磨抛机的制作方法
1.本实用新型涉及金相试样磨抛技术领域,尤其涉及一种磨抛机。
背景技术:
2.合金的成分、热处理工艺、冷热加工工艺直接影响金属材料的内部组织、结构的变化,从而使机件的机械性能发生变化。因此用金相分析的方法来观察检验金属内部的组织结构是工业生产中的一种重要手段,常用的金相观察检验主要可分为以下几个方面:1.原材料检验:对原材料的冶金质量情况如偏析、非金属夹杂物分布类型与级别检查;对铸造材料的铸造疏松、气孔、夹渣组织均匀性检查;对锻造件的表面脱碳、过热、过烧、裂纹、变形等情况检查。2.生产过程中的质量控制:金相分析可以提供调整工序及修改工艺参数的根据,进而指导生产,如热处理淬火加热温度、保温时问、冷却速度等是否合适(正确);化学表面热处理工艺参数的控制;锻造的起始和终锻温度是否合适等。3.产品质量检验:有些机械零件或产品除要求机械性能、物理性能指标外,有的还要求显微组织参数,作为质量评定的技术指标之一。4.失效分析:金相组织分析方法在机械失效分析方面广泛应用,对一些常见的弊病鉴定很方便。如机件表面脱碳、显微裂纹的形貌及分布特征、化学热处理缺陷、热处理后的不正常组织、晶界脆性相析出等。这些金相分析的结果常作为故障分析的根据。
3.在多数的金属材料冶炼、加工或对于金属材料的研究中,金相分析是必不可少的,金相分析的好坏取决于金相试样制备的优劣,磨抛试样即是很重要的过程。而目前的磨抛机往往只能对单一直径的金相试样进行磨抛,对不同直径的金相镶样,需要更换试样固定盘,甚至需要更换电动磨抛机,这无疑增加了金相制备成本,影响工作效率,对实验资源也产生极大的浪费。
技术实现要素:
4.本实用新型的目的在于提出一种磨抛机,能够同时对不同尺寸的试样进行磨抛,提高工作效率,节约资源。
5.为达此目的,本实用新型采用以下技术方案:
6.本实用新型提供一种磨抛机,包括磨抛盘和试样固定盘,所述磨抛盘转动设置,所述试样固定盘支撑于所述磨抛盘上,且能够与所述磨抛盘相对转动,所述试样固定盘上设置有多个贯通的试样安装孔,所述磨抛机还包括:
7.辅助夹套,选择性容置于所述试样安装孔内,试样根据其直径大小直接容置于所述试样安装孔内,或者容置于所述辅助夹套内;及
8.抵压组件,设置于所述试样固定盘上,所述抵压组件被配置为将所述试样安装孔或所述辅助夹套内的所述试样抵压于所述磨抛盘上。
9.该磨抛机将辅助夹套选择性置于试样安装孔内,试样根据其直径大小可以直接容置于试样安装孔内,或者容置于辅助夹套内,然后抵压组件将试样安装孔或辅助夹套内的试样抵压于磨抛盘上,从而能够对不同直径的试样进行磨抛,适用范围较为广泛。
10.作为上述磨抛机的一种优选方案,所述辅助夹套与所述试样安装孔间隙配合,所述辅助夹套与其内部的所述试样间隙配合。
11.辅助夹套与试样安装孔间隙配合,便于将辅助夹套放置于试样安装孔内,或者由试样安装孔内取出;辅助夹套与其内部的试样间隙配合,能够便于试样的放置和取出。
12.作为上述磨抛机的一种优选方案,所述辅助夹套为环形结构,所述辅助夹套的内径为l1,所述辅助夹套的外径为l2,所述试样安装孔的直径为l3,容置于所述辅助夹套内的所述试样为第一类试样,所述第一类试样的直径为l4,其中,0mm<l3
‑
l2<2mm,0mm<l1
‑
l4<2mm。
13.通过0mm<l3
‑
l2<2mm,能够使得辅助夹套便于放置于试样安装孔内,取出较为容易;而且不会使得辅助夹套在试样安装孔内发生歪斜;通过0mm<l1
‑
l4<2mm,能够使得容置于辅助夹套内的试样不会出现歪斜,而且便于试样的放置和取出。
14.作为上述磨抛机的一种优选方案,所述辅助夹套的截面的外周形状为正多边形结构,所述辅助夹套的内孔的截面为圆形。
15.上述辅助夹套的结构简单,容置制备。
16.作为上述磨抛机的一种优选方案,直接容置于所述试样安装孔内的所述试样为第二类试样,所述第二类试样的直径为l0,所述试样安装孔内的直径为l3,其中,0mm<l3
