一种预防Q195钢方坯连铸浇注过程中裂纹漏钢的工艺的制作方法
一种预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺
技术领域
1.本发明涉及冶金行业连铸技术领域,特别是涉及一种预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺。
背景技术:
2.q195钢是方坯连铸生产的主要钢种之一,常用于加工捆扎钢材和拉丝钢材。q195钢覆盖了低碳钢和包晶钢两种凝固特性的成分范围,属方坯表面纵裂纹和方坯连铸机纵裂纹漏钢高发钢种。一台连铸机在生产此钢种初期,往往多次发生角部纵裂纹及纵裂纹漏钢,生产连续性受到极大影响,亟需采取措施予以改进。
3.方坯连铸生产的q195钢,碳含量常在0.06~0.12%内,其化学成分属于包晶钢范畴。浇注此类钢时,由于钢在凝固过程中发生包晶反应,钢在固相线温度以下20~50℃的线收缩达到最大。实际生产过程中,弯月面刚凝固的坯壳随温度的下降发生包晶反应,δfe
→
γfe,伴随着较大的体积收缩(0.38%的体积收缩),坯壳与铜管壁脱离形成气隙,降低了凝固坯壳向结晶器壁的传热效率,坯壳变薄,抗应力能力降低。同时坯壳与铜管间的气隙是非均匀的,造成坯壳向结晶器传热不均和凝固坯壳内温度梯度分布不均,从而导致坯壳厚度和坯壳热应力分布不均。在热应力、摩擦力、凝固收缩和钢水静压力的不均衡作用下,坯壳薄弱处表面组织粗糙和产生凹陷。凹陷部位冷却和凝固速度比其它部位慢,结晶组织粗化,裂纹敏感性强,坯壳出结晶器后受到喷水冷却和钢水膨胀的静压力作用,在凹陷的薄弱处造成应力集中,从而产生裂纹,频繁出现漏钢,导致浇注中断。
4.另外,在实际生产过程中,结晶器铜管通钢量前期生产中高碳钢、螺纹钢,由于坯壳收缩量小,铜管磨损较大,其倒锥度将不能满足低碳钢凝固时的收缩要求,若此时安排低碳钢生产,就会出现频繁漏钢现象。一台以生产螺纹钢为主的方坯连铸机,新铜管在设计制作时,未充分考虑生产低碳钢的需要,上部倒锥度不能很好的满足生产钢种坯壳成长需要,此类铜管用于生产收缩大的q195类低碳钢时,铸坯表面极易出现凹陷、纵裂纹,漏钢事故也会频繁发生。
5.由此可见,传统的生产方式无论是生产q195类低碳钢还是生产q195类包晶钢都十分容易出现漏钢事故。
技术实现要素:
6.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺,用于解决现有技术中q195钢在方坯连铸生产过程中易发生漏钢事故、生产效率低的问题。
7.为实现上述目的及其他相关目的,本发明提供一种预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺,包括以下步骤:
8.将冶炼后得到的钢水在方坯连铸机进行浇注,该方坯连铸机的断面为(150mm~180mm)
×
(150mm~180mm),所述连铸机的拉速为1.20m/min~3.20m/min,中间包中的所述
钢水通过浸入式水口注入连铸机的结晶器内,在钢液面加入保护渣进行覆盖,所述结晶器的总锥度大于或等于1.15%/m;
9.钢水在结晶器内凝固的过程中,通过振动装置带动结晶器振动,并控制所述结晶器的冷却水流量使冷却水的进出水温度在预设的范围内。
10.本发明的有益效果是:结晶器能够有效适应方坯在连铸浇注过程中的凝固收缩量,避免漏钢,降低故障率,提高了生产效率。
11.可选地,所述钢水中的含碳量为0.06wt%~0.08wt%,所述钢水中的硫磷总含量为0.015wt%~0.05wt%,所述钢水中的锰含量与钢水中的硫含量比值大于或等于20。
12.可选地,当所述钢水中的含碳量为0.08wt%~0.12wt%时、或当所述钢水中的硫磷总含量大于或等于0.050wt%时、或当所述钢水中的锰含量与钢水中的硫含量比值小于20时,将所述连铸机的拉速降低0.10m/min~0.50m/min。
