汽车的片簧用钢及其片的制造方法与流程
汽车的片簧用钢及其片的制造方法
1.本发明涉及适用于制造汽车用片簧的片的钢。
2.汽车用片簧通常是为了小货车、载重车和其他车辆而制造的。用于这样的制造的材料固有地面临着以下问题:不能同时满足良好的疲劳以及具有高水平的抗拉强度的双重要求以满足其结构部件的汽车工业的要求。此外,对这些材料的另一个强制性要求是其必须具有良好的可成形性和抗疲劳性,使得其可以用于制造汽车用机械部件例如片簧和底盘构件。
3.因此,投入了大量的研究和开发努力以开发这样的材料:其机械加工性良好,同时具有高于1750mpa的高屈服强度和足够的冲击韧性。
4.汽车的片簧用钢的领域中的较早的研究和开发已经产生了用于生产高强度和良好的可成形性的数种方法,本文中列举了其中的一些以用于对本发明的明确理解。
5.ep2514846为通过使用具有高疲劳强度的片簧用钢而获得的悬架片簧,所述钢包含:c:0.40%至0.54%,si:0.40%至0.90%,mn:0.40%至1.20%,cr:0.70%至1.50%,ti:0.070%至0.150%,b:0.0005%至0.0050%,和n:0.0100%或更少,任选地cu:0.20%至0.50%、ni:0.20%至1.00%、v:0.05%至0.30%和nb:0.01%至0.30%中的至少一者,余量为fe和不可避免的杂质,其中ti含量和n含量满足ti/n≥10的关系,以及其中悬架片簧具有至少510的维氏硬度和回火马氏体组织。ep2514846悬架片簧具有施加至片簧的650mpa至1900mpa的弯曲应力。但是ep2512846的钢在具有良好的抗疲劳性的同时不具有足够的紧缩。
6.因此,根据以上提及的出版物,本发明的目的是提供片簧的片用钢,使得可以同时获得具有高于1750mpa的抗拉强度、高于480hv的硬度和至少25%或更大的紧缩。
7.因此,本发明的目的是通过使得可获得适合于制造片簧的片的机械操作的同时具有以下的钢来解决这些问题:
[0008]-大于或等于1650mpa,并且优选地高于1750mpa的抗拉强度。
[0009]-在1100mpa的最小应力下至少120000次循环的疲劳耐力,并且优选地大于在1100mpa的最小应力下至少125000次循环的疲劳耐力。
[0010]-至少25%或更大,并且优选地大于30%的紧缩。
[0011]-500hv或更大,并且更优选地大于510hv的硬度。
[0012]
优选地,这样的钢适用于制造其中各片可以具有高至60mm*100mm的截面的片簧,以及该钢还适用于汽车的其他结构部件例如底盘构件。
[0013]
本发明的另一个目的还在于使得可获得与常规工业应用相容同时对制造参数变化稳健的用于制造这些机械部件的方法。
[0014]
碳以0.4%至0.7%存在于本发明的钢中。碳为通过产生低温转变相例如马氏体来提高本发明的钢的强度所需的元素,但是碳含量小于0.4%将不能向本发明的钢赋予抗拉强度。另一方面,在超过0.7%的碳含量下,由于在热轧之后的冷却期间过量形成先共析渗碳体而不利地影响韧性。此外,过量形成先共析渗碳体还针对对片簧的片的机械操作例如冲孔、钻孔、珩磨或磨削。碳含量有利地在0.45%至0.6%,并且更特别地0.5%至0.6%的范
