一种优异耐腐蚀性、变形性能的镁锂合金及轧制变形工艺的制作方法
1.本发明属于合金新材料技术领域,具体涉及一种优异耐腐蚀性、变形性能的镁锂合金及轧制变形工艺。
背景技术:
2.在高端音响振膜领域,因音响振膜对阻尼系数的要求,目前采用的主要为有毒金属材料制备0.02
‑
0.5mm厚度的音响振膜原材料,镁合金阻尼系数较高,但镁合金如az31b等延伸率较差,在轧制变形阶段非常容易出现裂纹。但在镁合金中加入锂元素后,使镁合金的hcp结构逐渐变为了bcc结构。随和滑移系的增加,镁锂合金的变形能力得到了提高,但如金相结构全部变为β结构时,锂含量需达到11%以上,其耐腐蚀性能又会有很大的下降。
技术实现要素:
3.为了克服上述现有技术的不足,本发明的目的是提供一种优异耐腐蚀性、变形性能的镁锂合金及轧制变形工艺,既保证变形能力可满足轧制要求也可满足耐腐蚀要求。
4.为了实现上述目的,本发明采用的技术方案是:一种优异耐腐蚀性、变形性能的镁锂合金,按质量百分比,包括以下组成:锂:6.0%
‑
9.5%,铝元素:2%
‑
4.5%,其余为镁元素。
5.所述的铝元素为纯铝。
6.所述的镁元素为纯。
7.一种优异耐腐蚀性、变形性能的镁锂合金轧制变形工艺,包括以下步骤:1)按照配合比例配合后熔炼成铸锭,熔炼设备为真空熔炼,合金铸锭含6.0%
‑
9.5%的锂,含2%
‑
4.5%的铝元素,其余为镁元素;熔炼过程:炉内真空度保持为40pa以下,加热功率15
‑
20kw预加热15分钟后,加热功率30
‑
35kw以上加热至溶液全熔,然后在加热功率25
‑
30kw保温15
‑
35分钟,再以加热功率15
‑
20kw降温至浇注温度,然后浇注;2)以15%
‑
30%的压下量,在230℃
‑
280℃下对浇注得到的铸锭进行热轧制变形,热轧至厚度5
‑
15mm;3)热轧完毕后进行轧制退火,退火温度200
‑
260℃,使用氩气保护退火炉进行退火;4)冷轧:轧制压下量10%
‑
20%,轧制速度10
‑
20m/min;5)温轧至0.5mm后进行退火,退火温度220℃
‑
280℃,30分钟;6)温轧成型:轧辊温度100
‑
120℃,轧制压下量10%
‑
20%,设备为:可逆冷轧机;7)轧制至指定厚度后采用在线退火炉进行在线退火时间3
‑
5min。
8.进一步,步骤3)所述的专用设备为氩气保护退火炉。
9.进一步,步骤5)所述的温轧设备带保温装置为。
10.进一步,步骤7)所述的退火装置为氩气保护在线退火炉。
11.本发明的有益效果是:1)当锂含量小于4%时,镁锂合金为α相,其变形能力较差,在进行轧制时裂纹极深无法轧制成型,当锂含量大于11%时,镁锂合金变形能力得到了较大提高但其力学性能及耐腐蚀性能下降严重,当锂含量在7.0%
‑
9.5%之间时镁锂合金可满足轧制要求。
12.2)为提高镁锂合金力学性能及耐腐蚀性能,在镁锂合金中加入2%
‑
3.5%的铝元素。
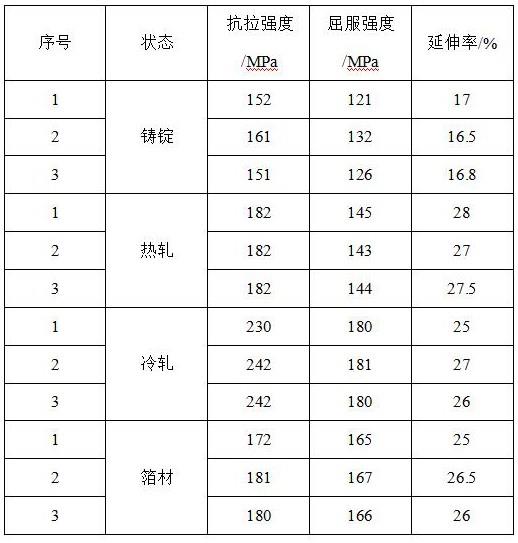
13.3)铸锭成分符合要求,抗拉强度≥140mpa,屈服强度≥110mpa,延伸率≥15%;热轧板材抗拉强度≥180mpa,屈服强度≥140mpa,延伸率≥25%;冷轧板材抗拉强度≥210mpa,屈服强度≥160mpa,延伸率≥21%; 退火态箔材抗拉强度≥160mpa,屈服强度≥120mpa,延伸率≥31%;轧制产品成才率≥85%。
具体实施方式
14.以下结合实施例对本发明进一步叙述,但本发明不局限于以下实施例。
15.实施例1mg:余量,li:7.0%,al:3.5%。
16.实施力2mg:余量,li:6.0%,al:4.5%。
17.实施例3mg:余量,li:9.5%,zn:2%。
18.实施例41)熔炼工艺:分别根据实施例1、2、3配比进行熔炼,炉内真空度保持为40pa以下,加热功率15
‑
20kw预加热15分钟后,加热功率35kw以上加热至溶液全熔,然后在加热功率30kw保温15
‑
35分钟,再以加热功率15
‑
20kw降温至浇注温度,然后浇注,得到实施例1铸锭、实施例2铸锭、实施例3铸锭;2)以15%
‑
30%的压下量,在230℃
‑
280℃下进行热轧制变形,热轧至厚度5
‑
15mm;3)热轧完毕后进行轧制退火,退火温度200
‑
260℃,使用氩气保护退火炉进行退火;4)冷轧:轧制压下量10%
‑
20%,轧制速度10
‑
20m/min;5)温轧至0.5mm后进行退火,退火温度220℃
‑
280℃,30分钟;6)温轧成型:轧辊温度100
‑
120℃,轧制压下量10%
‑
20%,设备为:可逆冷轧机;7)轧制至指定厚度后采用在线退火炉进行在线退火时间3
‑
5min,得到实施例1样材、实施例2样材、实施例3样材。
19.力学性能数据
综上所述,实施例1、2、3得到的样材符合钣金材料实际要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1