模具温度控制系统的制作方法
1.本发明涉及控制压铸机的模具的温度的模具温度控制系统。
背景技术:
2.在铸造铝压铸产品的压铸机中,关于模具,由于铝液在每次注射时均进入模具中央,所以基于冷却进行的温度控制是重要的。特别地,如果模具的尺寸变大,则按每个部位容易产生温度不均,为了消除该温度不均,需要在适当的部位使用适当的冷却水量来进行散热,从而需要按每个部位改变冷却水量。然而,由于大的模具的部位极多,所以管理方法复杂,难以使用常规的方法进行管理。
3.如果查看以往的关于管理方法的文献,则存在例如专利文献1的模具温度控制装置、专利文献2的模具温度控制系统,但是仅是只记载有根据模具温度来调节冷却水量的内容,并且至多划分为2~3个区域而可变的水平的管理方法。现状是:虽然关于温度的控制方法还包含其它的文献并且文献数量众多,但是几乎没有与系统数量多的模具相关的管理方法。
4.实际上,四气缸的发动机体的模具冷却孔多,有120个系统,并且在固定模具和可动模具中热输入也不同。另外,由于模具的尺寸大到2~3m见方,所以对于各系统无法判断以哪个位置的温度为目标来进行控制为好。进而,如果以各系统的模具温度成为恒定的方式来对120个系统的各位置单独地进行控制,则存在下述的问题,即:因与相邻的系统之间的相互干扰,无法如预想的那样进行控制,无法进行如期望的那样的温度管理。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开平11-47883号公报
8.专利文献2:日本特开平10-109343号公报
技术实现要素:
9.技术问题
10.本发明是鉴于这样的问题而完成的,其目的在于提供在系统数量多的大型的模具中也能够切实地进行温度管理的模具温度控制系统。
11.技术方案
12.为了解决所述的课题,本发明具有以下的特征。
13.方案1所述的模具温度控制系统的特征在于,控制压铸机的模具的温度,并且具备:温度传感器,其检测所述模具的各部位的温度;流量控制器,其对冷却所述模具的各部位的冷却水的瞬时流量进行控制;以及控制装置,其取得由所述温度传感器检测出的模具温度,按生产周期的每个周期算出目标的模具温度与当前的模具温度之间的偏差,并将所述偏差换算为流量值而转送到所述流量控制器。
14.方案2所述的模具温度控制系统的特征在于,在方案1所述的系统中,所述控制装
置对所述模具的各部位的代表的模具温度与当前的模具温度进行比较而算出偏差,并且根据该偏差来确定流量的校正值。
15.方案3所述的模具温度控制系统的特征在于,在方案2所述的系统中,所述校正值按所述模具的每个部位为相同的值,以恒定量调整整体的流量值。
16.方案4所述的模具温度控制系统的特征在于,在方案2所述的系统中,所述校正值按所述模具的每个部位为不同的值,将上次的生产周期时的值设为100%,并且以每个部位与该值的比率来调整流量值。
17.方案5所述的模具温度控制系统的特征在于,在方案3或者方案4所述的系统中,所述控制装置预先设定使所述生产周期中的流量可变的流量程序,并且在不改变该流量程序的波形的情况下添加所述校正值。
18.方案6所述的模具温度控制系统的特征在于,在方案1所述的系统中,所述控制装置利用计时器将所述生产周期的一个周期按t1、t2、t3的顺序划分为三个时间段,将t1和t3的流量设为预先确定的流量值,关于t2的流量,取得生产周期结束后的模具温度,并算出下次的生产周期的流量值而进行校正。
19.方案7所述的模具温度控制系统的特征在于,在方案6所述的系统中,通过增减所述t2的流量值来进行所述校正。
20.方案8所述的模具温度控制系统的特征在于,在方案6所述的系统中,当将所述生产周期的一个周期设为t4时,在t4的所确定的时间内增减所述t2的时间,来进行所述校正。
21.技术效果
