锤头组件淬火加工用加工工装及其加工方法与流程
1.本发明涉及锤头加工技术领域,尤其涉及锤头组件淬火加工用加工工装及其加工方法。
背景技术:
2.目前,绝大多数锤子淬火加工都是以移动加热和移动冷却,冷却液没有恒温和流量控制等工艺。其结果就是工件淬火深度难以保持一致,hrc硬度难以保证,外观不雅,产品质量不直观,不可控。
技术实现要素:
3.本发明针对现有技术的不足,提供了锤头组件淬火加工用加工工装及其加工方法。
4.本发明通过以下技术手段实现解决上述技术问题的:
5.锤头组件淬火加工用加工工装,包括转动盘、锤头卡接机构、转动连接轴、转动机构、加热机构、固定仓和冷却机构,所述固定仓上通过所述转动连接轴活动连接转动盘,所述转动盘为正多边形结构,所述转动盘的折角处均活动连接有锤头卡接机构,所述固定仓上设有带动锤头卡接机构转动的转动机构,所述固定仓上设有加热机构,所述加热机构位于相邻锤头卡接机构上方,所述加热机构对于相邻锤头卡接机构上的锤头进行预热和加热处理,所述固定仓上位于转动盘一侧设有冷却机构。
6.优选的,所述加热机构包括导电环和电源储电器,所述电源储电器螺栓固定在固定仓上,所述电源储电器上连接有导电环,所述导电环为长条形结构,所述导电环位于转动盘上的锤头卡接机构上方。
7.优选的,所述冷却机构包括保温仓和雾化喷头,所述保温仓固定在所述固定仓上,所述保温仓上位于转动盘一侧连通有雾化喷头。
8.优选的,所述锤头卡接机构包括锤头卡接架、第一固定轴承、齿轮盘、固定杆和第二固定轴承,所述第一固定轴承外壁固定在转动盘上,所述第一固定轴承内部穿设有固定杆,所述固定杆顶部固定有锤头卡接架,所述固定杆上位于第一固定轴承下方固定有齿轮盘,所述固定杆的底部设有第二固定轴承。
9.优选的,所述转动机构包括电动机、传动链条、第一限位轮、第二限位轮和从动轮,所述电动机螺栓固定在所述固定仓上,所述电动机上传动连接有传动链条,所述传动链条与所述齿轮盘外侧啮合连接,所述传动链条上设有限制传动链条位置的第一限位轮、第二限位轮和从动轮,所述第一限位轮、第二限位轮和从动轮均活动设置在固定仓上。
10.优选的,所述转动盘上等角度开设有多个通孔。
11.锤头组件淬火加工用加工工装的加工方法,包括以下步骤:
12.s1、锤头组件限位:将锤头组件卡接至锤头卡接机构上,限制锤头组件位置;
13.s2、锤头预热处理:转动盘转动带动锤头卡接机构以及锤头卡接机构的锤头组件
进行转动,至锤头组件移动至加热机构下方,转动机构转动带动锤头卡接机构整体进行转动,利用加热机构对于锤头卡接机构上的锤头组件进行预热处理;
14.s3、锤头加热处理:经过预热处理的锤头组件,继续随着转动盘进行转动,通过加热机构对于预热的锤头组件进行加热处理;
15.s4、锤头恒温冷却处理:通过冷却机构内部的冷却液喷洒,对于加热后的锤头组件进行淬火处理。。
16.优选的,所述转动机构带动锤头卡接机构转动速度为200
‑
300转/分,加热时间以及预热时间均为0.1秒。
17.优选的,所述冷却机构内部冷却液温度保持下25
°±1°
,冷却时间为0.1秒。
18.本发明的优点在于:采用间歇单个旋转进入加热工位,对于锤头进行加热,可使得锤头受热均匀,加热深度易控,且锤头经过预热处理,可使得锤头的加热下过更好;加热后的锤头进入到降温工位,通过恒温设置的冷却液进行冷却处理,该种处理方法,可确保对工件淬火hrc硬度以及深度的有效把控,且深度均匀,使得锤头的深度、硬度保持高度的一致,外形美观,淬火深度直观可见。
附图说明
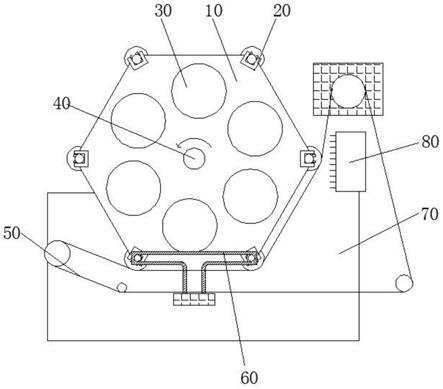
19.图1为本发明实施例锤头组件淬火加工用加工工装的结构示意图;
