一种全自动砂型铸造造型机的制作方法
1.本发明涉及铸造技术领域,特别涉及一种全自动砂型铸造造型机。
背景技术:
2.铸造是把加热后的金属溶液加注到具有特性形状空腔的模子中,冷却后得到与空腔形状一致的产品,最为常见的模子是用型砂制作而成的,型砂的流动性好,成型容易,价 格低廉,钢、铁和大多数有色合金铸件都可用砂型铸造方法获得,因此在铸造应用中,较为广泛。造型机是在铸造中用于生产砂型的设备,通过填砂,将松散的型砂填入砂箱中 ;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度;起模,利用不同机构将模样从紧实后的砂型中取出。但是现有的砂型铸造造型机在铸造电机壳等直筒式铸件的造型时由于其砂型所需内壁太长进而使得砂型容易崩裂,造型机砂型铸造成品率低,铸造速度慢效率低。
技术实现要素:
3.因此,针对上述的问题,本发明提出一种对于电机壳等直筒式砂型铸造成品率高、砂型造型结构稳定、铸造速度快的全自动砂型铸造造型机。
4.为解决此技术问题,本发明采取以下方案:一种全自动砂型铸造造型机,包括机架、控制器、砂框移动机构、机械手、接型机构、捅箱机构、第一供砂机构、第二供砂机构、第一砂框射砂筒、第二砂框射砂筒、第一砂框、第二砂框、第一合箱压实机构和第二合箱压实机构,所述机架包括底座、设于底座上的多根立柱和间隔设于各根立柱上的第一支撑台和第二支撑台,第一支撑台和第二支撑台平行设置且第一支撑台和第二支撑台与立柱相垂直,所述第一砂框射砂筒和第二砂框射砂筒分别设于第二支撑台的左部和右部上,所述第一供砂机构和第二供砂机构分别设于第一砂框射砂筒和第二砂框射砂筒上方且第一供砂机构和第二供砂机构的出砂口分别与第一砂框射砂筒和第二砂框射砂筒的进砂口相连通,所述第一砂框和第二砂框分别可分离移动地设于第一支撑台的左部和右部上且第一砂框和第二砂框的进砂口分别第一砂框射砂筒和第二砂框射砂筒的射砂口相连,所述第一合箱压实机构设于机架的立柱上位于第一支撑台和第二支撑台之间左部对第一砂框内射砂后的砂型压实成型,所述第二合箱压实机构设于机架的立柱上位于第一支撑台和第二支撑台之间右部对第二砂框内射砂后的砂型压实成型,所述第二支撑台右部前侧边沿向外延伸构成固定台,所述捅箱机构设于该固定台上,所述接型机构设于底座上位于捅箱机构正下方,所述砂框移动机构设于第二支撑台的固定台下方连接并带动第二砂框移动至捅箱机构下方或送回第一支撑台右部,所述机械手设于第一砂框前侧将第一砂框夹持分离出第一支撑台并对第一砂框进行180
°
翻转后送至第二砂框对接,所述接型机构顶至第一砂框,所述捅箱机构将送至其下方对接好的第二砂框和第一砂框内的组合砂型配合接型机构将组合砂型从第二砂框和第一砂框脱模,所述砂框移动机构、机械手、接型机构、捅箱机构、第一供砂机构、第二供砂机构、第一砂框射砂筒、第二砂框射砂筒、第一合箱压实机构和第二合箱压
实机构均连接并受控于控制器。
5.进一步的,还包括推型机构,所述推型机构设于机架上位于接型机构一侧将接型机构上完成脱模的组合砂型推送至下一工序,推型机构连接并受控于控制器。
6.更进一步的,所述控制器为plc控制器或cnc控制器。
7.进一步的,所述第二砂框底部设有定位销,所述第一砂框与第二砂框对接的一面上设有与第二砂框上定位销相适配的销孔。
8.通过采用前述技术方案,本发明的有益效果是:通过将电机壳等直筒式砂型分割成上下两部分,并将第一供砂机构、第二供砂机构、第一砂框射砂筒、第二砂框射砂筒、第一砂框、第二砂框、第一合箱压实机构和第二合箱压实机构组合成已经分割成上下两部分的砂型分别压铸成型,再由机械手将第一砂框夹持分离出第一支撑台并对第一砂框进行180
°
翻转后送至第二砂框对接,捅箱机构将送至其下方对接好的第二砂框和第一砂框内的组合砂型配合接型机构将组合砂型从第二砂框和第一砂框脱模,得到上下两部分砂型组成的电机壳等直筒式砂型,对于电机壳等直筒式砂型铸造成品率高、砂型造型结构稳定、铸造速度快,通过进一步的设置,即推型机构的设置便于本发明的砂型铸造造型机与生产线的自动衔接,通过在第二砂框和第一砂框之间设置定位销和销孔配合使得分割的上下两部分砂型组合更加精准,更有效地保障上下两部分砂型的对接精准,具有广泛推广应用的价值。
附图说明
