一种渗锌产品内循环喷淋钝化系统的制作方法
1.本实用新型涉及金属构件防腐处理设备领域,特别涉及一种渗锌产品内循环喷淋钝化系统。
背景技术:
2.渗锌钝化处理是将工件、锌粉及催渗剂装在封闭的炉罐内加热,使锌粉原子加速运动,渗入工件组织,在工件表面形成锌或锌铁的保护层,再通过钝化液对工件进行钝化处理的过程,目前,国内外多元合金共渗产品的钝化处理一般采用将工件整体浸泡到钝化液中实现。
3.但是,采用浸泡钝化的方式对大型工件产品进行表面处理时,需要一次性投入较多的钝化液,容易造成钝化液浪费,导致工件表面处理的成本较高,同时,当采用新型无铬环保型钝化液时,由于无铬环保型钝化液分子活性高,工件在浸泡钝化过程中,钝化液长时间的暴露在空气中,钝化液的钝化效果容易失效,同样造成钝化液浪费,另外,渗锌处理后的工件表面难免会存在锌粉,将渗锌处理后的工件直接投入钝化液中浸泡,还存在工件表面锌粉无法清洗的情况,影响工件的钝化效果。
4.所以,目前亟需要一种技术方案,以解决现有大型工件采用浸泡钝化的表面处理方式,造成钝化液浪费,影响钝化效果的技术问题。
技术实现要素:
5.本实用新型的目的在于:针对现有大型工件采用浸泡钝化的表面处理方式,造成钝化液浪费,影响钝化效果的技术问题,提供了一种渗锌产品内循环喷淋钝化系统。
6.为了实现上述目的,本实用新型采用的技术方案为:
7.一种渗锌产品内循环喷淋钝化系统,包括钝化槽、悬挂输送机构和循环喷淋机构,所述钝化槽内设置钝化通道,所述悬挂输送机构用于拖挂工件沿所述钝化通道移动,所述循环喷淋机构用于向所述钝化通道内喷淋钝化液。
8.本实用新型的一种渗锌产品内循环喷淋钝化系统,通过采用喷淋方式将钝化液喷淋到工件表面,喷淋到工件表面的钝化液不仅能够实现工件钝化效果,而且能够清除工件表面附着的锌粉,提高钝化质量和钝化后工件表面外观效果,同时,喷淋后的钝化液经过循环喷淋机构循环使用,实现钝化液的循环利用,能够有效避免钝化液的浪费。
9.作为本实用新型的优选方案,所述钝化通道设置有进液口和排液口,所述循环喷淋机构包括循环管路和喷淋管路,所述喷淋管路与所述进液口连通,所述循环管路分别与所述进液口和所述排液口连通,所述循环管路上设置有加压机构。所述循环管路设置在钝化通道外,所述喷淋管路设置在钝化通道内,使进液口、喷淋管路、排液口、循环管路依次连通,形成钝化液循环流动的通路,结构简单,较容易的实现钝化液的循环利用,避免钝化液浪费。
10.作为本实用新型的优选方案,所述排液口上设置有过滤封盖。
11.作为本实用新型的优选方案,所述喷淋管路包括若干侧向喷淋管,所述侧向喷淋管上设置有若干喷淋孔。所述侧向喷淋管上的喷淋孔由钝化通道侧壁朝向钝化通道中心喷淋钝化液,对经过钝化通道的工件进行由上至下的喷淋钝化,使钝化液冲刷工件表面,保证工件的钝化效果。
12.作为本实用新型的优选方案,所有所述侧向喷淋管均沿所述钝化通道的延伸方向设置。使工件在经过钝化通道时,能够充分的受到钝化液的喷淋钝化,保证工件的钝化效果。
13.作为本实用新型的优选方案,所有所述侧向喷淋管均沿所述钝化通道的高度方向平行设置。使工件上不同高度的表面均受到钝化液的充分喷淋浸湿,使钝化液的喷淋方式与大型工件的异型表面相适应,进一步保证工件的钝化效果。
14.作为本实用新型的优选方案,所述喷淋管路还包括集流管,所有所述侧向喷淋管与所述集流管连通。采用集流管将输入钝化通道的钝化液集中输送后再分流入各侧向喷淋管,有利于保证各侧向喷淋管中钝化液的分布均匀,以实现对工件不同高度的异型表面的充分钝化,保证工件的钝化效果。
15.作为本实用新型的优选方案,所述钝化通道设置有底部喷淋管,所述底部喷淋管两端分别与所述循环管路连通,所述底部喷淋管上设置有若干喷淋孔。底部喷淋管以由下往上的方式朝向工件喷洒钝化液,集中对工件底部进行钝化,实现对工件底部的充分钝化,进一步保证工件的钝化效果。
