜、取出s4所得带定位销的刀片连接座毛胚;s6:对s5所得带定位销的刀片连接座毛胚的定位销根部上套设渗铜圈;s7:将s6所得定位销根部上套设渗铜圈的刀片连接座毛胚进行烧结成型。
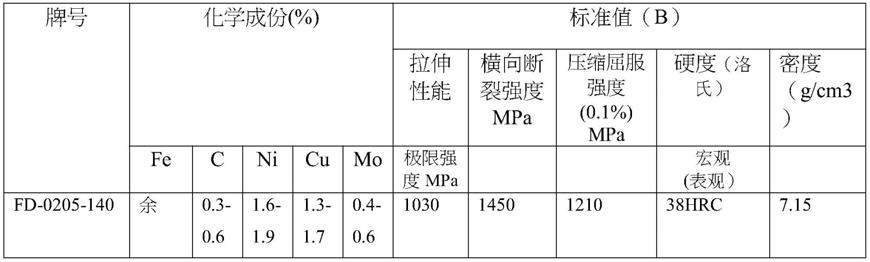
17.上述加工过程中:,步骤s1所预制的高强度定位销可采用预合金粉distalloyab粉制备而成。其性能如下表所示:
[0018][0019]
通过步骤s2~s4,将预制好的定位销放入模腔中与用于压制刀片连接座的物料粉末一起压制,使得预制好的定位销与刀片连接座毛坯紧密的连接为一体。
[0020]
通过步骤s6~s7,在对刀片连接座毛坯的烧结过程中,在烧结过程中利用渗铜后定位销自身向外侧的膨胀效应,以及渗铜剂在定位销和刀片连接座结合部的焊接作用,将定位销和底座更好的固定为一体。由此增强了定位销根部的强度。
[0021]
本加工工艺解决了刀片底座采用粉末冶金法生产所产生的定位销强度低的问题,使得采用粉末冶金生产该刀片底座方案得到了实现。
[0022]
以上所述,仅为本发明的具体实施例,但本发明的保护范围并不局限于此,任何熟悉本领域技术的技术人员在本发明公开的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。本发明的保护范围以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1