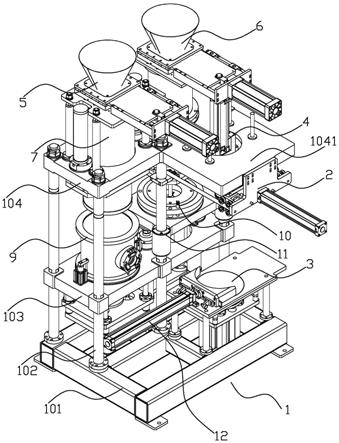
9.图1是本发明实施例的部分立体结构示意图;图2是本发明实施例中另一角度的部分立体结构示意图。
具体实施方式
10.现结合附图和具体实施方式对本发明进一步说明,其中控制器、砂框移动机构、机械手、接型机构、捅箱机构、供砂机构、砂框射砂筒、砂框和合箱压实机构为现有的模块结构部件,在中国专利文献cn201320310337.3一种用于粘土砂铸造的全自动造型机、cn201920904286.4一种垂直分型造型机等已公开,因而以下不做详细说明,仅对本发明中的新设计做详细说明。
11.参考图1和图2,优选的本发明的全自动砂型铸造造型机,包括机架1、控制器、砂框移动机构2、机械手、接型机构3、捅箱机构4、第一供砂机构5、第二供砂机构6、第一砂框射砂筒7、第二砂框射砂筒8、第一砂框9、第二砂框10、第一合箱压实机构13、第二合箱压实机构11和推型机构12,所述机架1包括底座101、设于底座101上的多根立柱102和间隔设于各根立柱102上的第一支撑台103和第二支撑台104,第一支撑台103和第二支撑台104平行设置且第一支撑台103和第二支撑台104与立柱102相垂直,所述第一砂框射砂筒7和第二砂框射砂筒8分别设于第二支撑台104的左部和右部上,所述第一供砂机构5和第二供砂机构6分别设于第一砂框射砂筒7和第二砂框射砂筒8上方且第一供砂机构5和第二供砂机构6的出砂口分别与第一砂框射砂筒7和第二砂框射砂筒8的进砂口相连通,所述第一砂框9和第二砂框10分别可分离移动地设于第一支撑台103的左部和右部上且第一砂框9和第二砂框10的进砂口分别第一砂框射砂筒7和第二砂框射砂筒8的射砂口相连,所述第一合箱压实机构13设于机架1的立柱102上位于第一支撑台103和第二支撑台104之间左部对第一砂框9内射砂
后的砂型压实成型,所述第二合箱压实机构11设于机架1的立柱102上位于第一支撑台103和第二支撑台104之间右部对第二砂框10内射砂后的砂型压实成型,所述第二支撑台104右部前侧边沿向外延伸构成固定台1041,所述捅箱机构4设于该固定台1041上,所述接型机构3设于底座101上位于捅箱机构4正下方,所述砂框移动机构2设于第二支撑台104的固定台1041下方连接并带动第二砂框10移动至捅箱机构4下方或送回第一支撑台103右部,所述机械手设于第一砂框9前侧将第一砂框9夹持分离出第一支撑台103并对第一砂框9进行180
°
翻转后送至位于捅箱机构4下方的第二砂框10对接,所述第二砂框10底部设有定位销,所述第一砂框9与第二砂框10对接的一面上设有与第二砂框10上定位销相适配的销孔,所述接型机构3顶至第一砂框9,所述捅箱机构4将送至其下方对接好的第二砂框10和第一砂框9内的组合砂型配合接型机构3将组合砂型从第二砂框10和第一砂框9脱模,所述推型机构12设于机架1上位于接型机构3一侧将接型机构3上完成脱模的组合砂型推送至下一工序,所述控制器为plc控制器,所述砂框移动机构2、机械手、接型机构3、捅箱机构4、第一供砂机构5、第二供砂机构6、第一砂框射砂筒7、第二砂框射砂筒8、第一合箱压实机构13、第二合箱压实机构11和推型机构12均连接并受控于控制器。
12.本发明中控制器还可为cnc控制器。
13.本发明通过将电机壳等直筒式砂型分割成上下两部分,并将第一供砂机构、第二供砂机构、第一砂框射砂筒、第二砂框射砂筒、第一砂框、第二砂框、第一合箱压实机构和第二合箱压实机构组合成已经分割成上下两部分的砂型分别压铸成型,再由机械手将第一砂框夹持分离出第一支撑台并对第一砂框进行180
°
翻转后送至第二砂框对接,捅箱机构将送至其下方对接好的第二砂框和第一砂框内的组合砂型配合接型机构将组合砂型从第二砂框和第一砂框脱模,得到上下两部分砂型组成的电机壳等直筒式砂型,对于电机壳等直筒式砂型铸造成品率高、砂型造型结构稳定、铸造速度快,通过进一步的设置,即推型机构的设置便于本发明的砂型铸造造型机与生产线的自动衔接,通过在第二砂框和第一砂框之间设置定位销和销孔配合使得分割的上下两部分砂型组合更加精准,更有效地保障上下两部分砂型的对接精准,具有广泛推广应用的价值。
14.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1