16.作为本实用新型的优选方案,所述喷淋孔上设置有喷头。喷头的设置能够分散钝化液颗粒并增加钝化液输送压力,以保证钝化液对工件表面锌粉的彻底清除,提高钝化效果。
17.作为本实用新型的优选方案,所述悬挂输送机构包括传送机构和设置在所述传送机构上的若干悬挂链,所述悬挂链上设置有挂钩。
18.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
19.1、通过采用喷淋方式将钝化液喷淋到工件表面,喷淋到工件表面的钝化液不仅能够实现工件钝化效果,而且能够清除工件表面附着的锌粉,提高钝化质量和钝化后工件表面外观效果;
20.2、喷淋后的钝化液经过循环喷淋机构循环使用,实现钝化液的循环利用,能够有效避免钝化液的浪费。
附图说明
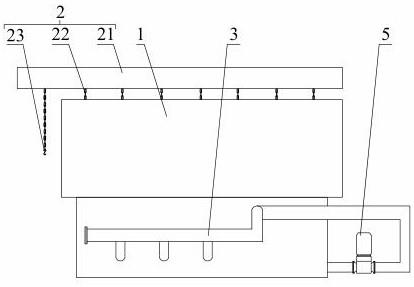
21.图1是本实用新型的一种渗锌产品内循环喷淋钝化系统的结构示意图;
22.图2是本实用新型的一种渗锌产品内循环喷淋钝化系统的俯视图;
23.图3是图2中a
‑
a剖面的局部结构示意图;
24.图标:1
‑
钝化槽,11
‑
钝化通道,12
‑
进液口,13
‑
排液口,2
‑
悬挂输送机构,21
‑
传送机构,22
‑
悬挂链,23
‑
挂钩,3
‑
循环管路,4
‑
喷淋管路,41
‑
侧向喷淋管,42
‑
喷淋孔,43
‑
集流管,44
‑
底部喷淋管,5
‑
加压机构,6
‑
过滤封盖,7
‑
喷头。
具体实施方式
25.下面结合附图,对本实用新型作详细的说明。
26.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
27.实施例1
28.如图1
‑
3所示,一种渗锌产品内循环喷淋钝化系统,包括钝化槽1、悬挂输送机构2和循环喷淋机构,所述钝化槽1内设置钝化通道11,所述悬挂输送机构2用于拖挂工件沿所述钝化通道11移动,所述循环喷淋机构用于向所述钝化通道11内喷淋钝化液,所述钝化通道11设置有进液口12和排液口13,所述循环喷淋机构包括循环管路3和喷淋管路4,所述循环管路3设置在钝化通道11外,所述喷淋管路4设置在钝化通道11内,所述喷淋管路4与所述进液口12连通,所述循环管路3分别与所述进液口12和所述排液口13连通,所述循环管路3上设置有加压机构5,使进液口12、喷淋管路4、排液口13、循环管路3依次连通,形成钝化液循环流动的通路。
29.本实施例的一种渗锌产品内循环喷淋钝化系统,在钝化槽1中设置钝化通道11,将钝化通道11的进液口12和排液口13通过管道与循环管路3和喷淋管路4连通,其中,所述循环管路3设置在钝化槽1外,循环管路3上设置加压泵作为加压机构5,将从排液口13输出的钝化液从进液口12加压输入钝化通道11,进液口12在钝化通道11内通过管道与喷淋管路4连通,从进液口12输入的钝化液从喷淋管路4输出,朝向由悬挂输送机构2拖挂的工件上喷淋,使工件在移动过程中进行喷淋钝化,表面的锌粉被冲刷干净,保证工件表面质量,提高钝化效果和钝化效率,同时,钝化液以喷淋后循环流动的形式进行重复利用,使钝化液部分时间段位于封闭的循环管路中,减少钝化液与空气接触的时间,有利于延长钝化液使用寿命,减少钝化液浪费。
30.具体的,本实施例优选所述钝化槽1为金属材质的箱式结构,在钝化槽1外设置管道收集从排液口13输出的钝化液,再通过管道分散输入设置在钝化通道11内的多个进液口12,实现对钝化液的循环利用,系统结构简单,制备容易,使用效果较好。
