测扭油缸的槽磨夹具的制作方法
1.本实用新型涉及测扭油缸的槽磨加工技术领域,特别地,涉及一种测扭油缸的槽磨夹具。
背景技术:
2.测扭油缸类零件是航空发动机中典型零件之一,测扭油缸类零件是一种长筒薄壁类零件,零件批次多、加工频次高、数量多,任务重,交付节点紧,在平面槽磨机床上进行该类零件的外圆槽的磨削加工时,由于外圆槽的空间小,外圆槽与中心内孔相连的位置呈刀尖锋利状,特别是边缘部位非常薄,磨削部位的温度高,热量集中,极易造成磨削部位磨削灼伤、变形的问题,测扭油缸的质量难以有效保证。
技术实现要素:
3.本实用新型提供了一种测扭油缸的槽磨夹具,以解决测扭油缸进行外圆槽的磨削加工时由于磨削部位的温度高而造成磨削部位磨削灼伤和变形的技术问题。
4.根据本实用新型的一个方面,提供一种测扭油缸的槽磨夹具,测扭油缸内沿轴向设有中心内孔,测扭油缸的第一端设有凸台且凸台内设有与中心内孔连通的凹槽,测扭油缸的第二端沿径向设有端孔,端孔通过连接孔与中心内孔相连通,槽磨夹具用于定位装夹测扭油缸,以在测扭油缸的外圆面上进行与中心内孔相连通的外圆槽的磨削加工,槽磨夹具包括夹具本体、安装于夹具本体上的旋转转盘、安装于旋转转盘上的用于与中心内孔精密配合并对测扭油缸进行轴向定位的轴向定位机构、安装于夹具本体上的用于与端孔精密配合以对测扭油缸进行角向定位的角向定位机构;轴向定位机构内设有用于将冷却液输送至外圆槽的磨削部位的冷却液输送管路,且冷却液输送管路的第一出液口正对外圆槽的磨削部位的中心,以通过冷却液从磨削部位的中心处由内向外地对磨削部位处进行磨削加工时的冷却。
5.进一步地,轴向定位机构包括与夹具本体转动连接并与旋转转盘固接的用于与中心内孔精密配合的轴向定位芯棒以及用于将轴向定位芯棒上的测扭油缸沿轴向压紧固定于旋转转盘上的压紧结构,通过压紧结构与轴向定位芯棒的配合以使测扭油缸的轴向位置固定,冷却液输送管路设于轴向定位芯棒内。
6.进一步地,轴向定位芯棒包括与测扭油缸的中心内孔间隙配合的冷却段,冷却段位于外圆槽的磨削部位处的内侧,冷却段与中心内孔之间的间隙形成与冷却液输送管路连通的第一冷却空间,冷却液输送管路内的冷却液输出至第一冷却空间,从而对外圆槽的磨削部位进行冷却。
7.进一步地,第一冷却空间与连接孔相连通,以使第一冷却空间内吸收了热量的冷却液从连接孔排出。
8.进一步地,冷却段上还设有用于使冷却液输送管路内一部分冷却液进入第一冷却空间的第二出液口。
9.进一步地,轴向定位芯棒包括与测扭油缸的中心内孔相配合的定位段,定位段的外周面包括与测扭油缸的中心内孔的内壁面贴合的圆弧面以及与测扭油缸的中心内孔的内壁面间隙配合的连接面,多个圆弧面沿周向等距排布,并通过多个连接面将多个圆弧面连接,连接面与测扭油缸的中心内孔的内壁面之间的间隙构成与第一冷却空间连通的第二冷却空间。
10.进一步地,压紧结构包括压板以及用于将压板安装于旋转转盘上的压紧螺栓,压紧螺栓上套设有压紧弹簧,压紧弹簧的两端分别与压板和旋转转盘连接,通过调节压紧螺栓使压板将测扭油缸的凸台压紧于旋转转盘上。
11.进一步地,夹具本体上设有与冷却液输送管路连通的用于与冷却液供给管路连通以将冷却液输送至冷却液输送管路内的冷却液输入结构。
12.进一步地,角向定位机构包括用于与端孔精密配合的角向定位芯棒、设于夹具本体上的用于与角向定位芯棒定位配合的定位孔以及用于将旋转转盘固定于夹具本体上的转盘限位结构,通过沿周向转动旋转转盘,并带动测扭油缸同步转动,使角向定位芯棒与端孔精密配合,同时与定位孔定位配合,进而通过转盘限位结构将旋转转盘固定于夹具本体上,使测扭油缸的角度固定。
13.进一步地,旋转转盘上沿轴向设有分度孔,多个分度孔沿旋转转盘的周向等距排布,转盘限位结构包括安装于夹具本体上卡销,夹具本体上设有用于穿设卡销的角向孔,相匹配的卡销上套设有拉紧弹簧,拉紧弹簧将卡销和夹具本体连接,通过将卡销插入分度孔中,使旋转转盘限位固定。
14.本实用新型具有以下有益效果:
