一种磨料水射流去除热障涂层时金属基体裸露率的在线识别装置与方法与流程
[0001]
本发明涉及一种金属构件表面热障涂层去除时金属基体裸露率的在线检测技术,尤其是一种能够在线识别冲蚀金属构件表面热障涂层时金属基体裸露率的技术,具体地说是一种磨料水射流去除热障涂层时金属基体裸露率的在线识别装置及方法。
背景技术:
[0002]
在航空发动机涡轮叶片上涂覆热障涂层可以确保其承受比自身金属基体极限温度更高的工作温度,进一步提高涡轮燃气发动机的推重比。由于热障涂层不导电,给带热障涂层涡轮叶片气膜孔的电火花加工带来难题。为了在带热障涂层金属构件上进行电火花制孔,需要局部去除热障涂层,将金属基体裸露出来以方便进行电火花加工。磨料水射流是当前的一种去除热障涂层的方法,具有加工质量好、成本低、对环境没有负面影响等优点。但在采用磨料水射流去除热障涂层时,如何在线判断热障涂层的冲蚀去除率(即金属基体裸露率)是一个难题。虽然可以通过实验,进而控制磨料水射流的加工时间来控制热障涂层的去除厚度,但是涡轮叶片各处热障涂层的涂覆厚度一般而言不均匀,很难保证磨料水射流加工后各孔位金属基体的裸露率一致,进而影响到后续的电火花加工的成功率。因此,需要对热障涂层冲蚀加工时的金属裸露率进行在线识别,判断出金属基体的裸露情况。前期研究表明,可以利用工作液的弱导电性在工件和喷嘴之间施加一定的直流电压,根据电流变化来识别金属是否裸露,但是由于工作液束喷射到工件后向四周流动,容易流动到未涂覆热障涂层的金属基体上,引起电路中旁路电流的干扰,使得这个方法无法达到预期效果。因此,本发明提出利用负压管强制回流工作液,确保工作液不外流,从而避免电流检测电路中产生旁路电流,增加金属基体裸露率的识别准确性。此外,根据前期研究结果,电火花制孔的可加工性与金属基体的裸露率密切相关,但是并不需要金属基体完全裸露,比如在文献“电加工与模具,2020年第4期,《热障涂层冲蚀后的电火花制孔试验研究》,作者高长水,谢天海,赵凯,刘壮”中,金属基体裸露面积达到20%即可进行电火花加工气膜孔,这更加凸显出在线识别热障涂层冲蚀去除率的重要性。
技术实现要素:
[0003]
本发明的目的是针对现有的裸露率检测易因喷射液外泄造成漏电而影响检测准确性的问题,发明一种磨料水射流去除热障涂层时在线判别金属基体裸露率的方法,同时提供一种相应的装置。所述的装置利用空气负压对喷射到工件表面的工作液进行抽吸,防止工作液流动到工件的金属基体部位,从而消除工作液向外流动产生的旁路电流。同时利用工作液的弱导电性,在工件基体与喷嘴之间加载直流电压,电流记录仪对电流数据进行采集,自动识别金属裸露状态,最终实现金属裸露率的在线识别。
[0004]
本发明的技术方案之一是:一种磨料水射流去除热障涂层时金属基体裸露率的在线识别装置,其特征在于它包括
磨料工作液箱1、输液泵2、输液管路4、射流喷管7、喷嘴8、工作台12、工作液回流装置以及微弱电流检测装置;工件11安装在工作台12上,工件11由热障涂层11.1和金属基体11.2组成,射流喷管7通过输液管路4与输液泵2相连,输液泵2与工作液箱1相连并将工作液箱1的工作液泵入射流喷管7中,喷嘴8安装在射流喷管7上;所述的工作液回流装置包括射流保护套9.1、密封块9.2、侧面带有抽液口9.4和进气通道9.5的负压管9.3、回流管路9.7、工作液回收箱9.8以及气泵机9.9,负压管9.3的上端通过密封块9.2与射流保护管9.1连接,射流保护管9.1套装在射流喷管7,负压管9.3的下端罩装在热障涂层11.1上,负压管9.3与热障涂层11.1相接触的端面上设有进气通道9.5,负压管9.3下端中部设有抽液口9.4,抽液口9.4与工作液回收箱9.8连接,气泵机9.9与工作液回收箱9.8连接,气泵机9.9工作将在负压管9.3中产生空气负压,气流9.6从负压管9.3下端的进气通道9.5流入,与工作液回流从抽液口9.4沿着回流管路9.7流进工作液回收箱9.8;所述的微弱电流检测装置包括直流电源10.1、电流记录仪10.2、电缆导线10.3以及计算机10.4,直流电源10.1的正负极分别连接在金属基体11.2和射流喷管7上,电流记录仪10.2串联接入回路中,通过电缆导线10.3将采集到的电流数据传输到计算机10.4。
[0005]
连通射流喷管7和工作液箱1的输液管路4上安装有溢流阀3、脉动阻尼器5和压力表6。
[0006]
所述的射流喷管7由耐磨、耐酸碱腐蚀的金属材质制成;所述的工作液为具有弱导电性的自来水与固态磨料的混合液体。