13.可选地,所述保护渣的二元碱度大于或等于0.80,所述保护渣的黏度大于0.60pa.s,所述保护渣的熔点大于或等于1150℃。
14.可选地,所述保护渣的消耗量为0.20kg/t钢~0.25kg/t钢。
15.可选地,所述连铸机的拉速为2.00m/min~2.80m/min。
16.可选地,当所述中间包的过热度小于或等于30℃,当所述中间包的过热度大于30℃时,所述连铸机的拉速降低0.10m/min~0.50m/min。
17.可选地,所述结晶器为抛物线形结晶器,且所述结晶器内的铜管的曲线段的倒锥度为1.65%/m~2.05%/m,所述曲线段为铜管离铜管的上口50mm~350mm的一段。
18.可选地,所述浸入式水口与所述结晶器的铜管的中心偏差在
‑
5.0mm~5.0mm之间;所述结晶器的横向偏摆在
‑
0.25mm~0.25mm之间。
19.可选地,所述冷却水为除盐水,所述冷却水的硬度小于20mg/l,所述冷却水的进水温度小于或等于40℃,且冷却水的出水温度与冷却水的进水温度之间的温度差在4.5℃~6.5℃之间。
20.采用上述可选地方案的有益效果是:有效避免方坯在连铸浇注过程中出现裂纹漏钢,减少连铸机的停机时间,提高作业效率,提高连铸收得率,确保生产顺利运行。
附图说明
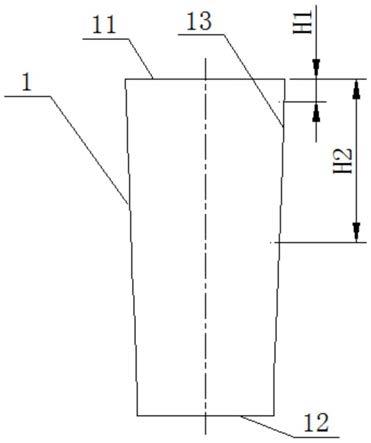
21.图1显示为本发明预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺一实施例的铜管的剖视图。
22.零件标号说明
[0023]1ꢀꢀꢀꢀꢀ
铜管;
[0024]
11
ꢀꢀꢀꢀ
上口;
[0025]
12
ꢀꢀꢀꢀ
下口;
[0026]
13
ꢀꢀꢀꢀ
曲线段。
具体实施方式
[0027]
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实
施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
[0028]
需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0029]
在对本发明实施例进行详细叙述之前,先对本发明的应用环境进行描述。本发明的技术主要是应用于q195钢方坯连铸,用于解决q195钢方坯在连铸浇注过程中裂纹漏钢的问题。
[0030]
在一示例性实施例中,本发明的预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺,包括以下步骤:
[0031]
将冶炼后得到的钢水在方坯连铸机进行浇注,该方坯连铸机的断面为(150mm~180mm)
×
(150mm~180mm),连铸机的拉速可以为1.20m/min~3.20m/min,中间包中的钢水通过浸入式水口注入连铸机的结晶器内,在结晶器内的钢液面加入保护渣进行覆盖,结晶器的总锥度可以大于或等于1.15%/m;
[0032]
钢水在结晶器内凝固的过程中,通过振动装置带动结晶器振动,并控制结晶器的冷却水流量使冷却水的进出水温度在预设的范围内。
[0033]
其中,冶炼后的钢水在结晶器内保护渣的覆盖和润滑下进行凝固,通过保护渣的传热性能来缓解方坯的体积收缩,可以减少因坯壳厚度不均而产生的凹陷、纵裂问题。合适的拉速以及结晶器的总锥度和冷却水量相互配合保证了钢水在结晶器内的流动速度,使得结晶器能够适应钢水的凝固收缩量,避免产生裂纹漏钢。
[0034]
在一示例性实施例中,钢水中的含碳量为0.06wt%~0.08wt%,钢水中的硫磷的总含量为0.015wt%~0.050wt%,钢水中的锰含量与钢水中的硫含量比值大于或等于20,降低钢的裂纹敏感性,并且通过控制钢水中的硫磷总含量来保证生产质量,硫、磷含量要求更灵活,范围更广,降低了控制难度和生产难度。
[0035]
