一种耐高温的泡沫浇口杯及其加工工艺的制作方法
[0001]
本发明涉及消失模铸造领域,更具体地说是一种耐高温的泡沫浇口杯及其加工工艺。
背景技术:
[0002]
铸造工艺离不开浇口杯,传统的浇口杯制作工艺是:在较薄的铁膜内采用潮模砂手工造型制作。然而,采用该种工艺制作的浇口杯易呈现下部厚上部薄的不均匀状况,且表面质量差、型砂热强度低,使用在浇注过程中易造成铸件砂眼缺陷,因而制造出的铸件质量稳定性差,废品率高。并且对于潮模砂手工造型制作工艺来说:一方面,该种工艺的生产效率低、用砂量大,操作的人为因素影响较大;另一方面,在浇注前对浇口杯要用压铁压住,否则会在浇注时浇口杯受铁水浮力抬起而造成跑火,这样不利于大批量机械化生产;再一方面,由于潮模砂中有一定量的膨润士和煤粉,故而造成操作人员的工作环境也较差。
[0003]
目前,市场上有很多正锥形的陶瓷浇口杯,正锥形的陶瓷浇口杯在1000多度高温铁水浇注时有80%的概率开裂,并且开裂后砂就很容易顺着裂缝进入产品而造成报废;而且正锥形的陶瓷浇口杯在铁水浇注时还容易产生铁水溅射,造成人身伤害。
[0004]
并且,现在陶瓷浇口杯不仅容易开裂而且还仅能使用一次,陶瓷浇口杯的造价4~8元一个,在陶瓷浇口杯容易开裂,废品率高的前提下,导致陶瓷浇口杯的价格较为昂贵,产生生产成本较高的问题。而陶瓷浇口杯又产生大量的废料,在清理中大量劳动力浪费,因环保的因素,废料很难处理。
[0005]
经检索,关于解决上述陶瓷浇口成本造价高以及产生的废料多的不足,目前已有相关专利公开。例如,中国专利申请,申请号为:cn201811374772.6,申请日为:2018年11月19日的发明专利,公开了一种环保型轻质保温消失模浇口杯及其制备方法,包括杯身,杯身下设有底座,其中杯身上设有杯口,杯身上设有内壁、外壁,其中杯口直径为180mm,内壁与外壁的间距为6mm,杯身的高度为120mm,底座为直径50mm圆柱体,高度为50mm。该方案的不足之处在于:该浇口杯为正锥形,在铁水浇注时容易造成铁水溅射。
技术实现要素:
[0006]
1.发明要解决的技术问题
[0007]
针对陶瓷浇口杯在高温铁水浇注时容易开裂以及容易造成铁水溅射等问题,本发明设计了一种耐高温的泡沫浇口杯及其加工工艺,通过对浇口杯的形状进行改进,从而在铁水浇注时,可以防止铁水在浇口杯主体内打旋溅射,并且通过在浇口杯外壁涂有一层耐高温层,从而可以防止铁水浇注开裂的问题,并且制备耐高温层材料价格低廉,降低了生产成本。
[0008]
2.技术方案
[0009]
为达到上述目的,本发明提供的技术方案为:
[0010]
一种耐高温的泡沫浇口杯,浇口杯由泡沫制成,包括浇口杯主体和连接在其下的
浇口通道,所述浇口杯主体的横截面积比所述浇口通道的横截面积大;在所述浇口杯的进口处贴有布膜封口,并在所述浇口杯的外壁涂有耐高温层,从而可以防止铁水浇注开裂的问题;并且通过对浇口杯的形状进行改进,从而在铁水浇注时,可以防止铁水在浇口杯主体内打旋溅射出来造成人身伤害;并且泡沫材质的浇口杯,耐高温层可以更好的粘结在其外壁上。
