一种加长内圈轴承磨削自动上下料装置的制作方法
1.本实用新型涉及一种轴承磨削工装,特别是异形加长内圈轴承磨削过程中的自动上下料装置。
背景技术:
2.目前,伴随着国际轴承行业技术的进步,客户对产品的需求逐渐向集成化、单元化发展,轴承的形状日趋复杂。按原有的加工工艺,已无法满足异形轴承产品的磨削加工,尤其是加长内隔圈产品,若想采用自动连线的方式进行高效率生产,现有的工装夹具并不合理,其结构和尺寸范围无法完成对加长内圈产品的装夹。
技术实现要素:
3.针对现有设备工装夹具的不足,本实用新型旨在提供一种结构合理、调整灵活、定位准确的轴承磨削自动上下料装置。
4.本实用新型的技术解决方案是:一种加长内圈轴承磨削自动上下料装置,由主机械手、机械爪a和机械爪b构成,其特征在于:所述的主机械手一端设有安装孔,另一端设有条形槽a和条形槽b,所述的机械爪a前端部设有合金支点、中部设有条形滑槽a、后端通过紧固螺栓a与主机械手的条形槽a相接,所述的条形滑槽a上装有辅助支点a,所述的机械爪b前端部设有合金支点、中部设有条形滑槽b、后端通过紧固螺栓b与主机械手的条形槽b相接,所述的条形滑槽b上装有辅助支点b,所述的条形滑槽a和条形滑槽b之间、产品的后端部装有轴向档杆。
5.本实用新型同现有技术相比具有以下优点:满足异形加长内圈轴承自动上下料磨削,实现产品的连线生产,提升生产效率、降低加工成本、保证产品质量。
附图说明
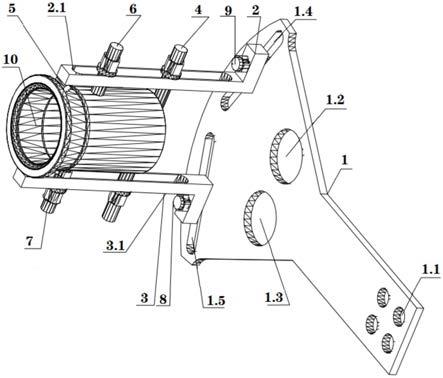
6.图1为本实用新型实施例的示意图。
7.图中:1、主机械手,2、机械爪a,3、机械爪b,4、轴向档杆,5、合金支点,6、辅助支点a,7、辅助支点b,8、紧固螺栓b,9、紧固螺栓a,10、产品,1.1、安装孔,1.2、减重孔a,1.3、减重孔b,1.4、条形槽a,1.5、条形槽b,2.1、条形滑槽a,3.1、条形滑槽b。
具体实施方式
8.下面结合附图说明实施例:
9.主机械手1采用白钢加工而成,在主机械手1一端设有四个安装孔1.1,另一端设有条形槽a1.4和条形槽b1.5,中部设有减重孔a1.2和减重孔b1.3;机械爪a2前端部设有合金支点5、中部设有条形滑槽a2.1、后端通过紧固螺栓a9与主机械手1的条形槽a1.4相接,在条形滑槽a2.1上装有辅助支点a6;机械爪b3前端部设有合金支点5、中部设有条形滑槽b3.1、后端通过紧固螺栓b8与主机械手1的条形槽a1.5相接,条形滑槽b3.1上装有辅助支点b7;在
条形滑槽a2.1和条形滑槽b3.1之间、产品10的后端部装有轴向档杆4。
10.本实用新型实现产品的自动连线生产,避免产品下线,提升生产效率,保证产品质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1