15.本实用新型的测扭油缸的槽磨夹具,通过轴向定位机构与测扭油缸的中心内孔精密配合并对测扭油缸进行轴向定位,通过安装于夹具本体上的角向定位机构与测扭油缸的端孔精密配合,实现测扭油缸的角向定位,从而将测扭油缸定位装夹于槽磨夹具上,以使外圆槽的磨削部位准确,同时通过在轴向定位机构内设置冷却液输送管路将冷却液输送至外圆槽的磨削部位处的内侧,磨削加工的过程中通过冷却液从内侧对外圆槽的磨削部位处进行冷却,吸收了热量的冷却液从外圆槽的槽口排出,使得流动的冷却液持续不断地吸收外圆槽的磨削部位处的磨削热,从而避免磨削部位的温度高而造成磨削部位磨削灼伤和变形。
16.除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
17.构成本技术的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
18.图1是本实用新型优选实施例的测扭油缸的结构示意图;
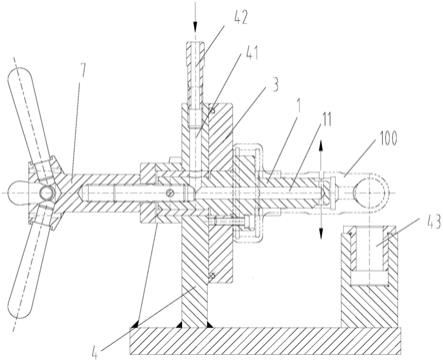
19.图2是本实用新型优选实施例的槽磨夹具的正视结构示意图;
20.图3是本实用新型优选实施例的槽磨夹具的侧视结构示意图;
21.图4是本实用新型优选实施例的轴向定位芯棒的结构示意图;
22.图5是本实用新型优选实施例的轴向定位芯棒的定位段的截面结构示意图;
23.图6是本实用新型优选实施例的角向定位芯棒的结构示意图;
24.图7是本实用新型优选实施例的压紧结构的结构示意图;
25.图8是本实用新型优选实施例的转盘限位结构的结构示意图。
26.图例说明:
27.100、测扭油缸;101、中心内孔;102、外圆槽;103、端孔;104、连接孔;105、凸台;1、轴向定位芯棒;11、冷却液输送管路;12、冷却段;121、第一出液口;122、第二出液口;13、定位段;14、定位块;15、安装段;2、角向定位芯棒;3、旋转转盘;31、分度孔;4、夹具本体;41、输入管道;42、空心连接螺栓;43、定位孔;5、压紧结构;51、压板;52、压紧螺栓;53、压紧弹簧;6、转盘限位结构;61、卡销;62、拉紧弹簧;7、转动手柄。
具体实施方式
28.以下结合附图对本实用新型的实施例进行详细说明,但是本实用新型可以由下述所限定和覆盖的多种不同方式实施。
29.图1是本实用新型优选实施例的测扭油缸的结构示意图;图2是本实用新型优选实施例的槽磨夹具的正视结构示意图;图3是本实用新型优选实施例的槽磨夹具的侧视结构示意图;图4是本实用新型优选实施例的轴向定位芯棒的结构示意图;图5是本实用新型优选实施例的轴向定位芯棒的定位段的截面结构示意图;图6是本实用新型优选实施例的角向定位芯棒的结构示意图;图7是本实用新型优选实施例的压紧结构的结构示意图;图8是本实用新型优选实施例的转盘限位结构的结构示意图。
30.如图1和图2所示,本实施例的测扭油缸的槽磨夹具,测扭油缸100内沿轴向设有中心内孔101,测扭油缸100的第一端设有凸台105且凸台105内设有与中心内孔101连通的凹槽,测扭油缸100的第二端沿径向设有端孔103,端孔103通过连接孔104与中心内孔101相连通,槽磨夹具用于定位装夹测扭油缸100,以在测扭油缸100的外圆面上进行与中心内孔101相连通的外圆槽102的磨削加工,槽磨夹具包括夹具本体4、安装于夹具本体4上的旋转转盘3、安装于旋转转盘3上的用于与中心内孔101精密配合并对测扭油缸100进行轴向定位的轴向定位机构、安装于夹具本体4上的用于与端孔103精密配合以对测扭油缸100进行角向定位的角向定位机构;轴向定位机构内设有用于将冷却液输送至外圆槽102的磨削部位的冷却液输送管路11,且冷却液输送管路11的第一出液口121正对外圆槽102的磨削部位的中心,以通过冷却液从磨削部位的中心处由内向外地对磨削部位处进行磨削加工时的冷却。可选地,夹具本体4上还安装有用于将冷却液从外圆槽102的外侧输送至磨削部位的外冷机构,以通过冷却液由外向内地对磨削部位处进行磨削加工时的冷却。