围内。
[0015]
锰以0.5%至1.5%添加在本发明的钢中。该元素为γ相生成元素(gammagenous)。锰提供固溶强化以及抑制铁素体转变温度并降低铁素体转变速率,因此有助于形成马氏体。需要至少0.5%的量以赋予强度以及有助于形成马氏体。但是当锰含量大于1.5%时,其产生不利的影响,例如其延迟在机械操作之后的冷却期间奥氏体向马氏体的转变。高于1.5%的锰含量在凝固期间可能在钢中产生过度偏析,以及损坏材料内部的均匀性,这可能导致在热加工过程期间的表面裂纹。锰的存在的优选限度为0.6%至1.4%,并且更优选为0.7%至1.3%。
[0016]
硅以1%至2.5%存在于本发明的钢中。硅通过固溶强化赋予本发明的钢以强度并且还充当脱氧剂。硅为可以延迟在机械操作之后的冷却期间的碳化物析出的成分,因此,硅促进马氏体的形成。但是硅还为铁素体形成物并且还提高了ac3转变点,这将推动奥氏体温度至更高的温度范围,这是将硅的含量保持在最大2.5%的原因。高于2.5%的硅含量还可能导致回火脆化。硅的存在的优选限度为1.1%至2.4%,并且更优选为1.2%至2.3%。
[0017]
铝的含量为0.001%至0.1%。铝除去在钢水中存在的氧以防止氧在凝固期间形成气体相。铝还将氮固定在钢中以形成氮化铝,从而减小晶粒的尺寸。但是对于大于0.1%的铝含量,脱氧效果饱和。铝还控制本发明的钢的晶粒尺寸。高于0.1%的较高的铝含量导致出现使疲劳极限和机械加工性劣化的粗富铝氧化物。铝的存在的优选限度为0.001%至0.09%,并且更优选为0.001%至0.03%。
[0018]
镍以0.1%至1%添加至本发明中以提高本发明的钢的强度并改善特别是在淬火和回火之后的韧性。镍在改善其抗点蚀性方面是有益的。需要最少0.1%以得到这样的效果。将镍添加至钢组成中以降低碳在奥氏体中的扩散系数,从而促进马氏体的形成。但是存在高于1%的镍含量降低马氏体起始温度,因此导致残余奥氏体的过度稳定化,从而对抗拉强度和屈服强度具有有害的影响。优选的是在本发明的钢中具有0.1%至0.9%的镍。
[0019]
铬以0.2%至1.5%存在于本发明的钢中。铬为通过固溶强化为钢提供强度的必不可少的元素并且需要最少0.2%以赋予强度,但是当使用高于1.5%时,提高淬透性超出可接受的限度,因为在冷却之后形成了粗渗碳体,从而损害了钢的可成形性和延性。与镍相同,铬添加也降低了碳在奥氏体中的扩散系数,因此促进了马氏体的形成。铬的存在的优选限度为0.3%至1.4%,并且更优选为0.4%至1.2%。
[0020]
本发明的钢的磷含量为0%至0.09%。磷趋向于在晶界处偏析或者与锰共偏析。出于这些原因,推荐尽可能少地使用磷。具体地,高于0.05%的含量可能由于晶粒间界面减聚力而导致破裂,这可能对疲劳极限有害。磷含量的优选限度为0%至0.05%。
[0021]
硫以0%至0.09%包含在内。硫形成改善机械加工性的mns析出物并有助于获得足够的机械加工性。在金属成形过程例如轧制和成形期间,可变形的硫化锰(mns)夹杂物变得伸长。如果这样的伸长的mns夹杂物与负荷方向不对齐,则夹杂物可能对机械特性例如紧缩和冲击韧性具有相当大的不利影响。因此,将硫含量限制为0.09%。硫含量的优选范围为0%至0.05%,并且更优选为0%至0.02%以获得机械加工性与疲劳极限之间的最佳平衡。
