一种用于去除筒体管嘴内孔口锐边的打磨装置的制作方法
[0001]
本实用新型涉及的是机械精加工中打磨工具技术领域,具体地说是一种用于去除筒体管嘴内孔口锐边的打磨装置。
背景技术:
[0002]
在制作航空液压缸类零件或者是作动筒时,经常会遇到筒体管嘴类工件,由于在筒体中设置管嘴,管嘴的内孔与筒体的内孔相交处所形成的内孔口有锐边,这个锐边必须要进行抛光打磨处理。如果不进行抛光处理,即不进行打磨或打磨效果不好,则活塞在液压缸里作往复运动时,活塞上的o型圈很容易被管嘴中这个锐边刮伤,从而影响液压缸的使用寿命。而在飞机液压系统中,由于作动筒具有结构简单、工作可靠,因而被广泛地应用于飞机舵面的操纵,起落架、襟翼和减速板的收放,发动机尾喷口、反推装置、进气锥和燃油泵的操纵等场合。而应用于飞机起落架上的作动筒,针对不同安装位置,有不同的功能作用,有用于解锁的,用于收放的,用于吸能减震,以及协助转弯控制飞机姿态等功能作用。如用于解锁的作动筒,作动筒在收放或开闭过程中,当活塞或活塞杆在运动过程中,内置于作动筒内的机械锁在使用过程中,如果筒内孔口不光滑,则可能会将运动的活塞或活塞杆卡住,使其不能动作,从而导致紧急状况下作动筒会产生不能正常开锁的现象。
[0003]
现有技术中在对筒体管嘴内孔口锐边进行打磨的装置,其结构主要是由车刀刀体磨制成带切削刃的细长刀杆,从管嘴处伸入进筒体对其管嘴内孔口锐边进行手动刮削。使用现有的打磨装置虽亦能去除筒体管嘴内孔口锐边,但其不足之处是:对工人的操作技能要求较高,刮削量不均匀,表面粗糙度难以保证,同时操作比较麻烦,抛光打磨效率低。
[0004]
而随着航空产业的快速发展,不仅对产品的加工精度要求越来越高,而且对产品的外观质量要求也越来越严。而对于管嘴比较长或者是管嘴内径细小的筒体管嘴类工件,采用现有的打磨方式进行操作,不仅操作比较麻烦,打磨效率低,而且还存在加工质量差的问题,有时还会产生无法进行操作的问题。
[0005]
针对目前筒体管嘴类工件的打磨情况,采用现有人工方式进行打磨处理时,不仅需要耗费大量的人力和财力,而且由于不同操作人员的操作技能不同,存在操作手法的差异,从而导致打磨出的产品存在良莠不齐的现象,从而影响产品交付周期,满足不了大批量的生产加工,相应地,也不能满足新型航空液压缸类零件生产和开发需求。因此,需要设计一种结构简单,操作使用方便的打磨装置,来解决现有筒体管嘴类工件内孔口锐边打磨困难的问题。
技术实现要素:
[0006]
本实用新型要解决的技术问题是针对背景技术中存在的问题,提供一种结构简单,使用方便的打磨状态,以此解决现有筒体管嘴类工件打磨困难的问题,具体地说是一种用于去除筒体管嘴内孔口锐边的打磨装置。
[0007]
为解决上述技术问题,本实用新型所采用的技术方案为:一种用于去除筒体管嘴
内孔口锐边的打磨装置,包括有上壳体、下壳体、螺钉、打磨单元、传动单元和驱动单元,所述上壳体和下壳体均设置呈条状结构,所述上壳体和下壳体之间通过螺钉相连接,在所述下壳体中设有凹槽腔,所述传动单元设置于下壳体中的凹槽腔内,所述驱动单元穿过上壳体与传动单元的一端相接触连接,所述打磨单元穿过上壳体与传动单元的另一端相接触连接,所述传动单元通过驱动单元提供动力,带动打磨单元同步运动,通过打磨单元实现对筒体管嘴内孔口锐边进行打磨处理。