22.根据本发明,具有下述的效果,即:通过使用控制冷却水的瞬时流量的流量控制器,能够抑制设置空间和/或成本,并且实现大量的冷却系统的模具温度控制。另外,具有下述的效果,即:通过在生产时在一次注射内改变以一定流量控制的冷却水的流量,能够使凝固速度改变,使产品的特性提升。进一步地,还具有下述效果,即:能够对生产时的一次注射内的温度不均一的大小进行调节,并且在制造薄片和/或复杂的形状的产品时,提升产品的品质和/或成品率。
附图说明
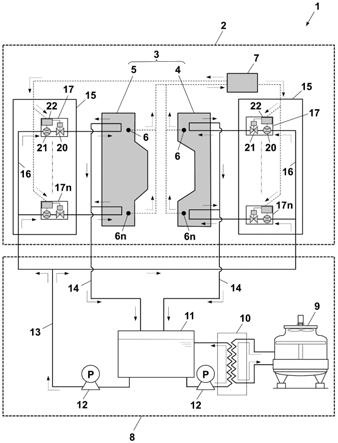
23.图1是表示本发明的模具温度控制系统的整体构成的概念图。
24.图2是表示本系统的流量控制单元的结构的局部剖面图。
25.图3是表示本系统的流量控制器的内部结构的剖面图。
26.图4是表示由本系统执行的控制方法的流程图。
27.图5是表示模具温度特性数据的一例的说明图。
28.图6是表示生产周期中的模具温度与冷却水流量之间的关系的曲线图。
29.图7是表示运算处理的详情的框图。
30.图8是表示基准温度与基准流量之间的关系的图表。
31.图9是表示流量的校正值的例子的曲线图。
32.图10是表示对流量程序的波形加上校正值的例子的曲线图。
33.图11是表示增加生产周期中的t2的流量值的校正例的曲线图。
34.图12是表示在生产周期中的t4的预定的时间内增加t2的时间的校正例的曲线图。
35.符号说明
36.1:模具温度控制系统;2:压铸机;3:模具;4:固定模具;5:可动模具;6:温度传感器;7:控制装置;8:冷却水循环装置;9:冷却塔;10:换热器;11:槽;12:泵;13:供水配管;14:回流配管;15:流量控制单元;16:歧管;17:流量控制器;18:型腔;19:端口;20:流量调节阀;21:流量测定部;22:控制部;23:接头;24:马达致动器;25:阀体;26:球部;27:叶轮;28:传感器单元;29:传感器基板;30:gmr传感器;31:偏磁
具体实施方式
37.以下,参照附图说明用于实施本发明的方式。
38.如图1所示,本实施方式的模具温度控制系统1是在生产(铸造)铝压铸产品的压铸机2中,通过在生产时改变以一定的流量进行控制的冷却水的流量,来控制模具3的温度的系统。模具3构成压铸机2的一部分,并且包括设置于注射装置的固定模具4和设置于合模装置的可动模具5。
39.在模具3(固定模具4和可动模具5)的各部位安装有包括热电偶或者测温电阻体的温度传感器6(~6n)。温度传感器6实时地检测模具3在生产周期内的最高温度、最低温度、平均温度和当前温度。所检测的模具3的温度信息被转换为电信号,并被输出到进行后述的运算处理的控制装置7。
40.在压铸机2的外部设置有使冷却水循环的冷却水循环装置8作为调节模具3的温度的单元。冷却水循环装置8构成为具备冷却塔9、换热器10、槽11和泵12。槽11内的水介由换热器10通过冷却塔9冷却。该冷却水被泵12通过供水配管13供给到设置于模具3的各部位的冷却水孔,并且通过回流配管14循环到槽11。
41.在模具3(固定模具4和可动模具5)分别安装有流量控制单元15。如图2所示,流量控制单元15包括与供水配管13连接的歧管16和与歧管16联装的多个流量控制器17(~17n)的集合体。来自供水配管13的冷却水经由过滤器(省略图示)而被歧管16导入到型腔18内,并且在多个端口19(~19n)分流而被歧管16供给到各个流量控制器17(~17n)。
42.流量控制器17是对冷却模具3(固定模具4和可动模具5)的各部位的冷却水的瞬时流量进行控制的流量控制装置。如图3所示,流量控制器17构成为具备流量调节阀20、流量测定部21和控制部22,并且介由彼此不同地连结的2个接头23、23与歧管16的端口19连接。
43.在本实施方式中流量调节阀20采用球阀机构。该球阀机构具有与马达致动器24的旋转轴连接的阀体25和设置于阀体25的前端并能够调节阀门开度的球部26。