[0011]
进一步的技术方案,所述浇口杯的口径由上至下逐渐减小;所述浇口杯主体的横截面为不对称椭圆形,在铁水浇注时,铁水可以沿着浇口杯直接流下,减少危险情况的发生。
[0012]
进一步的技术方案,所述浇口通道为圆形或方形。
[0013]
一种耐高温的泡沫浇口杯的加工工艺,制成上述的一种耐高温的泡沫浇口杯,包括如下加工步骤:
[0014]
步骤一,贴膜:在浇口杯的进口处贴上一层布膜封口;
[0015]
步骤二,耐高温涂料为铝矾土,在搅拌机中加入粘结剂、矾土和水进行搅拌,其中,按质量百分比算,粘结剂和矾土占75%,且粘结剂和矾土的配比为1:10,水占25%,搅拌均匀后将耐高温涂料放进水池中;
[0016]
步骤三,涂耐高温层:将贴有布膜封口的浇口杯放入水池中,使其外壁涂上耐高温涂料;
[0017]
步骤四,晾干:将涂有耐高温涂料的浇口杯放置在烘干室内的烘干架上,耐高温涂料烘干后形成一层耐高温层。
[0018]
耐高温涂料制备成本低,价格低廉,而且耐高温涂料的防裂效果较好,在1000多度铁水浇注时,可以保证基本不会开裂,降低废品率。
[0019]
3.有益效果
[0020]
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
[0021]
(1)本发明的一种耐高温的泡沫浇口杯及其加工工艺,浇口杯主体的形状设计相比于正锥形的浇口杯,在铁水浇注时,铁水可以沿着浇口杯直接流下,可以防止铁水在浇口杯内打转溅射出来,减少危险情况的发生;并且通过在浇口杯外壁涂有一层耐高温层,从而可以防止铁水浇注开裂的问题,
[0022]
(2)本发明的一种耐高温的泡沫浇口杯及其加工工艺,制成的泡沫浇口杯和耐高温涂料的成本均较低,成本价格在1元1个,相比于陶瓷浇口杯4~8元一个的造价,成本显著性降低。
[0023]
(3)本发明的一种耐高温的泡沫浇口杯及其加工工艺,耐高温层的粘结性和耐高温性均较好,在高温铁水浇注时,耐高温层基本不会开裂,降低了废品率。
[0024]
(4)本发明的一种耐高温的泡沫浇口杯及其加工工艺,浇口杯是由泡沫制成的,因而浇口杯的外壁并不是光滑的,并且由于耐高温涂料的粘结性也较好,因而在浇口杯的外壁涂抹耐高温涂料时,耐高温涂料可以更好的与浇口杯的外壁粘结,不易脱落。
附图说明
[0025]
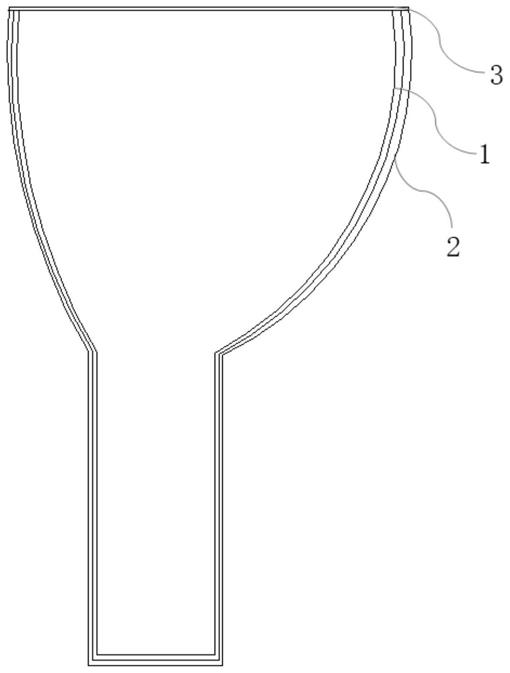
图1为本发明的浇口杯的剖视图;
[0026]
图2为本发明的浇口杯的主视图;
[0027]
图3为本发明的烘干架的结构示意图。
[0028]
图中:
[0029]
1、浇口杯;11、浇口杯主体;12、浇口通道;
[0030]
2、耐高温层;3、布膜封口;4、烘干架。
具体实施方式
[0031]
为进一步了解本发明的内容,结合附图对本发明作详细描述。
[0032]
实施例
[0033]
