一种基于单轴驱动的自动修面、切断装置的制作方法
[0001]
本实用新型涉及机加工辅助设备技术领域,具体涉及一种基于单轴驱动的自动修面、切断装置。
背景技术:
[0002]
目前国内自动化技术水平在不断提高,中小型机加工企业基于高端大型设备成本支出较高的现状,在节省成本的情况下开始研究出以自动化技术对现有普通机加工设备进行改良的案例,推动了企业自身高效加工生产的技术要求。
[0003]
现有毛坯棒料需要进行外圆表面磨削修面并利用割刀切断零件的加工需求,对于现有的加工设备,大多是采用加工中心或者数控铣床进行铣槽孔作业加工方式。若采用普通车床通过磨砂轮打磨修面之后,还需在利用割刀再次对刀后实施切断加工,甚至需要连续修面和切断,这样对于少量的加工需求足以应付,但是对于大批量生产的需要,这样的重复对刀换刀工序生产步骤严重影响加工效率,有必要设计一种高效、简便的加工设备,节省换刀和下料时间,工艺生产上改良加工步骤,提高加工效率。
技术实现要素:
[0004]
本实用新型目的:为了解决背景技术中对于现有毛坯棒料需要进行外圆表面磨削修面并利用割刀切断零件的加工需求,而对于中小企业设备采购能力有限,又要达到省时、省力、省成本的高效生产技术需求,我们设计一种基于单轴驱动的自动修面、切断装置,以满足大批量高效的进行外圆表面磨削修面并利用割刀切断零件的加工生产需求。
[0005]
为解决上述问题采取的技术方案是:
[0006]
一种基于单轴驱动的自动修面、切断装置,包括载有三爪卡盘的装夹滑移台、由机箱内传动组件带动的驱动轴、固连在驱动轴上的凸轮和凸盘,以及自动修面组件和自动切断组件,
[0007]
所述装夹滑移台固连在电动滑移丝杆副上,用于进给上料,底部平行于丝杆副设置有滑块滑轨组件,上部固连有水平调节丝杆副和竖直调节丝杆副,其中竖直调节丝杆副的底座竖直固定在水平调节丝杆副的丝杆滑块上,竖直调节丝杆副的丝杆滑块固连有传动电机的底座,和三爪卡盘轴承座,所述传动电机的主轴固连三爪卡盘,所述三爪卡盘前端夹持有待修面、切断的零件,
[0008]
所述驱动轴通过轴承座设置在机架上端面后侧,并由机箱内传动组件通过斜齿轮传动箱带动,驱动轴中部键槽配合固连有凸轮,端部固连有凸盘,所述凸轮设有缺角,配合自动修面组件给予待修面零件表面磨削加工,所述凸盘外圆周面设有拨动阶梯,所述拨动阶梯配合自动切断组件传动,
[0009]
所述自动修面组件包括固定在机架上部的轴座、传动轴、修面杆以及固定在修面杆前端的修面片,所述修面杆中部与传动轴键槽连接摆动,下部设有压杆,与凸轮外周面相切配合提供给修面杆压力,
[0010]
所述自动切断组件固定在切断台上,包括与凸盘配合的拨动杆、滑移板、装夹有割刀的刀架以及滑块滑轨组件,所述拨动杆包括主动杆、支点和从动杆,主动杆前端设有主动拨柱,与所述凸盘外圆周面设有的拨动阶梯配合左右摆动,而支点固定在切断台中部,进而控制从动杆前端设有的从动拨柱拨动滑移板前后滑动,进而控制刀架进给,对零件实施切断。
[0011]
进一步地,所述修面片具有弹性,上表面与待修面的零件相切配合,通过弹性压力紧密贴合后,并在传动电机带动零件高速转动的情况下磨削修面。
[0012]
进一步地,所述滑移板下部两侧设有滑块滑轨组件,中部设有复位杆,所述复位杆设有复位弹簧,通过弹力控制滑移板和拨动杆复位。
[0013]
进一步地,所述滑移板与从动拨柱配合处设有u形孔,并保留从动拨柱的足够行程空间。
[0014]
本实用新型的有益效果是:
[0015]
1.该基于单轴驱动的自动修面、切断装置通过水平、竖直调节丝杆副控制定位传动电机带动装夹有待修面、切断的零件的三爪卡盘,并通过电动滑移丝杆副进给上料,方便实用;
[0016]
2.通过单一驱动轴完成对凸轮和凸盘的同步传动,进而控制自动修面组件与自动切断组件协调同步动作,高效有序;
[0017]