[0022]
氮以0%至0.09%的量在本发明的钢中。将氮限制为0.09%以避免材料的老化并且使对钢的机械特性有害的在凝固期间氮化铝的析出最小化。氮还与钒、钛和铌形成氮化物和碳氮化物以向本发明的钢赋予强度。
[0023]
钼为任选元素并且可以以0%至0.5%存在于本发明中。添加钼以通过形成基于钼的碳化物来向钢赋予淬透性和硬度,以及还使贝氏体的出现延迟,因此促进马氏体的形成。然而,钼的添加过度地增加了合金元素的添加成本,因此出于经济原因,将其含量限制为0.5%。钼含量的优选限度为0%至0.4%,并且更优选为0%至0.2%。
[0024]
钒为本发明的任选元素并且含量为0%至0.2%。钒通过析出强化,特别是通过形成碳化物或碳氮化物而在增强钢的强度方面是有效的。由于经济原因,将上限保持在0.2%。
[0025]
铌以0%至0.1%存在于本发明的钢中并且适用于形成碳氮化物以通过析出硬化来赋予本发明的钢以强度。铌还将通过其作为碳氮化物的析出以及通过使加热过程期间的再结晶延迟来影响显微组织组分的尺寸。因此,在保持温度结束时以及结果在完全奥氏体化之后形成的更细的显微组织导致产物的硬化。然而,高于0.1%的铌含量在经济上得不到关注,以及形成对钢的疲劳特性有害的较粗的析出物,此外,当铌的含量为0.1%或更大时,铌还对钢热延性有害,从而在钢铸造和轧制期间产生困难。
[0026]
钛为任选元素并且以0%至0.1%存在。钛形成赋予钢以强度的钛氮化物,但是这些氮化物可能在凝固过程期间形成,因此对疲劳极限具有有害影响。因此,钛的优选限度为0%至0.05%。
[0027]
铜为残余元素并且由于钢的加工而可能以高至1%存在。直至0.5%的铜不影响钢的任何特性,但高于0.5%,热加工性显著降低。
[0028]
其他元素例如锡、铈、镁或锆可以以以下重量比例单独或组合添加:锡≦0.1%、铈≦0.1%、镁≦0.10%、0%≦硼≦0.008%和锆≦0.10%。直至所示的最大含量水平,这些元素使得可以使凝固期间的晶粒细化。钢的组成的剩余部分由铁和由加工产生的不可避免的杂质组成。
[0029]
钢的显微组织包含:
[0030]
按面积分数计,马氏体构成显微组织的75%至98%。本发明的马氏体可以包含新鲜马氏体和回火马氏体二者。然而,新鲜马氏体为任选显微成分,其优选地以0%至10%,优选地0%至8%的量限制在钢中,并且如果小于5%,则甚至更好。新鲜马氏体可以在回火之后的冷却期间形成。回火马氏体由退火之后的冷却期间,并且特别是在低于ms温度之后以及更特别地在ms-10℃至20℃形成的马氏体形成。然后将这样的马氏体在保持在回火温度下期间回火,尤其当在250℃至500℃回火。本发明的马氏体向钢赋予强度和疲劳耐力。优选地,马氏体的含量为80%至97%,并且更优选为85%至95%。
[0031]
残余奥氏体为以2%至20%存在于钢中的显微组织成分。残余奥氏体为本发明的钢给予韧性和延性。奥氏体的存在的优选限度为3%至18%,并且更优选为4%至16%。
[0032]