31.优选的,所述排液口13上设置有过滤封盖6。所述过滤封盖6以钣金折弯件螺栓连接的方式遮盖在排液口13上,过滤封盖6上设置能够阻拦钝化液中杂质经过的通孔,使钝化通道11内的钝化液经过过滤后再从排液口13输出进入循环管路3,避免循环管路3上加压泵的损坏,保证钝化液的正常循环使用,延长钝化液的使用寿命。
32.优选的,所述钝化通道11底部设置有用于排除废液的废液口,所述废液口通过管道连通至钝化通道11外,连接所述废液口的管道远离钝化通道11的一端设置常闭阀门,使钝化通道11中沉淀的废渣能够进入该管道中沉积,对钝化液起到一定的过滤作用,提高钝化液的利用效率,保证钝化效果,在需要排除失效钝化液时,只需要开启常闭阀门,操作简单。
33.优选的,所述喷淋管路4包括若干侧向喷淋管41,所述侧向喷淋管41上设置有若干喷淋孔42,若干所述侧向喷淋管41沿钝化通道的延伸方向设置,若干所述侧向喷淋管41沿钝化通道11的高度方向平行设置。
34.具体的,本实施例优选沿所述钝化通道11延伸方向的两侧相向设置侧向喷淋管
41,所述侧向喷淋管41上均匀间隔设置若干喷淋孔42,从进液口12进入钝化通道11的钝化液从喷淋孔42输出后,以斜向下的方向朝向拖挂移动状态的工件进行喷淋钝化,钝化通道11两侧的喷淋孔42输出的钝化液从工件移动方向的两侧同时喷淋工件,最大程度的保证工件表面的完全钝化,提高钝化效果。
35.进一步的,本实施例优选沿所述钝化通道11高度方向的一侧面上设置两条相互平行的侧向喷淋管41,使位于钝化通道11一侧面上的侧向喷淋管41从不同高度上对工件表面进行喷淋钝化,以避免由于工件表面结构的异型情况而导致的钝化液未完全附着的情况,最大程度的提高钝化效率,保证钝化效果。
36.优选的,所述喷淋管路4还包括集流管43,若干所述侧向喷淋管41与所述集流管43连通。本实施例优选位于所述钝化通道11一侧面上的沿高度方向平行设置的侧向喷淋管41通过一根集流管43连通,通过集流管43将从进液口12输出的钝化液分散至每一根侧向喷淋管41中,方便钝化液的均匀分散,可根据实际情况,调整侧向喷淋管41的通径大小,以实现对钝化液输出流量大小的控制,保证工件表面钝化效果的均匀性。
37.优选的,所述悬挂输送机构2包括传送机构21和设置在所述传送机构21上的若干悬挂链22,所述悬挂链22上设置有挂钩23。
38.本实施例优选所述传送机构21为传动履带,所述悬挂链22为链条,所述悬挂链22一端与传动履带连接,另一端悬挂有s型挂钩23,使能够根据钝化通道11的形状,在钝化通道11顶部设置传动履带,拖挂悬挂链22移动,带动悬挂链22上悬挂的工件从钝化通道11中移动通过,其中,s型挂钩23能够根据工件的大小、类型,调整位于悬挂链22上的位置,使工件能够顺利的通过钝化通道11,保证钝化过程的顺利进行。
39.实施例2
40.如图1
‑
3所示,本实施例的一种渗锌产品内循环喷淋钝化系统,结构与实施例1相同,区别在于:所述钝化通道11设置有底部喷淋管44,所述底部喷淋管44两端分别与所述循环管路3连通,所述底部喷淋管44上设置有若干喷淋孔42,所述喷淋孔42上设置有喷头7。
41.本实施例的一种渗锌产品内循环喷淋钝化系统,优选沿钝化通道11横向方向设置底部喷淋管44,沿钝化通道11延伸方向设置多条底部喷淋管44,相邻所述底部喷淋管44相互平行,且两端延伸至钝化通道11外,与循环管路3连通,底部喷淋管44上设置喷头7,使从喷头7输出的钝化液以由下往上的方式朝向工件喷洒钝化液,集中对工件底部进行钝化,配合侧向喷淋管41,实现对工件表面的充分钝化,保证工件的钝化效果。
42.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1