一种精细钢丝热镀锌铝合金的生产线的制作方法
1.本实用新型涉及金属制品防腐蚀技术领域,具体为精细钢丝热镀锌铝合金的生产线。
背景技术:
2.现今钢材腐蚀严重,钢材表面热浸镀是钢材防腐最有效的手段之一。目前热浸耐蚀金属镀层主要有锌、铝和锌
‑
铝合金三种镀层,而锌
‑
铝合金是近年来开发的一种优良热浸镀层,它的耐蚀性优于纯锌镀层,而电化学防护性能胜于纯铝镀层,还具有优良的成型性、可焊性和良好的外观。galfan合金镀层更是由于其良好的耐蚀性能和力学性能为钢丝生产企业所普遍采用。目前的生产工艺,细钢丝生产中钢丝的上锌量不易控制,易出现锌瘤堆积现象;钢丝锌层检测麻烦,成本较高;且一般采用工字轮收线,收线时钢丝每卷的重量较小,导致物流成本高和生产效率低,故而提出以上一种精细钢丝热镀锌铝合金的生产线以解决上述问题。
技术实现要素:
3.(一)解决的技术问题
4.针对现有技术的不足,本实用新型提供了一种精细钢丝热镀锌铝合金的生产线,解决了上述背景技术中提出的现有的钢丝镀锌工艺实际中细钢丝生产中钢丝的上锌量不易控制,易出现锌瘤堆积现象;钢丝锌层检测麻烦,成本较高和采用工字轮收线物流成本高、生产效率低的问题。
5.(二)技术方案
6.为实现以上目的,本实用新型通过以下技术方案予以实现:
7.一种精细钢丝热镀锌铝合金的生产线,包括按工艺条件依次连接的放线机、助镀槽、高频感应加热机、锌锅、气体抹试装置、水冷装置和收线机,所述高频感应加热机和锌锅之间设置有前定心调整辊,所述锌锅和收线机之间设置有后定心调整辊,所述锌锅包括大锌锅和小锌锅,所述小锌锅位于大锌锅内部,所述大锌锅的两侧分别固定有钢丝前检测仪和钢丝后检测仪,所述大锌锅的表面设置有主控器,所述大锌锅的内部安装有锌泵,所述小锌锅上开设有锌液入口和溢流口;所述气体抹试装置包括氮气供给单元、气刀和安装架,所述安装架安装在大锌锅内壁上部,所述安装架上活动安装有气刀,所述氮气供给单元与气刀相连。
8.进一步的,所述大锌锅采用浸入式合金管电加热,所述小锌锅采用耐蚀合金锌锅。
9.进一步的,所述气刀的孔径为3mm或6mm。
10.进一步的,所述放线机为工字轮放线机,所述收线机为象鼻子收线机。
11.进一步的,所述钢丝前检测仪和钢丝后检测仪的输出端均与主控器的输入端相连,且主控器电性连接220v市电电源。
12.进一步的,所述锌泵与锌液入口之间通过导管连通。
13.进一步的,所述助镀槽内储存有助镀剂。
14.(三)有益效果
15.本实用新型提供了一种精细钢丝热镀锌铝合金的生产线,具备以下有益效果:
16.(1)、该精细钢丝热镀锌铝合金的生产线,通过设置高频感应加热机对钢丝进行烘干及预热,能够快速地将助镀后的钢丝进行烘干,显著缩短烘干时间;通过设置气体抹试装置,气刀可以在气刀支架上前后移动,可以更方便地调整钢丝的上锌量,氮气供给单元为在线既热加热系统,可以自动设定氮气的加热温度,实现气体温度的自动控制,并保证了钢丝表面的均匀性。
17.(2)、该精细钢丝热镀锌铝合金的生产线,通过设置钢丝前检测仪和钢丝后检测仪的结构,达到了实时检测并输出锌层重量数据的效果,保证了钢丝镀锌后的锌层重量在比较精确的范围内波动,从而提高镀锌钢丝的合格率,降低钢丝镀锌的生产成本和检测成本;通过设置象鼻子收线机,使得在拔丝和热镀锌过程中实现大重量的收线、更换收线盘不需要停止生产,提高了生产效率。
附图说明
