大废钢比下80级帘线钢冶炼中硫的控制方法与流程
1.本发明涉及线材钢铁产品80级帘线钢硫含量的控制方法,钢铁冶金生产制造领域,特别属于大废钢比在不低于25%条件下转炉生产80级帘线钢中硫含量的控制方法。
背景技术:
2.帘线钢是制造钢帘线的最重要原材料,要求很高,制造难度很大,被誉为“线材制品中皇冠上的明珠”,其主要难点在于:用户深加工流程长且复杂,需经过几十道次的拉拔和中间热处理,钢丝压缩率超过99%(直径从5.5mm拉拔至最细0.10mm),要求捻股断丝率≥6万米/次。
3.随着汽车工业的发展,使得轮胎的子午化、轻量化和高强化成为目前的发展方向,低噪声、低油耗的绿色轮胎已成为目前轮胎设计制造的主流。钢帘线作为轮胎的主要骨架材料,强度级别正在由普通强度(nt)向高强(ht)、超高强(st)和特高强(ut)方向发展。目前发达国家中,ht级钢帘线的使用量已占钢帘线总用量的60%左右,st级钢帘线的用量也已超过20%。以φ0.20mm钢丝为例,nt级、ht级、st级和ut级钢帘线的强度分别为2850、3300、3600和3800mpa,ht级钢帘线的强度比nt级产品高约15%。并且ht级钢帘线比nt级钢帘线的耐磨性能提高10%以上、安全性(刹车距离减少15%以上)更好,同时可以降低轮胎的滚动阻力(减少5%~12%油耗)。由此可以看出,高强度钢帘线在减轻轮胎重量和提高轮胎承载能力方面的潜力。但是随着强度增加,钢丝的加工性和延展性下降,为保证捻股断丝率,对原材料帘线钢的要求也愈加严格。
4.汽车轮胎用80级帘线钢,是生产轮胎支撑骨架
‑
高强度钢帘线(ht级,一般要求帘线的强度达到3300mpa以上)的最重要原料。一般是将80级帘线钢盘条除鳞后进行粗拉,然后热处理后再次拉拔至0.20
‑
0.38mm之间,再进行镀铜处理后捻股。由于拉拔的变形量很大,要求盘条必须具有极高的洁净度,尤其对钢中的有害元素磷、硫等要求很高。特别是80级帘线钢是过共析钢,钢中的硫含量高时会导致盘条产生热脆,另外,由于硫属于易偏析元素,含量高会造成偏析加剧,降低钢材塑性,引起盘条内部组织不均匀导致分层,从而使得盘条在拉拔及捻股过程断裂。因此,帘线钢要求硫含量越低越好。目前,国标gb/t 27691
‑
2017
‑
《钢帘线盘条》中明确规定:高级别80级的帘线钢硫含量控制要求≤0.010%,远高于磷含量控制≤0.020%的要求。而实际生产中,为了满足标准要求和降低盘条拉拔后捻股的断丝率,80级帘线钢中的硫含量需控制在0.0055%以下。
5.此外,采用转炉生产帘线钢的企业为控制钢中的硫含量及夹杂物水平,对加入的废钢比进行了限制,一般要求废钢比≤15%。但随着国家环保和碳中和的需要,需降低钢铁生产传统长流程中的烧结、焦化、高炉等高能耗工序,也即要求尽量用少的铁水冶炼出多的钢水,这无疑要求企业提升各钢种冶炼时的废钢比。
6.目前,一般的转炉冶炼流程企业要求废钢比至少达到25%,但大多是生产普通钢如螺纹钢等时加入的废钢较多,像帘线钢之类要求质量高的品种加入废钢大都控制在15%左右。主要是由于,当采用转炉冶炼帘线钢时加入较多的废钢后,无疑对其质量特别是成分
中的硫含量影响较大。