[0008]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述打磨单元由刀头、连接杆和从动齿轮组成,所述传动单元为多个相互啮合的传动齿轮和用于固定传动齿轮的连接轴组成,所述驱动单元由主动齿轮和固定于主动齿轮中的夹持柄组成;所述从动齿轮设置于下壳体中的凹槽腔内,并与构成传动单元中的后端一个传动齿轮相啮合,所述连接杆的下端穿过上壳体与从动齿轮固定连接,所述刀头设置于连接杆的上端,并位于所述上壳体上方,所述主动齿轮设置于下壳体中的凹槽腔内,并与构成传动单元中的前端一个传动齿轮相啮合,所述夹持柄的下端与主动齿轮固定连接,其上端穿过上壳体,并位于上壳体的外侧;通过所述夹持柄与外部动力装置连接,用于给主动齿轮提供动力,通过所述主动齿轮带动传动齿轮和从动齿轮同步运动。
[0009]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述从动齿轮、传动齿轮和主动齿轮均为结构相同的内六角直齿轮结构。
[0010]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述传动齿轮至少设有三个,所述连接轴的上端固定于上壳体中,其下端固定于下壳体中,所述传动齿轮与连接轴之间设置呈垂直状态,所述传动齿轮在外力作用下,可围绕所述连接轴转动。
[0011]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述刀头设置呈上小下大的伞形结构,并在刀头的侧面设有多个均匀分布的刀刃,所述刀头与连接杆为可拆卸方式相连接。
[0012]
采用本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,由于设有打磨单元、传动单元和驱动单元,通过驱动单元与外部动力装置相连接来提供动力,利用传动单元带动打磨单元同步运动,最后即可通过打磨单元实现对筒体管嘴内孔口锐边进行打磨处理。同时,通过对打磨装置中打磨单元、传动单元和驱动单元相关组件的尺寸和装配数量进行改变,以此来适应各种不同筒体管嘴类工件内孔口锐边进行去除打磨加工,可广泛应用于油缸、作动器等带管嘴的筒体去除管嘴内孔口锐边的加工现场,其使用方法简单,组装及拆卸快捷方便,易于掌握与操作。本实用新型所述的打磨装置,可满足不同管径的筒体管嘴内孔口锐边打磨抛光的需求,不仅可改善作业条件,还极大地提高产品的合格率,保证产品的加工精度及质量,具有结构简单,使用方便,能够大大减轻操作人员的劳动强度,降低人工成本,打磨简单快捷,提高工作效率等优点,可广泛地应用于筒体管嘴内孔口锐边的打磨抛光需求,适合推广应用。
附图说明
[0013]
下面结合附图对本实用新型作进一步详细说明。
[0014]
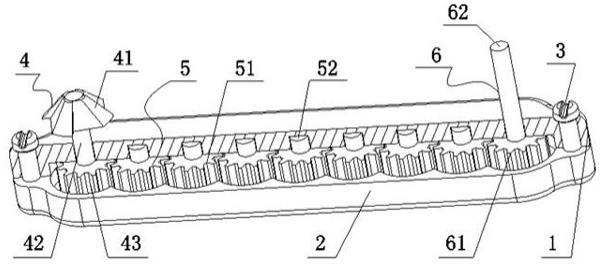
图1为本实用新型的结构示意图;
[0015]
图2为本实用新型使用状态时的结构示意图。
[0016]
图中所示:1-上壳体、2-下壳体、3-螺钉、4-打磨单元、41-刀头、42-连接杆、43-从动齿轮、5-传动单元、51-传动齿轮、52-连接轴、6-驱动单元、61-主动齿轮、62-夹持柄。
具体实施方式
[0017]
为进一步说明本实用新型的构思,以下将结合附图对本实用新型的具体实施方式作进一步说明:
[0018]
如图1所示,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,包括有上壳体1、下壳体2、螺钉3、打磨单元4、传动单元5和驱动单元6,所述上壳体1和下壳体2均设置呈条状结构,所述上壳体1和下壳体2之间通过螺钉3相连接,在所述下壳体2中设有凹槽腔,所述传动单元5设置于下壳体2中的凹槽腔内,所述驱动单元6穿过上壳体1与传动单元5的一端相接触连接,所述打磨单元4穿过上壳体1与传动单元5的另一端相接触连接,所述传动单元5通过驱动单元6提供动力,带动打磨单元4同步运动,通过打磨单元4实现对筒体管嘴内孔口锐边进行打磨处理。
