智能化填加引流砂装置的制作方法
1.本实用新型涉及钢铁冶金技术领域,具体涉及一种智能化填加引流砂装置。
背景技术:
2.引流砂,是钢包底部水口填充材料,引流砂直接影响钢包自动开浇率,是钢包保护浇铸的关键因素之一,对钢材质量影响较大。钢包浇钢时,打开滑板,引流砂不能自动从钢包上水口和水口座砖内流出,造成钢包不能自动开浇。钢包不能自动开浇需要进行烧水口引流操作,而这样会给钢坯质量带来以下影响:(1)钢水氧含量增加;(2)钢水注流冲击中间包液面,造成钢液卷渣;(3)增加工人劳动强度并带来安全隐患。现有引流砂填加都是采用人工的方式,人工填加会带来填装不标准、引流砂粒度和温度不一致、自动开浇率低等问题。因此,需要一种可以自动添填加引流砂的装置,避免钢包不能自动开浇,克服人工填加的缺陷。
技术实现要素:
3.(一)要解决的技术问题
4.为了克服现有技术不足,现提出一种智能化填加引流砂装置,解决了现有的引流砂不能自动从钢包上水口和水口座砖内流出,导致钢包无法自动开浇,影响钢坯质量等问题。
5.(二)技术方案
6.本实用新型通过如下技术方案实现:本实用新型提出了一种智能化填加引流砂装置,包括料斗、卷扬机、下料管,所述料斗内盛装引流砂,所述卷扬机连接下料管,所述料斗内的引流砂可流入下料管,在现有技术的基础上,本实用新型进一步作出如下改进:还包括识别与控制系统、限位开关,所述限位开关设置在钢车运行的钢轨上,其安装的位置在于钢车触碰限位开关停车,下料管刚好正对钢包出钢口,所述识别与控制系统和卷扬机通讯连接,用于识别钢车停车并控制卷扬机动作。
7.优选的,还包括搅拌加热器,所述搅拌加热器的进料口与料斗的出料口连接。
8.优选的,还包括称量斗,所述称量斗的进料口承接搅拌加热器的出料口。
9.优选的,还包括旋转溜槽,所述旋转溜槽的首端承接称量斗的出料口,尾端连接下料管。
10.优选的,所述识别与控制系统与搅拌加热器通讯连接。
11.优选的,所述识别与控制系统包括摄像头、计算机。
12.优选的,所述料斗可设置2
‑
4个,盛装不同种类的引流砂,且料斗管壁预埋管道,管道内通热蒸气。
13.优选的,所述称量斗的称量精度
±
1kg。
14.优选的,所述下料管由钢管制成,外部涂膜耐火材料,头部为馒头形状的喇叭口。
15.(三)有益效果
16.本实用新型相对于现有技术,具有以下有益效果:
17.使用自动化设备与信息化方法相结合的智能化添加引流砂装置不仅能解决因人工技术水平高低所带来的操作差异,进而提高钢包自动开浇率,而且节约了劳动力、改善了一线员工的工作环境,该装置设计简单、使用方便,是未来智能化钢铁企业建设过程中必不可少的智能化设备。
附图说明
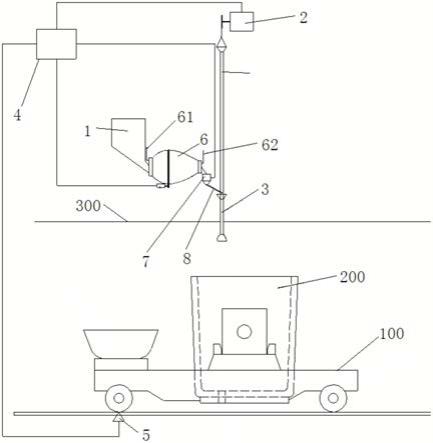
18.图1为智能化添加引流砂装置的结构示意图;
19.图2为智能化添加引流砂装置的部分结构示意图;
20.图3为智能化添加引流砂装置的下料管头部结构示意图。
21.附图标记说明如下:
22.1、料斗;2、卷扬机;3、下料管;4、识别与控制系统;5、限位开关;6、搅拌加热器;7、称量斗;8、旋转溜槽;61、热进管;62、冷出管;100、钢车;200、钢包;300、二层平台。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
24.如图1
‑
图3所示,本实施例中的智能化填加引流砂装置,包括料斗1、卷扬机2、下料管3、识别与控制系统4、限位开关5,所述料斗1内盛装引流砂,所述卷扬机2连接下料管3,所述料斗1内的引流砂可流入下料管3,所述限位开关5设置在钢车100运行的钢轨上,其安装的位置在于钢车100触碰限位开关5停车,下料管3刚好正对钢包200出钢口,所述识别与控制系统4和卷扬机2通讯连接,用于识别钢车100停车并控制卷扬机2动作。从图1可以看出,料斗1、卷扬机2、下料管3、识别与控制系统4都是设置在二层平台300上的。
25.作为本实施例的一个优选实施方式,所述识别与控制系统4包括摄像头、计算机。所述钢车100轮子触碰限位开关5停车,识别与控制系统4的摄像头拍摄钢包200的照片并回传给计算机,计算机控制卷扬机2带动下料管3下行至下料管3下部紧贴钢包200出钢口,向钢包200内填加引流砂。
26.作为本实施例的一个优选实施方式,所述装置还包括搅拌加热器6,所述搅拌加热器6的进料口与料斗1的出料口连接。所述搅拌加热器6的加热功能是通过在搅拌器外壁上安装加热管实现的,如图1所述,搅拌加热器6具有热进管61和冷出管62,热水从热进管61流入加热管,给搅拌器内的引流砂加热,防止引流砂吸潮,冷水从冷出管62排出。所述识别与控制系统与搅拌加热器6通讯连接。当识别与控制系统控制卷扬机2动作的同时也给搅拌加热器6的电机发送控制信号,控制其运行,通过搅拌加热器6可以混匀不同批次引流砂。
27.作为本实施例的一个优选实施方式,所述装置还包括称量斗7,所述称量斗7的进料口承接搅拌加热器6的出料口,用于给引流砂称重,所述称量斗7的称量精度为
±
1kg。
28.作为本实施例的一个优选实施方式,所述装置还包括旋转溜槽8,所述旋转溜槽8的首端承接称量斗7的出料口,尾端连接下料管3。从称量斗7称重后的引流砂经过旋转溜槽8进入下料管3。所述下料管3由钢管制成,外部涂膜耐火材料,头部为馒头形状的喇叭口。引
流砂在下料管3中因自身重力落入到钢包200出钢口中并在后期因下料管3头部为馒头形状的喇叭口而形成良好的外形。当识别与控制系统4识别出钢包200的使用次数,可根据钢包200的前、中、后期不同向钢包200内加入不等量的引流砂,从而更好的促进钢包200自动开浇。
29.作为本实施例的一个优选实施方式,所述料斗1可设置2
‑
4个,盛装不同种类的引流砂,且料斗1管壁预埋管道,管道内通热蒸气,防止引流砂受潮。
30.引流砂填加完成后,本实施例的命令卷扬机2将下料管3提升至预加料位,随后钢包200开进转炉炉底参与出钢作业。
31.上面所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围,本实用新型请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1