44.在本实施方式中,流量测定部21采用叶轮式流量计。该叶轮式流量计具有以在流路内能够旋转的方式被支承的叶轮27、以及测定叶轮27的转速的传感器单元28。传感器单元28包括传感器基板29、gmr传感器30和偏磁31,测定由gmr传感器30所检测的叶轮27的转速,并且向控制部22输出与测定结果对应的脉冲信号(转速信号)。
45.控制部22是微型计算机。控制部22基于从流量测定部21输出的转速信号来控制马达致动器24,并且对流量调节阀20的开度进行反馈控制(pid控制)。
46.以上是本实施方式的模具温度控制系统1的构成,接着基于图4说明其控制方法。
47.《步骤401》
48.首先,在控制装置7中进行系统的启动。
49.《步骤402》
50.在进行温度控制时,事先通过适当的模具温度分布根据冷却水量的参数来制作模具温度特性数据。关于模具温度特性数据,首先调整冷却水以成为适当的模具温度分布,并将此时的温度设为控制时的目标温度(sv)。另外,记录冷却水量,并将此时的流量值设为基准流量(stfwn)。
51.接着,如图5所示,按模具3的每个部位对冷却水进行分组。在进行分组的过程中,确定成为基准位置的部位(冷却no.)。优选基准位置是在调节各部位的温度时靠近中央的部位,并且是容易出现变化且容易安装温度传感器6的部位。应予说明,在已经制作出模具温度特性数据的情况下,读取已有的数据。
52.《步骤403》
53.如果由压铸机2进行的初件试制铸造结束并开始生产,则成为模具温度控制状态。
54.《步骤404》
55.利用工序触发信号,开始模具温度控制(运算处理)。
56.《步骤405》
57.将工序触发信号间的期间设为生产周期间隔,并计测时间。将该时间计测结果设定为运算周期,并且进行调整使得实际的生产周期与运算周期一致。
58.《步骤406》
59.利用温度传感器6检测模具温度。如图6所示,作为模具温度,取得并保持在生产周期内的最高温度(max)、最低温度(min)、平均温度(ave)和当前温度(dir),并且将其中任一温度设定为进行运算处理时的模具温度(pv)。
60.《步骤407》
61.监视运算周期。
62.《步骤408》
63.按每个周期监视目标温度(sv)和模具温度(pv)、在本实施方式中为当前温度(dir),并对目标温度(sv)与模具温度(pv)、在本实施方式中为当前温度(dir)这两个温度进行比较而算出sv-pv偏差,并执行pid运算。
64.《步骤409》
65.进行pid运算,并且进行将所得到的结果换算为流量控制器17的流量值的流量值换算处理。
66.《步骤410》
67.将由流量值换算处理所得到的流量值从控制装置7转送到流量控制器17。
68.《步骤411》
69.有时铸造工序的生产周期因产品的取出处理等而在时间上产生延迟,并且在预先设定的运算周期中生产周期和运算处理方面产生偏差。因此,将工序触发的输入间隔作为生产周期间隔进行计测,并且对运算周期进行校正。
70.《步骤412》
71.在生产结束后,停止系统。
72.如上所述,在运算周期(到时间)后进行运算处理,并且在生产开始后到生产结束为止周期性地进行运算处理。应予说明,仅对所分组的冷却水组的基准点进行该运算处理。
73.此处,如果更详细地说明运算处理,则如图7所示,关于基准点的设定流量值,直接将pid运算而得的值转换为流量值。关于基准点以外的设定流量值,使用基准点的当前的设定流量值(svfwn)与基准流量(stfwn)之间的增减率(idr)而转换为设定流量值。
74.如图8所示,假设例如基准点(冷却no.c002)的基准温度(sv)为122℃,基准流量(stfw002)为1.7l/min,并且同组的冷却no.c003的基准流量(stfw003)为2.5l/min。此时,在某时刻的基准点(冷却no.c002)的温度为145℃,并且作为运算结果设定流量值(svfw002)为2.3l/min的情况下,如下面这样地算出同组的冷却no.c003的设定流量值。
75.idr=svfw002/stfw002=2.3/1.7≈1.35
76.svfw003=stfw003
×
idr=2.5
×