[0019]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述打磨单元4由刀头41、连接杆42和从动齿轮43组成,所述传动单元5为多个相互啮合的传动齿轮51和用于固定传动齿轮51的连接轴52组成,所述驱动单元6由主动齿轮61和固定于主动齿轮61中的夹持柄62组成;所述从动齿轮43设置于下壳体2中的凹槽腔内,并与构成传动单元5中的后端一个传动齿轮51相啮合,所述连接杆42的下端穿过上壳体1与从动齿轮43固定连接,所述刀头41设置于连接杆42的上端,并位于所述上壳体1上方,所述主动齿轮61设置于下壳体2中的凹槽腔内,并与构成传动单元5中的前端一个传动齿轮51相啮合,所述夹持柄62的下端与主动齿轮61固定连接,其上端穿过上壳体1,并位于上壳体1的外侧;通过所述夹持柄62与外部动力装置连接,用于给主动齿轮61提供动力,通过所述主动齿轮61带动传动齿轮51和从动齿轮43同步运动。
[0020]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述从动齿轮43、传动齿轮51和主动齿轮61均为结构相同的内六角直齿轮结构。
[0021]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述传动齿轮51至少设有三个,所述连接轴52的上端固定于上壳体1中,其下端固定于下壳体2中,所述传动齿轮51与连接轴52之间设置呈垂直状态,所述传动齿轮51在外力作用下,可围绕所述连接轴52转动。
[0022]
进一步地,本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,其中所述刀头41设置呈上小下大的伞形结构,并在刀头41的侧面设有多个均匀分布的刀刃,所述刀头41与连接杆42为可拆卸方式相连接。
[0023]
如图2所示,在实际应用过程中,采用本实用新型所述的一种用于去除筒体管嘴内孔口锐边的打磨装置,具体操作方法是:先将本实用新型所述打磨装置从筒体的大孔端伸入,并使打磨单元4中的刀头41对准到管嘴内孔口处,然后将驱动单元6中的夹持柄62与外部动力装置连接,在外部动力的驱动下,通过驱动单元6中的主动齿轮61带动传动单元5中的传动齿轮51一同旋转,进而通过传动齿轮51带动打磨单元4中的从动齿轮43同步旋转,在从动齿轮43的作用下,并由连接杆42带动刀头41 一同旋转,最后通过刀头41对筒体管嘴内
孔口锐边进行打磨,从而实现去除筒体管嘴内孔口的锐边抛光处理。另外,通过对打磨装置中打磨单元4、传动单元5和驱动单元6相关组件的尺寸和装配数量进行改变,可以实现对各种不同筒体管嘴类工件内孔口锐边进行去除打磨加工,可广泛应用于油缸、作动器等带管嘴的筒体去除管嘴内孔口锐边的加工现场,其使用方法简单,组装及拆卸快捷方便,易于掌握与操作。
[0024]
综上所述,采用本实用新型所述的打磨装置,可满足不同管径的筒体管嘴内孔口锐边打磨抛光的需求,不仅可改善作业条件,还能极大地提高产品的合格率,保证产品的加工精度及质量,具有结构简单,使用方便,能够大大减轻操作人员的劳动强度,降低人工成本,打磨简单快捷,提高工作效率等优点,可广泛地应用于筒体管嘴内孔口锐边的打磨抛光需求,适合推广应用。
[0025]
以上所述仅为本实用新型的优选实施方式,并不用以限制本实用新型,对于本领域的技术人员来说,可以有各种更改和变化,凡利用本实用新型所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1