在一示例性实施例中,当钢水中的含碳量为0.08wt%~0.12wt%时、或当钢水中的硫磷总含量大于或等于0.050wt%时、或当钢水中的锰含量与钢水中的硫含量比值小于20时,将连铸机的拉速降低0.10m/min~0.50m/min。即只要出现钢水中的含碳量为0.08wt%~0.12wt%、钢水中的硫磷总含量大于或等于0.050wt%、钢水中的锰含量与钢水中的硫含量比值小于20中的任一情况时,就需要将连铸机的拉速降低0.10m~0.50m/min。在本实施例中,钢水中的含碳量为0.08wt%~0.12wt%包括含碳量为0.08wt%时。
[0036]
在一示例性实施例中,保护渣的二元碱度大于或等于0.8,保护渣的黏度大于0.6pa.s,保护渣的熔点大于或等于1150℃,保护渣的消耗量为0.20kg/t钢~0.25kg/t钢,
有利于减弱坯壳生长的不均匀性。保护渣均匀加入结晶器内,避免一次性加入过多造成化渣不良、液渣不均匀填充,避免影响结晶器与坯壳之间的润滑和传热均匀性。
[0037]
在一示例性实施例中,连铸机的拉速可以为2.00m/min~2.80m/min。
[0038]
在一示例性实施例中,中间包的过热度小于或等于30℃,避免因过热度越高造成结晶器内生成的坯壳越薄而且越不均匀,合适的过热度有利于减小坯壳所承受的钢水静压力,避免坯壳薄弱处产生凹陷、纵裂、漏钢。当中间包的过热度大于30℃时,连铸机的拉速降低0.10m/min~0.50m/min。
[0039]
中间包的过热度每提高10℃,结晶器内的坯壳厚度减少约3%,通常q195钢因其成分原因容易出现低温度断浇,实际钢液温度超过1560℃较多,此时坯壳薄,如过又遇到钢水中的硫磷成分超过0.050wt%,更容易出现漏钢。因此同时通过控制钢水中的硫磷成分总含量以及中间包的过热度,有效减少漏钢问题。
[0040]
如图1所示,在一示例性实施例中,结晶器为抛物线形结晶器,即结晶器内的铜管为抛物线形铜管,铜管的上口11的开口大于下口12的开口。且结晶器内的铜管1的曲线段13的倒锥度可以为1.65%/m~2.05%/m,其中,曲线段13为铜管离铜管的上口50mm~350mm的一段,即曲线段12的顶部离上口11的距离h1为50mm,曲线段12的底部离上口的距离h2为350mm。采用该结构的铜管的结晶器能够有效适应q195钢的凝固收缩量,避免频繁漏钢。
[0041]
在一示例性实施例中,浸入式水口与结晶器的铜管的中心偏差在
‑
5mm~5mm之间,避免进入结晶器内的钢水偏流对坯壳造成局部冲刷严重,避免因结晶器内的坯壳厚薄不均、冷却的均匀性受到极大影响而产生纵裂纹。
[0042]
在一示例性实施例中,结晶器的横向偏摆在
‑
0.25mm~0.25mm之间,即结晶器在水平方向上的偏摆要在
‑
0.25mm~0.25mm之间,避免结晶器在水平方向内过度偏摆对坯壳、渣液、渣流造成撞击而产生不良影响。
[0043]
通过保证浸入式水口与结晶器的铜管的中心偏差、结晶器的横向偏摆范围来分别保证钢水与结晶器在竖直方向上的相对位置精度和在水平方向上的相对位置精度,以避免q195钢方坯在连铸浇注过程中频繁出现漏钢,降低故障率,提高生产效率。
[0044]
在一示例性实施例中,冷却水可以采用除盐水,冷却水的硬度小于20mg/l,冷却水的进水温度小于或等于40℃,且冷却水的出水温度与冷却水的进水温度之间的温度差在4.5℃~6.5℃之间,既保证了铜管的使用寿命,避免漏钢的同时还保证了钢水在结晶器内的凝固质量。
[0045]
本发明的预防q195钢方坯连铸浇注过程中裂纹漏钢的工艺,通过结晶器铜管的倒锥度、保护渣的质量、钢水的质量、连铸机的振动精度控制之间的相互配合,以便适应q195钢在结晶器弯月面的初生坯壳凝固时所伴随的较大体积收缩,有效控制住了q195钢方坯连铸浇注过程中的裂纹漏钢问题,裂纹漏钢故障降低到传统工艺的1/5~1/3,减少停机时间,确保生产的顺利运行,大大提高了连铸机的作业效率和连铸收得率。
[0046]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1