铁素体和贝氏体的累积量为显微组织的0%至5%。贝氏体和铁素体的累积存在直至5%没有不利地影响本发明,但高于5%,可能不利地影响机械特性。因此,将铁素体和贝氏体的累积存在的优选限度保持为0%至4%,并且更优选地保持为0%至3%。
[0033]
贝氏体在回火之前的再加热期间形成。贝氏体可以为钢赋予可成形性,但是当以过大的量存在时,其可能不利地影响钢的抗拉强度。铁素体可以在退火之后的第一冷却步骤期间形成,但是作为显微组织成分不是所需要的。必须将铁素体形成保持得尽可能低,并且优选地小于2%,或者甚至小于1%。
[0034]
根据本发明的片簧可以用下文中说明的记明的工艺参数通过任何合适的制造工艺来生产。
[0035]
本文说明了优选的示例性方法,但该实例不限制本公开内容的范围以及实例所基于的方面。另外地,本说明书中阐述的任何实例都不旨在是限制性的,而是仅阐述本公开内容的各方面可以投入实践的许多可能方式中的一些。
[0036]
优选的方法包括提供具有根据本发明的化学组成的钢的半成品铸件。铸件可以以能够被制造或加工为具有可以具有高至60mm*100mm的截面的片的片簧的任何形式例如锭或大方坯(bloom)或小方坯(billet)来完成。
[0037]
例如,将具有上述化学组成的钢铸造成小方坯,然后以棒的形式轧制,该棒可以充当用于进一步机械操作的半成品。可以进行多个轧制步骤以获得期望的半成品。
[0038]
为了准备待制造为片簧用片的钢,半成品可以在轧制之后在高温下直接使用,或者可以首先冷却至室温,然后再加热用于制造片。
[0039]
将半成品在ac3至ac3+300℃,优选地ac3+30℃至ac3+300℃的温度下再加热,其中将其保持5秒至1200秒的时间以确保横跨半成品的截面的温度均匀以及确保形成100%奥氏体。
[0040]
如果半成品的再加热温度低于ac3,则在机械操作的工具例如成形操作期间的模具或削尖期间的铣削工具上施加过大的负荷,此外,钢的温度也可能降低至低于铁素体转变起始温度,这将在最终产品中导致铁素体形成,这对疲劳和机械特性有害。另外地,对于给定的冷却速率或者给定的化学组成,应变下的冶金转变可以引起获得的显微组织的显著变化。因此,获得的显微组织将与目标显微组织完全不同,并因此机械特性将完全不同。因此,半成品的温度优选足够高使得所有机械操作均在100%奥氏体温度范围内进行和完成。必须避免在高于ac3+300℃的温度下再加热,因为其在工业上是昂贵的并且可能导致出现将影响钢的成形和削尖的液体区域。
[0041]
然后,使半成品经受在ac3与ac3+300℃之间的至少一种机械制造操作。机械操作可以包括削尖、眼孔轧制(eye rolling)、模压成形或者由半成品形成热的片簧的片所需的任何其他合适的机械操作或制造步骤。所有机械操作的优选温度为ac3+30℃至ac3+300℃,并且所有机械操作的更优选的温度为ac3+50℃至ac3+250℃。
[0042]
必须将最终的机械操作温度保持高于ac3并且这优选为有利于再结晶和机械制造的组织。优选所有机械操作,特别是最终的机械操作在大于ac3+50℃的温度下进行,因为低于该温度,钢表现出可机械制造性的显著下降。低于ac3温度,钢延性将强烈地劣化。这可能导致关于片的最终尺寸以及表面外观的劣化的问题。其甚至可能引起片簧的片的裂纹或完全失效。