7.所以,针对目前采用25%以上的大废钢比转炉冶炼80级帘线钢时,对成分中要求严格的硫含量进行控制,同时保证夹杂物的塑性化,满足下游用户拉拔后捻股的断丝率要求,具有非常实际的现实意义。
技术实现要素:
8.本发明在于克服现有技术存在的不足,提供一种既能满足废钢比在25%以上的要求,又能经冶炼后的最终钢水中硫含量控制在0.0055%以下,且使断丝长度由原来的平均6.2万米/次延长至8.4万米/次的80级帘线钢冶炼中硫的控制方法。
9.实现上述目的的措施:
10.大废钢比下80级帘线钢冶炼中硫的控制方法,其特征在于:其步骤:
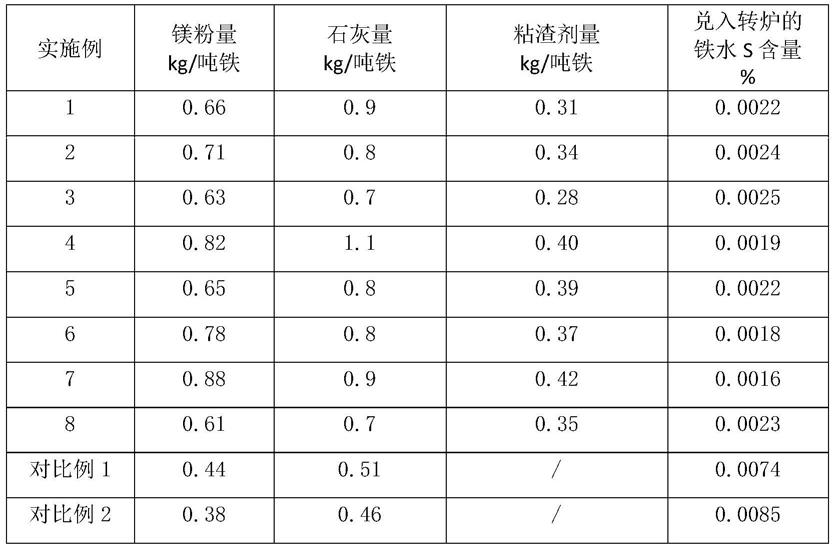
11.1)进行铁水脱硫:按照0.4
‑
1.0kg/吨铁一次性加入镁粉;在喷吹过程中按照0.6
‑
1.2kg/吨铁加入石灰;当扒渣至1/3
‑
4/5时一次性加入粘渣剂,其加入量以使终点铁水中s≤0.0025%为原则;
12.2)进行转炉冶炼:当在加入废钢的同时按照7~13kg/吨钢一次性加入粒度在10~30mm的石墨碳球,并控制出钢温度不低于1620℃,终点碳在0.08~0.15%;
13.3)进行lf精炼:在精炼到10~20min时加入顶渣,其加入量以使精炼渣的碱度r在1.8
‑
2.8为原则;在加入顶渣后精炼不低于20min时,常规加入石英砂、硅铁,并控制碱度r在0.7
‑
1.3;在碱度r为0.7
‑
1.3状态下再精炼不低于40min;精炼结束时控制硫含量≤0.0055%,且总的精炼时间在80
‑
100min;
14.4)正常进行后工序。
15.优选地:控制铁水脱硫期间加入粘渣剂后终点铁水中s≤0.0022%。
16.进一步地:80级帘线钢的组分及重量百分比含量为:c:0.80~0.85wt%、si:0.15~0.30wt%、mn:0.45~0.60wt%、p≤0.020wt%、s≤0.010wt%、p+s≤0.025wt%、其余为fe及不可避免的杂质。
17.本发明之所以在加入废钢的同时按照7~13kg/吨钢一次性加入石墨碳球,并控制出钢温度≥1620℃,终点碳在0.08~0.15%,是由于当废钢比增加到25%时,转炉冶炼热源不足,终点出钢温度一般在1600℃以下,从而会降低转炉炉渣脱硫效率。根据热平衡计算,补加相应数量的发热剂,可以保证转炉终点出钢温度≥1620℃。同时终点碳在0.08%以上可避免钢水的过氧化,减少钢中夹杂物的产生。
18.本发明之所以在精炼到10~20min时加入顶渣,其加入量以使精炼渣的碱度r在1.8
‑
2.8为原则,是由于加热升温10
‑
20min后,精炼熔渣活度高,此时加入顶渣造高碱度渣能有效去除钢中硫,并利于精炼夹杂物充分上浮。
19.本发明之所以在加入顶渣后且在精炼渣的碱度r在1.8
‑
2.8下再精炼不低于20min时,常规加入石英砂、硅铁,并控制碱度r在0.7
‑
1.3;在碱度r为0.7
‑
1.3状态下再精炼不低于40min,且总的精炼时间在80
‑
100min,是由于帘线钢需造低碱度酸性渣使夹杂物塑性化,同时要保证充分的软吹时间,利于夹杂物上浮。