31.如图2所示,本实用新型的测扭油缸的槽磨夹具,通过轴向定位机构与测扭油缸100的中心内孔101精密配合并对测扭油缸100进行轴向定位,通过安装于夹具本体4上的角向定位机构与测扭油缸100的端孔103精密配合,实现测扭油缸100的角向定位,从而将测扭油缸100定位装夹于槽磨夹具上,以使外圆槽102的磨削部位准确,同时通过在轴向定位机构内设置冷却液输送管路11将冷却液输送至外圆槽102的磨削部位处的内侧,磨削加工的过程中通过冷却液从内侧对外圆槽102的磨削部位处进行冷却,吸收了热量的冷却液从外圆槽102的槽口排出,使得流动的冷却液持续不断地吸收外圆槽102的磨削部位处的磨削
热,从而避免磨削部位的温度高而造成磨削部位磨削灼伤和变形。
32.轴向定位机构包括与夹具本体4转动连接并与旋转转盘3固接的用于与中心内孔101精密配合的轴向定位芯棒1以及用于将轴向定位芯棒1上的测扭油缸100沿轴向压紧固定于旋转转盘3上的压紧结构5,通过压紧结构5与轴向定位芯棒1的配合以使测扭油缸100的轴向位置固定,冷却液输送管路11设于轴向定位芯棒1内。测扭油缸100沿轴向安装于轴向定位芯棒1上,中心内孔101与轴向定位芯棒1精密配合,并通过压紧结构5沿轴向将测扭油缸100压紧于旋转转盘3上,使测扭油缸100上外圆槽102的磨削部位的轴向位置准确,且测扭油缸100无法沿轴向移动。
33.如图4所示,轴向定位芯棒1包括与测扭油缸100的中心内孔101间隙配合的冷却段12,冷却段12位于外圆槽102的磨削部位处的内侧,冷却段12与中心内孔101之间的间隙形成与冷却液输送管路11连通的第一冷却空间,冷却液输送管路11内的冷却液输出至第一冷却空间,从而对外圆槽102的磨削部位进行冷却。通过第一冷却空间内的冷却对外圆槽102的磨削部位以及磨削部位的周围区域进行冷却,使外圆槽102的磨削部位具有更好的磨削环境,避免磨削热集中于外圆槽102的磨削部位以及磨削部位的周围区域而造成变形。此外,冷却液输送管路11中的冷却液先流入第一冷却空间内吸收磨削热,吸收完磨削热后从外圆槽102流出,使冷却液能更顺利地排出。在本实施例中,冷却段12的外周面与外圆槽102的磨削部位处中心孔的内壁面之间的间隙构成环状的第一冷却空间。
34.如图2和图4所示,第一冷却空间与连接孔104相连通,以使第一冷却空间内一部分吸收了热量的冷却液从连接孔104排出。第一冷却空间内的吸收了磨削热的冷却液,一部分从外圆槽102流出,还有一部分从连接孔104排出,从而提高了磨削热的排出效率。在本实施例中,轴向定位芯棒1靠近连接孔104的内伸端的端面与连接孔104之间的间隙将第一冷却空间与连接孔104连通。
35.如图2、图4以及图5所示,冷却液输送管路11的第一出液口121正对外圆槽102的磨削部位的内侧中心。冷却段12上还设有用于使冷却液输送管路11内一部分冷却液进入第一冷却空间的第二出液口122。第一出液口121正对外圆槽102的磨削中心部位,第二出液口122用于出液保压,以防止冷却液输送管路11堵塞。并且,通过第一出液口121和第二出液口122同时将冷却输送管路内的冷却液排入第一冷却空间中快速吸收磨削热。可选地,冷却段12设有用于使冷却液输送管路11内冷却液分别进入第一冷却空间的不同部位处的多个出液口。可选地,出液口的内径小于冷却液输送管路11的内径,以使冷却液输送管路11内冷却液快速喷出。
36.如图2、图4以及图5所示,轴向定位芯棒1包括与测扭油缸100的中心内孔101相配合的定位段13,定位段13的外周面包括与测扭油缸100的中心内孔101的内壁面贴合的圆弧面以及与测扭油缸100的中心内孔101的内壁面间隙配合的连接面,多个圆弧面沿周向等距排布,并通过多个连接面将多个圆弧面连接,连接面与测扭油缸100的中心内孔101的内壁面之间的间隙构成与第一冷却空间连通的第二冷却空间。第一冷却空间内一部分冷却液流入第二冷却空间内,进一步地提高了磨削热的排出效率。在本实施例中,定位端的径向截面形状呈棱形,棱形由相对布设的两段圆弧将两对棱边连接,两对棱边与中心内孔101的内壁面之间具有间隙,从而构成第二冷却空间,两段圆弧与中心内孔101的内壁面精密配合。在本实施例中,轴向定位芯棒1还包括与定位段13连接的用于与测扭油缸100的凹槽相配合的