‑
l0<2mm。
17.第二类试样满足0mm<l3
‑
l0<2mm,能够避免第二类试样直接容置于试样安装孔内发生较大程度的歪斜,提升对第二类试样磨抛的精度。
18.作为上述磨抛机的一种优选方案,所述试样固定盘的转动方向与所述磨抛盘的转动方向相同,且所述试样固定盘的转动速度与所述磨抛盘的转动速度不等。
19.试样固定盘的转动方向与磨抛盘的转动方向相同,且试样固定盘的转动方向与磨抛盘的转动速度不等,实现试样与磨抛盘之间出现相对转动,以便于对试样进行磨抛。
20.作为上述磨抛机的一种优选方案,所述试样固定盘的转动方向与所述磨抛盘的转动方向相反。
21.试样固定盘的转动方向与磨抛盘的转动方向相反,提升试样的磨抛速率。
22.作为上述磨抛机的一种优选方案,所述抵压组件包括多个抵压部,各所述抵压部分别对应一所述试样安装孔,所述抵压部能够沿竖直方向运动,以将对应的所述试样安装孔或所述辅助夹套内的所述试样抵压于所述磨抛盘上。
23.抵压组件通过多个抵压部能够将对应的试样安装孔或辅助夹套内的试样抵压于磨抛盘上,以便于将试样进行磨抛抛光。
24.作为上述磨抛机的一种优选方案,所述抵压组件的多个所述抵压部同步升降运动。
25.抵压组件的多个抵压部同步升降运动,能够将试样安装孔内或者辅助夹套内的试样同步进行抵压,操作简单、方便。
26.作为上述磨抛机的一种优选方案,所述抵压组件的多个所述抵压部单独升降运动。
27.抵压组件的多个抵压部单独升降运动,各抵压部的活动调节灵活,能够根据需求对各抵压部的动作进行调节。
28.本实用新型的有益效果:
29.本实用新型提出的磨抛机,该磨抛机将辅助夹套选择性置于试样安装孔内,试样根据其直径大小可以直接容置于试样安装孔内,或者容置于辅助夹套内,然后抵压组件将试样安装孔或辅助夹套内的试样抵压于磨抛盘上,从而能够对不同直径的试样进行磨抛,适用范围较为广泛。
附图说明
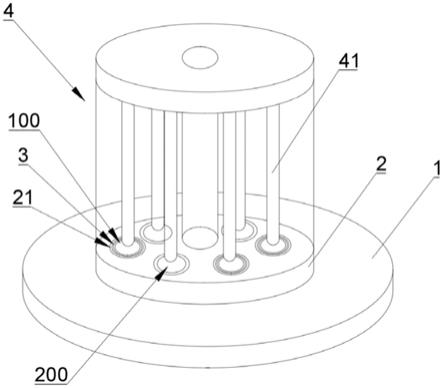
30.图1是本实用新型提供的磨抛机的结构示意图;
31.图2是本实用新型提供的磨抛机的辅助夹套的结构示意图。
32.图中:
33.1、磨抛盘;
34.2、试样固定盘;21、试样安装孔;
35.3、辅助夹套;31、内孔;
36.4、抵压组件;41、抵压部;
37.100、第一类试样;200、第二类试样。
具体实施方式
38.为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本实用新型实施例的技术方案作进一步的详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
39.在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
41.本实施例提供一种磨抛机,能够同时对不同尺寸的金相试样进行磨抛,提升了工作效率。如图1和图2所示,磨抛机包括磨抛盘1和试样固定盘2,磨抛盘1转动设置,试样固定盘2支撑于磨抛盘1上,且能够与磨抛盘1相对转动,试样固定盘2上设置有多个贯通的试样安装孔21,磨抛机还包括辅助夹套3和抵压组件4,辅助夹套3选择性容置于试样安装孔21内,试样根据其直径大小直接容置于试样安装孔21内,或者容置于辅助夹套3内,抵压组件4设置于试样固定盘2上,并与试样固定盘2同步运动,抵压组件4能够将试样安装孔21或辅助
夹套3内的试样抵压于磨抛盘1上,该磨抛机能够同时对不同直径的试样进行磨抛,提升了工作效率,节约了资源。
42.其中,试样的制备:通过热镶嵌机将金属试样镶嵌入加热熔融后的电木粉中,从而获得圆柱形的金相试样,或者将待镶嵌的试样放入相匹配的橡胶模具中,倒入调制好的冷镶液,凝固后获得金相试样。
43.一实施例中,辅助夹套3与试样安装孔21间隙配合,辅助夹套3与其内部的试样间隙配合,便于将辅助夹套3放置于试样安装孔21内,或者由试样安装孔21内取出;辅助夹套3与其内部的试样间隙配合,能够便于试样的放置和取出。