20.本发明与现有技术相比,通过在冶炼中加入石墨碳球并控制出钢温度,在精炼时采用改变精炼渣碱度的方式等措施,保证了大废钢比在25%以上的转炉冶炼80级帘线钢
时,既能满足废钢比在25%以上的要求,又能经冶炼后的最终钢水中硫含量控制在0.0055%以下,更好地满足了用户对80级帘线钢盘条进行拉拔到0.20
‑
0.38mm时捻股断丝率的需要。经捻股试验统计,断丝率显著下降,断丝长度由原来的平均6.2万米/次延长至8.4万米/次;众所周知,对于直径越小,强度越高的钢帘线,则更容易断丝,如对于本强度级别的的直径为0.2mm的钢帘线,原来捻股断丝长度一般在5万米/次左右,而本发明则延长至至少7万米/次。
具体实施方式
21.下面对本发明予以详细描述:
22.表1为本发明各实施例及对比例的铁水脱硫工艺参数取值列表;
23.表2为本发明各实施例及对比例的转炉冶炼主要工艺参数取值列表;
24.表3为本发明各实施例及对比例在lf炉精炼工艺参数取值列表;
25.表4为本发明各实施例及对比例在经lf炉精炼后钢水成分列表。
26.本发明各实施例均按照c:0.80~0.85wt%、si:0.15~0.30wt%、mn:0.45~0.60wt%、p≤0.020wt%、s≤0.010wt%、p+s≤0.025wt%的要求进行成分控制。
27.本发明各实施例均按照以下步骤进行冶炼:
28.1)进行铁水脱硫:按照0.4
‑
1.0kg/吨铁一次性加入镁粉;在喷吹过程中按照0.6
‑
1.2kg/吨铁加入石灰;当扒渣至1/3
‑
4/5时一次性加入粘渣剂,其加入量以使终点铁水中s≤0.0025%为原则;
29.2)进行转炉冶炼:当在加入废钢的同时按照7~13kg/吨钢一次性加入粒度在10~30mm的石墨碳球,并控制出钢温度不低于1620℃,终点碳在0.08~0.15%;
30.3)进行lf精炼:在精炼到10~20min时加入顶渣,其加入量以使精炼渣的碱度r在1.8
‑
2.8为原则;在加入顶渣后精炼不低于20min时,常规加入石英砂、硅铁,并控制碱度r在0.7
‑
1.3;在碱度r为0.7
‑
1.3状态下再精炼不低于40min;精炼结束时控制硫含量≤0.006%,且总的精炼时间在80
‑
100min;
31.4)正常进行后工序。
32.说明:
33.以下各实施例所加废钢比均不低于25%。
34.表1本发明各实施例及对比例铁水脱硫有关工艺参数
[0035][0036]
表2本发明各实施例及对比例转炉冶炼主要工艺参数
[0037][0038][0039]
表3本发明各实施例及对比例在lf炉精炼工艺参数取值列表
[0040][0041]
表4本发明各实施例及对比例在经lf炉精炼后钢水成分列表
[0042][0043]
从表4可以看出,本发明将钢水中s的含量均控制在了0.0055%以下;在生产0.20mm
‑
0.38mm规格时经捻股,断丝率显著下降,断丝率由原来的平均6.2万米/次延长至8.4万米/次。
[0044]
上述实施例仅为最佳例举,并非对本发明技术方案的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1