本实施例的一种耐高温的泡沫浇口杯及其加工工艺,如图1至图3所示,浇口杯1由泡沫制成,包括浇口杯主体11和连接在其下的浇口通道12,浇口杯1的口径由上至下逐渐减小,所述浇口杯主体11的横截面为不对称椭圆形,所述浇口杯主体11的横截面积比所述浇口通道12的横截面积大,所述浇口通道12为圆形或方形;在所述浇口杯1的进口处贴有布膜封口3,并在所述浇口杯1的外壁涂有耐高温层2。
[0034]
浇口杯主体11的形状设计相比于正锥形的浇口杯1,在铁水浇注时,可以防止铁水在浇口杯1内打转溅射出来,对工人造成伤害,在铁水浇注时,铁水可以沿着浇口杯1直接流下,减少危险情况的发生。
[0035]
耐高温的泡沫浇口杯的加工步骤如下:
[0036]
步骤一,制备白模:以可发性聚苯乙烯为原料,将原料放入预发泡机内,通入70~100℃的蒸汽2~5分钟进行预发泡,使得预发泡后得到的泡沫体积增大到预发泡前的5~10倍;利用压缩空气将预发泡后得到的泡沫冲进模具内,向模具内通入50~100℃的蒸汽,发泡得到白模;向模具内自上而下通入冷却水,待模具冷却后将模具的上模打开,再向模具内自下而上通入压缩空气,将白模从模具内顶出;本实施例中,利用压缩空气将白模从模具内顶出,能够避免人工取模时易损坏白模的问题,提高白模制备的合格率。其中,白模为浇口杯1,包括浇口杯主体11和连接在其下的浇口通道12。
[0037]
步骤二,贴膜:在浇口杯1的进口处贴上一层布膜封口3,防止在涂抹耐高温涂料时,将耐高温涂料涂抹到浇口杯1的内壁。
[0038]
步骤三,耐高温涂料为铝矾土,在搅拌机中加入粘结剂、矾土和水进行搅拌,其中,按质量百分比算,粘结剂和矾土占75%,且粘结剂和矾土的配比为1:10,水占25%,搅拌均匀后将耐高温涂料放进水池中;通过此配比制备出的耐高温涂料粘结性更好,耐高温涂料有利于与浇口杯1的外壁粘结。
[0039]
步骤四,涂耐高温层2:将贴有布膜封口3的浇口杯1放入水池中,使其外壁涂上耐高温涂料。
[0040]
步骤五,晾干:将涂有耐高温涂料的浇口杯1放置在烘干室内的烘干架4上,耐高温涂料烘干后形成一层耐高温层2,烘干后,浇口杯1的外壁就形成一层耐高温层2,耐高温层2表面光滑没有裂缝,并且耐高温层2的耐高温行好,在高温铁水进行浇注时也不会产生裂缝,降低产品的次品率。
[0041]
综上所述,由步骤一和步骤三可以看出,本实施例中制成的泡沫浇口杯1的成本较低,并且耐高温涂料由水、粘结剂和矾土制成,制备成本也较低,制备出的耐高温的泡沫浇口杯1的价格在1元1个,相比于陶瓷浇口杯14~8元一个的造价,成本显著性降低。虽然耐高
温涂料的成本较低,但是耐高温涂料的粘结性和耐高温性均较好,在1000多度铁水浇注时,耐高温层2基本不会开裂,导致使用本实施例中制备出的耐高温的泡沫浇口杯1产生的废品率也较低。
[0042]
由于本实施例中的浇口杯1是由泡沫制成的,因而浇口杯1的外壁并不是光滑的,并且由于耐高温涂料的粘结性也较好,因而步骤四中,在浇口杯1的外壁涂抹耐高温涂料时,耐高温涂料可以更好的与浇口杯1的外壁粘结,不易脱落。
[0043]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1