定位块14。定位块14通过螺钉固定于旋转转盘3上。
37.如图3和图7所示,压紧结构5包括压板51以及用于将压板51安装于旋转转盘3上的压紧螺栓52,压紧螺栓52上套设有压紧弹簧53,压紧弹簧53的两端分别与压板51和旋转转盘3连接,通过调节压紧螺栓52使压板51将测扭油缸100的凸台105压紧于旋转转盘3上。可选地,压紧弹簧53原始长度小于测扭油缸100的凸台105的轴向宽度,通过压紧弹簧53的弹性恢复力以及压紧螺栓52的压紧力将压板51压紧固定于测扭油缸100的凸台105上,使凸台105的端面与旋转转盘3紧密贴合。可选地,压紧弹簧53原始长度大于测扭油缸100的凸台105的轴向宽度,通过调节压紧螺栓52使压板51将测扭油缸100的凸台105压紧于旋转转盘3上,压紧弹簧53为压缩状态,加工完拆卸时,拧松压紧螺栓52后压板51弹出。通过压紧弹簧53的弹性恢复力以及压紧螺栓52的压紧力将压板51压紧固定于测扭油缸100的凸台105上,使凸台105的端面与旋转转盘3紧密贴合。在本实施例中,压板51为l型。
38.如图2所示,夹具本体4上设有与冷却液输送管路11连通的用于与冷却液供给管路连通以将冷却液输送至冷却液输送管路11内的冷却液输入结构。冷却液输入结构包括设于夹具本体4上的输入管道41以及用于将输入管道41与冷却液供给管路相连通的空心连接螺栓42。轴向定位芯棒1还包括与夹具本体4转动连接的安装段15,安装段15上安装有转动手柄7。
39.如图2和图6所示,角向定位机构包括用于与端孔103精密配合的角向定位芯棒2、设于夹具本体4上的用于与角向定位芯棒2定位配合的定位孔43以及用于将旋转转盘3固定于夹具本体4上的转盘限位结构6,通过沿周向转动旋转转盘3,并带动测扭油缸100同步转动,使角向定位芯棒2与端孔103精密配合,同时与定位孔43定位配合,进而通过转盘限位结构6将旋转转盘3固定于夹具本体4上,使测扭油缸100的角度固定。在本实施例中,端孔103的所在的平面与外圆槽102的槽底平面相垂直。当端孔103调节至水平状态时,定位孔43位于端孔103的正下方,从而将角向定位芯棒2沿竖直方向依次插入端孔103和定位孔43中,从而确定测扭油缸100的角向,由于此时外圆槽102的槽底平面为竖直状态,为避免槽磨夹具与磨削机床干涉,将角向定位芯棒2取下并将旋转转盘3朝上转动90度,使外圆槽102的槽底平面为水平状态且槽口朝上,进而通过转盘限位结构6将旋转转盘3固定于夹具本体4上,而无法带动测扭油缸100沿周向转动。可选地,当端孔103调节至竖直状态时,外圆槽102的槽底平面为水平状态且槽口朝上,定位孔43位于端孔103的相对的一侧,从而将角向定位芯棒2沿水品方向依次插入端孔103和定位孔43中,从而确定测扭油缸100的角向,进而通过转盘限位结构6将旋转转盘3固定于夹具本体4上,而无法带动测扭油缸100沿周向转动。
40.如图3和图8所示,旋转转盘3上沿轴向设有分度孔31,多个分度孔31沿旋转转盘3的周向等距排布,转盘限位结构6包括安装于夹具本体4上卡销61,夹具本体4上设有用于穿设卡销61的角向孔,相匹配的卡销61上套设有拉紧弹簧62,拉紧弹簧62将卡销61和夹具本体4连接,通过将卡销61插入分度孔31中,使旋转转盘3限位固定。调节角度时,先将卡销61拉出分度孔31,然后转动旋转转盘3,使卡销61插入对应的分度孔31中。
41.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1