[0007]
所述的电流记录仪10.2采样频率不小于10hz,电流记录仪可检测微安级别电流。
[0008]
所述的负压管9.3下端的呈下小上大的倒锥台状结构。
[0009]
所述的射流保护套9.1的下端连接有一个管状保护套以利于喷嘴8喷出的工作液能顺利到达热障涂层11.1上。
[0010]
本发明的技术方案之二是:一种冲蚀去除热障涂层时金属基体裸露率的在线识别方法,其特征在于包括以下步骤:第一步,将工件装夹于绝缘夹具上,调节好喷嘴与工件待加工表面的相对距离(即靶距);将磨料与自来水混合而成的射流工作液加入到工作液箱中;第二步,检测工作液电导率,根据设定的金属基体裸露率、直流电压、工作液电导率、喷嘴直径等参数,通过电化学阳极溶解原理公式计算出金属基体裸露率达到设定值时相应的停止电流值i
s
:式中,为裸露率,d为喷嘴与工件待加工表面的相对距离,u为施加在射流喷管与金属基体之间的直流电压,d为喷嘴直径,κ为工作液电导率;π为圆周率常数;第三步,将电流检测装置中直流电源的阴极与射流喷管连接,直流电源的阳极与工件金属基体部分连接,在射流喷管与工件金属基体之间施加一定的直流电压;第四步,接通连接于射流喷管与工件金属基体之间的直流电源,启动输液泵和气泵机,通过射流喷嘴将射流工作液以磨料水射流形式冲蚀去除工件表面的热障涂层,利用工作液回流装置的负压抽吸功能将喷射出的工作液强制回流到工作液收集箱,从而防止工作液流
出负压管外而引起旁路电流;使用电流记录仪检测回路中电流大小,将采集到的电流数据同步到计算机中;第五步,随着磨料水射流加工去除热障涂层的持续进行,所冲蚀部位的金属基体开始裸露出来时,金属裸露部分在外加电场及弱电导率工作液的作用下产生电化学反应,回路中有弱电流通过,且根据电化学反应时电流变化原理,随着金属裸露面积的增加,回路中电流值也随之增加;利用计算机对加工过程中的微弱电流进行在线判读,当电路中的电流达到停止电流值i
s
,并且维持若干时长不低于停止电流值,即判断出已达到设定的冲蚀裸露率;此时关断直流电源,关闭输液泵与气泵机,结束加工。
[0011]
本发明的有益效果是:本发明可以有效地阻止射流工作液喷射后流动至工作台各处,避免了旁路电流对电流检测的影响,确保了金属裸露率的识别准确性。可以确保每个孔位的热障涂层去除率一致,有利于后续电火花穿孔加工的稳定进行。
附图说明
[0012]
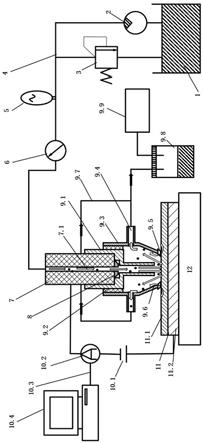
图1是本明的冲蚀去除热障涂层时金属基体裸露率的在线识别装置的示意图。
[0013]
图1中:1、工作液箱,2、输液泵,3、溢流阀,4、输液管路,5、脉动阻尼器,6、压力表,7、射流喷管,7.1、磨料工作液,8、喷嘴,9.1、射流保护管,9.2、密封块,9.3、负压管,9.4、抽液口,9.5、进气通道,9.6、气流,9.7、回流管路,9.8、工作液回收箱,9.9、气泵机,10.1、直流电源,10.2、电流记录仪,10.3、电缆导线,10.4、计算机,11、工件,11.1、热障涂层,11.2、金属基体,12、工作台。
具体实施方式
[0014]
下面结合附图和具体实例对本发明作进一步的说明。
[0015]
实施例一。
[0016]
如图1所示。
[0017]
一种磨料水射流去除热障涂层时金属基体裸露率的在线识别装置,其特征在于它包括磨料工作液箱1、输液泵2、输液管路4、射流喷管7、喷嘴8、工作台12、工作液回流装置以及微弱电流检测装置;工件11安装在工作台12上,工件11由热障涂层11.1和金属基体11.2组成,射流喷管7通过输液管路4与输液泵2相连,输液泵2与工作液箱1相连并将工作液箱1的工作液泵入射流喷管7中,连通射流喷管7和工作液箱1的输液管路4上安装有溢流阀3、脉动阻尼器5和压力表6。喷嘴8安装在射流喷管7上,所述的射流喷管7由耐磨、耐酸碱腐蚀的金属材质制成;所述的工作液为具有弱导电性的自来水与固态磨料的混合液体。;所述的工作液回流装置包括射流保护套9.1、密封块9.2、侧面带有抽液口9.4和进气通道9.5的负压管9.3、回流管路9.7、工作液回收箱9.8以及气泵机9.9,所述的负压管9.3下端的呈下小上大的倒锥台状结构。所述的射流保护套9.1的下端连接有一个管状保护套以利于喷嘴8喷出的工作液能顺利到达热障涂层11.1上。负压管9.3的上端通过密封块9.2与射流保护管9.1连接,射流保护管9.1套装在射流喷管7,负压管9.3的下端罩装在热障涂层11.1上,负压管9.3与热障涂层11.1相接触的端面上设有进气通道9.5,负压管9.3下端中部设有抽液口9.4,抽液口9.4与工作液回收箱9.8连接,气泵机9.9与工作液回收箱9.8连接,气泵机9.9工