1.35≈3.38l/min
77.接着,说明流量值的校正。基于模具温度特性数据所确定的各部位的流量始终是基于当前的环境的最优分配,并且由于铝液的温度、外部气温、来自冷却塔9的冷却水温因季节、早午也产生差异,所以即使流通预先所确定的流量,模具温度也会因外扰而随时间一起变化。为了校正外扰,需要调节冷却水的流量,但是应注意的是不要改变散热分配。由于如果改变该分配,则会破坏整体的温度分布,所以需要注意,从而以不改变分配的方式增减流量并进行温度控制这一情况变得重要。
78.在本实施方式中,在向模具3的各部位供给基于模具温度特性数据所确定的流量的冷却水之后,对代表性的模具温度与当前的模具温度进行比较而算出偏差,并根据该偏差确定流量的校正值。该校正值始终是整体的校正值,将校正值设为变化率(%),并且将该变化率赋予各系统的当前的流量(第一次预先确定的流量),从而增减流量来进行模具3的温度控制。
79.此处,能够如图9的(a)所示,按模具3的每个部位(系统)将校正值设为相同的值,以恒定量调整整体的流量值。另外,也可以如图9的(b)所示,按模具3的每一个部位(系统)将校正值设为不同的值,并且按每一个部位(系统)调整比例。例如,也能够将前一次的生产周期时的值设为100%,并且以每一个部位(系统)与该值的比率来调整流量值。
80.在该情况下,生产周期的一次注射内的流量可以按每次成型注射而为恒定量。由此,由于模具温度的检测仅一个代表值(基准点)即可,校正值也是一个,所以即使系统数量增加,管理方法也不变,并且即使模具3的尺寸增大,也能够容易地进行温度管理。关于温度传感器6的个数,可以安装多个(2~3个),通过加权平均使之成为一个值。关于校正值的计算,虽然设为pid运算,但是也可以是根据其他的数据表算出(分阶控制)的方法。应予说明,由于模具3的固定模具4与可动模具5独立,所以优选地,代表温度在固定模具4和可动模具5中各有一个,共计两个,并且实际以各个代表温度进行控制而使用,以使得各个固定模具4和可动模具5的温度成为恒定。
81.另外,如果使生产周期中的流量更复杂地可变,则能够在短的周期时间内提供更好的品质的产品。例如,如图10所示,在控制装置预先设定使生产周期中的流量可变的流量程序,在不直接改变该流量程序的波形的情况下,添加校正值而使流量增减。关于其调整量,可以如图9的(a)那样校正值相同,也可以如图9的(b)那样校正值根据比率而不同。
82.另外,在以下说明的实施方式中使用三个计时器来改变冷却水的流量。如图11所示,利用三个计时器将生产周期的一个周期按t1、t2、t3的顺序划分为三个时间段。并且,将t1和t3的流量设为预先所确定的流量值,关于t2的流量,取得生产周期结束后的模具温度,
并且通过pid运算算出在下次的生产周期的t2中流通的流量值而进行校正。
83.由于在大型的模具中系统数量多的情况下难以管理,所以预先使用红外线热成像相机(省略图示)等拍摄模具温度分布,并预先确定各系统的冷却水量以使得成为最优时的模具温度分布。另外,温度传感器6也设置于代表性的部位,并且以其温度成为恒定的方式按每个系统校正t2的流量,由此能够容易地管理模具温度并调整温度波形。
84.应予说明,在该实施方式中,虽然使用t1、t2、t3这三个计时器,但是也可以取代之,仅使用t1和t2或者t2和t3这两个计时器来改变冷却水的流量。另外,关于校正,也是虽然设为通过增减t2的流量值来进行,但是也可以如图12所示,在将生产周期的一个周期设为t4时,在t4的所确定的时间内仅增减t2的时间来进行。
85.以上的实施方式调整生产周期内的模具温度的波形曲线。通过这样地调整波形曲线,能够调整产品的成品状态(由凝固形成的流纹和/或缩痕等)。因此,不仅提升产品的成品率,而且最终也关系到一个周期的注射时间的缩短。特别地,在薄片的产品的情况下必须进行这些管理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1