3.再由拨动杆控制滑移板自动前后进刀或退刀,一机多用,修面、切断一机完成,节省换机对刀时间,省时省力,节约设备成本,实用方便。
附图说明
[0018]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0019]
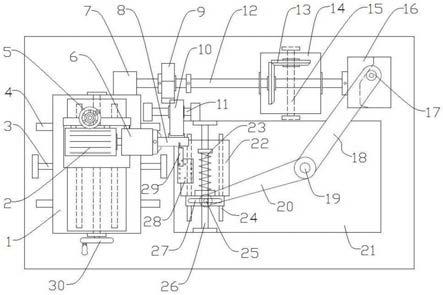
图1为本实施例基于单轴驱动的自动修面、切断装置的结构示意图;
[0020]
图2为本实施例所述凸轮与修面杆配合对零件进行修面的结构示意图;
[0021]
其中,1-装夹滑移台,2-传动电机,3-电动滑移丝杆副,4-滑块滑轨组件,5-竖直调节丝杆副,6-三爪卡盘,7-轴承座,8-待修面、切断的零件,9-凸轮,901-缺角,10-修面杆,101-压杆,102-修面片,11-传动轴,12-驱动轴,13-斜齿轮,14-斜齿轮传动箱,15-机箱内传动组件,16-凸盘,17-主动拨柱,18-主动杆,19-支点,20-从动杆,21-切断台,22-滑移板,23-复位弹簧,24-滑轨,25-从动拨柱,26-复位杆,27-u形孔,28-刀架,29-割刀,30-水平调节丝杆副。
具体实施方式
[0022]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0023]
请参阅图1-2,本实施例提出一种基于单轴驱动的自动修面、切断装置,包括载有三爪卡盘6的装夹滑移台1、由机箱内传动组件15带动的驱动轴12、固连在驱动轴12上的凸轮9和凸盘16,以及自动修面组件和自动切断组件。
[0024]
具体地说,所述装夹滑移台1固连在电动滑移丝杆副3上,用于进给上料,底部平行
于丝杆副设置有滑块滑轨组件4,上部固连有水平调节丝杆副30和竖直调节丝杆副5,其中竖直调节丝杆副5的底座竖直固定在水平调节丝杆副30的丝杆滑块上,竖直调节丝杆副5的丝杆滑块固连有传动电机2的底座,和三爪卡盘轴承座,所述传动电机2的主轴固连三爪卡盘6,所述三爪卡盘6前端夹持有待修面、切断的零件8。
[0025]
所述驱动轴12通过轴承座7设置在机架上端面后侧,并由机箱内传动组件15通过斜齿轮传动箱14带动,驱动轴12中部键槽配合固连有凸轮9,端部固连有凸盘16,所述凸轮9设有缺角901,配合自动修面组件给予待修面零件表面磨削加工,所述凸盘16外圆周面设有按照拨动杆需要的行程设计的拨动阶梯,所述拨动阶梯配合自动切断组件传动。
[0026]
所述自动修面组件包括固定在机架上部的轴座、传动轴11、修面杆10以及固定在修面杆前端的修面片102,所述修面杆10中部与传动轴11键槽连接摆动,下部设有压杆101,与凸轮9外周面相切配合提供给修面杆10压力,所述自动切断组件固定在切断台21上,包括与凸盘16配合的拨动杆、滑移板22、装夹有割刀29的刀架28以及滑块滑轨组件,所述拨动杆包括主动杆18、支点19和从动杆20,主动杆18前端设有主动拨柱17,与所述凸盘16外圆周面设有的拨动阶梯配合左右摆动,而支点19固定在切断台21中部,进而控制从动杆20前端设有的从动拨柱25拨动滑移板22前后滑动,进而控制刀架28进给,对零件实施切断。
[0027]
进一步的实施方案是,所述修面片102具有弹性,上表面与待修面的零件相切配合,通过弹性压力紧密贴合后,并在传动电机2带动零件高速转动的情况下磨削修面。
[0028]
进一步的实施方案是,所述滑移板22下部两侧设有滑块滑轨组件,中部设有复位杆26,所述复位杆26设有复位弹簧23,通过弹力控制滑移板22和拨动杆26复位。
[0029]
进一步的实施方案是,所述滑移板22与从动拨柱25配合处设有u形孔27,并保留从动拨柱25的足够行程空间。
[0030]
上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1