作将在负压管9.3中产生空气负压,气流9.6从负压管9.3下端的进气通道9.5流入,与工作液回流从抽液口9.4沿着回流管路9.7流进工作液回收箱9.8;所述的微弱电流检测装置包括直流电源10.1、电流记录仪10.2、电缆导线10.3以及计算机10.4,直流电源10.1的正负极分别连接在金属基体11.2和射流喷管7上,电流记录仪10.2串联接入回路中,通过电缆导线10.3将采集到的电流数据传输到计算机10.4。所述的电流记录仪10.2采样频率不小于10hz,电流记录仪可检测微安级别电流。
[0018]
本实施例的工作原理是:启动输液泵2和气泵机9.9,开启直流电流10.1,开始磨料水射流冲蚀去除工件表面热障涂层。当射流工作液撞击冲蚀热障涂层11.1时,通过基于工作液同轴气液两相流体抽吸回收装置及时地抽吸走加工后的工作液,避免旁路电流干扰。在前期实验中发现,当冲蚀部分的金属基体还未被冲蚀裸露出来,回路中没有电流通过;当金属基体11.2开始裸露时,金属裸露的部分会产生电化学反应,回路中有电流导通,且根据电化学反应时电流变化原理,随着金属裸露率的增加,回路中电流值也随之增加。电流记录仪10.2每秒钟完成至少十次电流取样并同步传输到计算机10.4中,利用计算机对加工过程中的微弱电流进行在线判读,当检测到电路中的电流达到金属基体裸露率为设定值所产生的停止电流值i
s时
,并且维持5秒钟不低于停止电流值i
s
,即自动判断出已达到设定的金属基体裸露率。同时,在金属裸露率在线识别软件系统中添加警报机制,当检测到金属刚开始裸露时警报一声,当金属裸露率达到设定值时,警报两声,即表示金属裸露部分可以进行电火花加工,此时关断直流电源10.1,关闭输液泵2与气泵机9.9,结束加工。
[0019]
实施例二。
[0020]
如图1所示。
[0021]
一种冲蚀去除热障涂层时金属基体裸露率的在线识别方法,包括以下步骤:1.将工件装夹于绝缘夹具上,将喷嘴与工件待加工表面的相对距离(靶距)调节为10mm;将磨料与自来水混合而成的射流工作液加入到工作液箱中,且工作液中磨料含量达到1%质量分数,并需要持续搅拌以保持混合均匀,检测得到磨料工作液的电导率值为350μs/cm;使用直径为0.6mm的喷嘴;2.将电流检测装置中直流电源的阴极与射流喷管连接,直流电源的阳极与工件金属基体部分连接,在射流喷管与工件金属基体之间施加100v的直流电压;根据前期研究结果,电火花制孔的可加工性并不需要金属基体完全裸露,金属基体裸露面积达到20%即可进行电火花穿孔加工。这里设定金属基体裸露率预期值为0.2。
[0022]
3.根据电化学阳极溶解原理,计算出当金属基体裸露率达到可进行电火花加工气膜孔条件,即金属裸露率为20%时的停止电流,式中:为裸露率,为磨料工作液的电导率,u为施加在射流喷管与工件金属基体之间的直流电压,d为喷嘴直径,d为喷嘴与工件待加工表面的相对距离(靶距),为圆周率常数;在本实例中,=0.2,u=100v,d=0.6mm,=350,d=10mm,计算得到
s
=19.8a。
[0023]
4.启动输液泵2和气泵机9.9,开启直流电流10.1,开始磨料水射流冲蚀去除工件表面热障涂层。当射流工作液撞击冲蚀热障涂层11.1时,通过基于工作液同轴气液两相流体抽吸回收装置及时地抽吸走加工后的工作液,避免旁路电流干扰。在前期实验中发现,当
金属基体11.2开始裸露时,金属裸露的部分会产生电化学反应,回路中有弱电流导通,且根据电化学反应时电流变化原理,随着金属裸露面积的增加,回路中电流值也随之增加。
[0024]
5. 电流记录仪10.2每秒钟完成至少十次电流取样并同步传输到计算机10.4中,利用计算机对加工过程中的微弱电流进行在线判读,当检测到电路中的电流达到19.8a,即金属基体裸露率为20%时所产生的停止电流值,并且维持5秒钟不低于19.8a,即自动判断出已达到设定的金属基体裸露率。此时关断直流电源10.1,关闭输液泵2与气泵机9.9,结束加工。
[0025]
本发明未涉及部分与现有技术相同或可采用现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1