[0043]
可以在对半成品进行的任何机械操作之后将半成品冷却至室温,然后再加热至ac3至ac3+300℃的温度用于随后的机械操作。可以进行在机械操作之间的数次冷却和再加热以获得所期望的热的片簧的片。在完成机械操作之后,获得了热的片簧的片,然后将热的片簧的片冷却。
[0044]
以低于50℃/秒,并且优选地低于40℃/秒,并且更优选地低于38℃/秒的平均冷却速率将热的片簧的片冷却至ms-10℃至20℃的范围内的淬火温度(在本文中也称为qt)。优选的qt温度范围为ms-50℃至20℃。在该步骤期间,特别是在超过ms温度之后将热的片簧的
片冷却时,马氏体形成。
[0045]
此后,以0.5℃/秒至150℃/秒,并且更优选地0.6℃/秒至100℃/秒的平均加热速率将热的片簧的片从温度qt加热直至250℃至500℃的范围内的回火温度(在本文中称为tt)用于使热的片簧的片回火。将热的片簧的片在tt温度下保持10秒至10000秒的时间。优选的tt温度范围为300℃至475℃。在该步骤期间,马氏体被回火并且将转变为回火马氏体。
[0046]
此后,使热的片簧的片从tt达到室温,其中将tt至室温的平均冷却速率保持低于5℃/秒,并且优选地4℃/秒,并且更优选地低于2℃/秒。选择这些平均冷却速率以进行横跨热的片簧的片的截面的均匀冷却。在冷却至室温之后,获得了片簧的片。
实施例
[0047]
本文中呈现的以下测试、实施例、图形示例和表本质上是非限制性的,并且必须仅出于说明的目的而被考虑,并且将显示本发明的有利特征。
[0048]
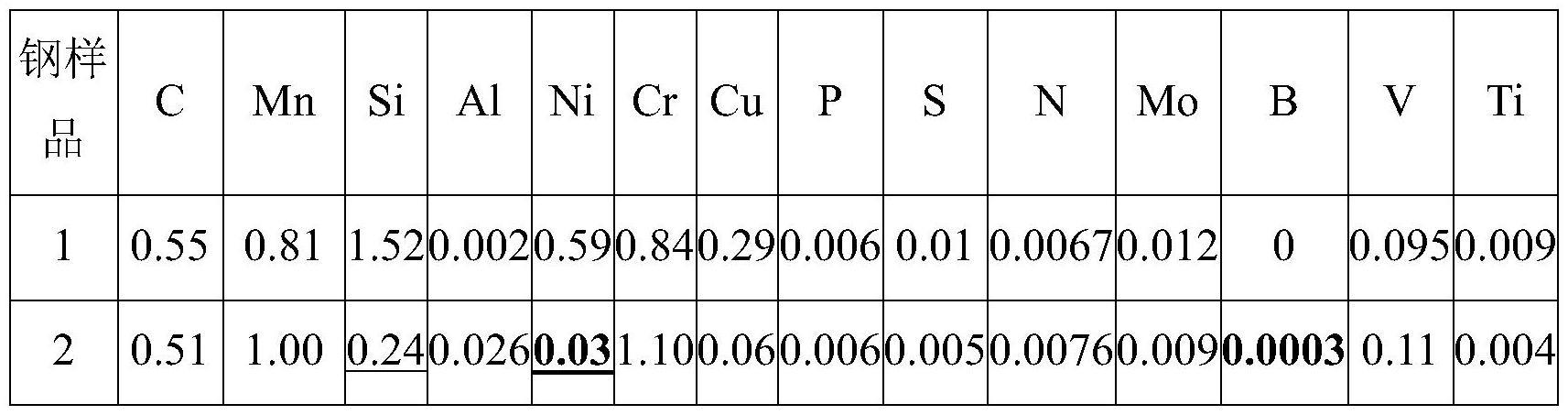
表1中汇总了由具有不同组成的钢制成的锻造机械部件,其中分别根据如表2中记明的工艺参数来生产锻造机械部件。此后,表3汇总了在试验期间获得的锻造机械部件的显微组织,以及表4汇总了获得的特性的评估结果。
[0049]
表1
[0050][0051]
表2
[0052]
表2汇总了对由表1的钢制成的半成品实施的工艺参数。试验i1至i4用于制造根据本发明的锻造机械部件。该表还说明了在表中指明为r1至r2的参照锻造机械部件。
[0053]
表2如下:
[0054][0055]
i=根据本发明;r=参照;带下划线的值:没有根据本发明。
[0056]
表3
[0057]
表3例示了以面积分数计在用于确定发明钢和参照钢二者的显微组织的不同显微镜例如扫描电子显微镜上根据标准进行的测试的结果。本文中记明了结果:
[0058][0059]
i=根据本发明;r=参照;带下划线的值:没有根据本发明。
[0060]
表4
[0061]
表4例示了发明钢和参照钢二者的机械特性。为了确定抗拉强度,根据nf en iso 6892-1标准进行测试。在室温下,根据具有u型缺口的en iso 148-1标准kcu试样进行用于测量发明钢和参照钢二者的韧性和疲劳的测试。汇总了根据标准进行的各种机械测试的结果。
[0062]
表4
[0063][0064]
i=根据本发明;r=参照;带下划线的值:没有根据本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1