44.进一步地,如图1和图2所示,辅助夹套3为环形结构,辅助夹套3的内径为l1,辅助夹套3的外径为l2,试样安装孔21的直径为l3,容置于辅助夹套3内的试样为第一类试样100,第一类试样100的直径为l4,其中,0mm<l3
‑
l2<2mm,0mm<l1
‑
l4<2mm。通过0mm<l3
‑
l2<2mm,能够使得辅助夹套3便于放置于试样安装孔21内,取出较为容易;而且不会使得辅助夹套3在试样安装孔21内发生歪斜;通过0mm<l1
‑
l4<2mm,能够使得容置于辅助夹套3内的试样不会出现歪斜,而且便于试样的放置和取出。
45.其他实施例中,辅助夹套3的截面的外周形状为正多边形结构,辅助夹套3的内孔31的截面为圆形。上述辅助夹套3的结构简单,容置制备。
46.需要注意的是,辅助夹套3容置于试样安装孔21内并与磨抛盘1接触,因此,辅助夹套3需要采用耐磨的材料制成。例如辅助夹套3可以采用陶瓷制成。
47.可选地,直接容置于试样安装孔21内的试样为第二类试样200,第二类试样200的直径为l0,试样安装孔21内的直径为l3,其中,0mm<l3
‑
l0<2mm,该设置能够避免第二类试样200直接容置于试样安装孔21内发生较大程度的歪斜,提升对第二类试样200磨抛的精度。
48.一实施例中,试样固定盘2的转动方向与磨抛盘1的转动方向相同,且试样固定盘2的转动速度与磨抛盘1的转动速度不等,实现试样与磨抛盘1之间出现相对转动,以便于对试样进行磨抛。
49.其他实施例中,试样固定盘2的转动方向与磨抛盘1的转动方向相反,以提升试样的磨抛速率。
50.如图1所示,抵压组件4包括多个抵压部41,各抵压部41分别对应一试样安装孔21,抵压部41能够沿竖直方向运动,以将对应的试样安装孔21或辅助夹套3内的试样抵压于磨抛盘1上。抵压组件4通过多个抵压部41能够将对应的试样安装孔21或辅助夹套3内的试样抵压于磨抛盘1上,以便于将试样进行磨抛抛光。本实施例中,抵压部41为抵压杆,抵压杆能够伸入到试样安装孔21或者辅助夹套3内对试样进行抵压。
51.可选地,抵压组件4的多个抵压部41同步升降运动,能够将试样安装孔21内或者辅助夹套3内的试样同步进行抵压,操作简单、方便。当然,抵压组件4的多个抵压部41还可以单独升降运动,使得各抵压部41的活动调节灵活,能够根据需求对各抵压部41的动作进行调节。
52.需要注意的是,抵压部41伸入试样安装孔21的深度小于试样安装孔21的高度,避免在试样安装孔21未安装试样的情况下于磨抛盘1相抵接,进而导致磨抛盘1对抵压部41产生磨损。
53.本实施例以φ30mm以及φ40mm的试样的磨抛为例进行说明。
54.通过热镶嵌机将金属试样镶嵌入加热熔融后的电木粉中,从而获得φ30mm或φ40mm圆柱形金相试样,或者将待镶嵌试样放入φ30mm或φ40mm橡胶模具中,倒入调制好的冷镶液,凝固后获得镶嵌试样。
55.将φ40mm的试样直接容置于试样安装孔21内,将φ30mm的热镶或者冷镶试样套入辅助夹套3中,放入试样固定盘2的试样安装孔21内,试样固定盘2与镶样机转盘逆时针转动,在抵压杆的作用下,试样与磨抛盘1上的砂纸产生摩擦进行磨抛,从而通过辅助夹套3的设置能够同时对不同尺寸的试样同时进行磨抛,使用范围较为广泛,提高了工作效率,节约了资源。
56.于本文的描述中,需要理解的是,术语“上”、“下”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”,仅仅用于在描述上加以区分,并没有特殊的含义。
57.在本说明书的描述中,参考术语“一实施例”、“示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
58.此外,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1