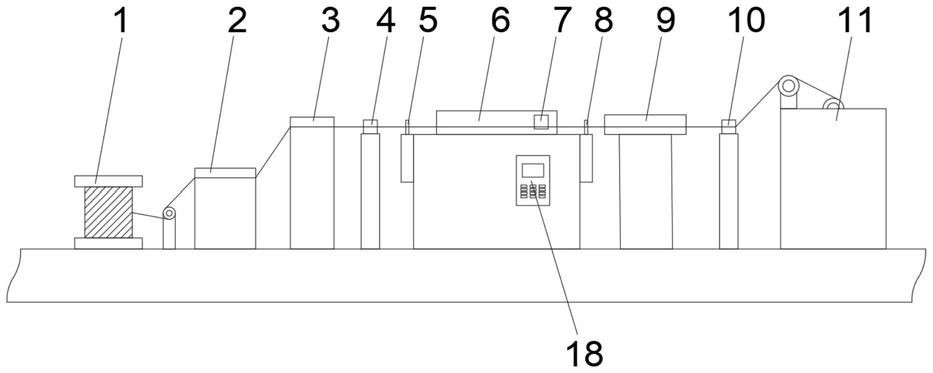
18.图1为本实用新型精细钢丝热镀锌铝合金的生产线的结构示意图;
19.图2为本实用新型精细钢丝热镀锌铝合金的生产线的锌锅的结构示意图。
20.图中:放线机1,助镀槽2,高频感应加热机3,前定心调整辊4,钢丝前检测仪5,锌锅6,气体抹试装置7,钢丝后检测仪8,水冷装置9,后定心调整辊10,收线机11,溢流口12,大锌锅13,小锌锅14,锌液入口15,锌泵16,气刀17,主控器18。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
22.请参阅图1
‑
2,本实用新型提供一种技术方案:
23.一种精细钢丝热镀锌铝合金的生产线,包括按工艺条件依次连接的放线机1、助镀槽2、高频感应加热机3、锌锅6、气体抹试装置7、水冷装置9和收线机11,放线机1为工字轮放线机,收线机11为象鼻子收线机,使得在拔丝和热镀锌过程中实现大重量的收线、更换收线盘不需要停止生产,提高了生产效率;水冷装置9为水冷螺杆式冷水机;助镀槽2内储存有助镀剂,对钢丝表面起到清洁作用;高频感应加热机3和锌锅之间设置有前定心调整辊4,锌锅6和收线机11之间设置有后定心调整辊10,锌锅6包括大锌锅13和小锌锅14,小锌锅14位于大锌锅13内部,大锌锅13采用浸入式合金管电加热,小锌锅14采用耐蚀合金锌锅;大锌锅13的两侧分别固定有钢丝前检测仪5 和钢丝后检测仪8,大锌锅13的表面设置有主控器18,钢丝前检测仪5和钢丝后检测仪8的输出端均与主控器18的输入端相连,且主控器电性连接220v 市电电源;大锌锅13的内部安装有锌泵16,小锌锅14上开设有锌液入口15 和溢流口12;锌泵16与锌液入口15之间通过导管连通;气体抹试装置7包括氮气供给单元、气刀17和安装架,安装架安装在大锌锅13内壁上部,安装架上活动安装有气刀17,氮气供给单元与气刀17相连,气刀17的孔径为 3mm或6mm。
24.工作原理,该精细钢丝热镀锌铝合金的生产线,使用时首先对直径为 0.6
‑
1.2mm的钢丝进行电镀锌处理,得到电镀锌钢丝;将电镀锌钢丝装入放线机1中,控制钢丝走线速度为40
‑
50m/min,在常温下直接浸入助镀槽2内的助镀剂中,进行助镀,得到助镀后的钢丝;经过助镀的钢丝进入高频感应加热机3中,烘干至助镀后的钢丝表面的助镀剂盐膜出现熔融为止;其中高频感应加热机3中的感应加热电流为8
‑
22a;调整锌锅6前后的前定心调整辊4 和后定心调整辊10的位置,将烘干后的钢丝浸入锌锅6中进行热浸镀;锌锅 6两侧的钢丝前检测仪5和钢丝后检测仪8,实时检测并输出锌层重量数据到主控中,保证了钢丝镀锌后的锌层重量在比较精确的范围内波动,从而提高镀锌钢丝的合格率,降低钢丝镀锌的生产成本和检测成本;将热浸镀后的钢丝提出锌锅6,在气体抹试装置7中进行气体抹试,控制气体抹试中气体温度为380
‑
450℃,气流量为2
‑
4m3/h,气体压力为0.4
‑
0.8mpa;通过水冷装置 9采用循环水对抹试处理后的钢丝进行降温冷却,最后通过收线机11调节收线,实现钢丝热镀锌铝合金,收线机11采用鼻子收线机,实现了大重量的收线且更换收线盘不需要停止生产的效果,提高了生产效率。
25.需要说明的是,在本实用新型中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1