20.图2为本发明实施例加热机构的结构示意图;
21.图3为本发明实施例冷却机构的结构示意图;
22.图4为本发明实施例锤头卡接机构的结构示意图;
23.图5为本发明实施例转动机构的结构示意图。
24.图中标号:10、转动盘,20、锤头卡接机构,21、锤头卡接架,22、第一固定轴承,23、齿轮盘,24、固定杆,25、第二固定轴承,30、通孔,40、转动连接轴,50、转动机构,51、电动机,52、传动链条,53、第一限位轮,54、第二限位轮,55、从动轮,60、加热机构,61、导电环,62、电源储电器,70、固定仓,80、冷却机构,81、保温仓,82、雾化喷头。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例
27.如图1所示,本实施例所述锤头组件淬火加工用加工工装,包括转动盘10、锤头卡接机构20、转动连接轴40、转动机构50、加热机构60、固定仓70和冷却机构80,所述固定仓70上通过所述转动连接轴40活动连接转动盘10,所述转动盘10为正多边形结构,所述转动盘10的折角处均活动连接有锤头卡接机构20,所述固定仓70上设有带动锤头卡接机构20转动的转动机构50,所述固定仓70上设有加热机构60,所述加热机构60位于相邻锤头卡接机构20上方,所述加热机构60对于相邻锤头卡接机构20上的锤头进行预热和加热处理,所述固定仓70上位于转动盘10一侧设有冷却机构80。
28.将需要进行加工的锤头放置到锤头卡接机构20上进行位置上的限制,转动盘10转动,带动锤头卡接机构20以及锤头卡接机构20上的锤头进行转动,当锤头转动至加热机构60一侧下方时,加热机构60对于锤头进行预热处理,预热处理后的锤头通过转动盘10带动到加热机构60另一侧下方,对于锤头进行加热处理,在对于锤头进行预热和加热处理过程中,转动机构50带动锤头卡接机构20整体进行转动,使得锤头的预热和加热过程中,受热更加均匀,加热处理后的锤头通过冷却机构80对其进行淬火操作,可确保对工件淬火hrc硬度以及深度的有效把控,且深度均匀,使得锤头的深度、硬度保持高度的一致,外形美观,淬火深度直观可见。
29.如图2所示,所述加热机构60包括导电环61和电源储电器62,所述电源储电器62螺栓固定在固定仓70上,所述电源储电器62上连接有导电环61,所述导电环61为长条形结构,所述导电环61位于转动盘10上的锤头卡接机构20上方。
30.电源储电器62向导电环61供电,使得导电环对于锤头进行电磁感应加热处理,导电环61为长条形结构,一端可对于锤头进行预热处理,另一端对于锤头进行加热处理。
31.如图3所示,所述冷却机构80包括保温仓81和雾化喷头82,所述保温仓81固定在所述固定仓70上,所述保温仓81上位于转动盘10一侧连通有雾化喷头82。
32.保温仓81内部储存冷却液,冷却液恒温储存,冷却液通过雾化喷头82喷出,对于锤头进行冷却处理,该种方式,可使得锤头的淬火效果更好。
33.如图4所示,所述锤头卡接机构20包括锤头卡接架21、第一固定轴承22、齿轮盘23、固定杆24和第二固定轴承25,所述第一固定轴承22外壁固定在转动盘10上,所述第一固定轴承22内部穿设有固定杆24,所述固定杆24顶部固定有锤头卡接架21,所述固定杆24上位于第一固定轴承22下方固定有齿轮盘23,所述固定杆24的底部设有第二固定轴承25。
34.锤头卡接架21对于锤头进行位置上的限制,锤头卡接机构20在转动过程中,可带动锤头随之进行转动,通过第一固定轴承22和第二固定轴承25的设置,可对于固定杆24和锤头卡接架21进行位置上的限制。
35.如图5所示,所述转动机构50包括电动机51、传动链条52、第一限位轮53、第二限位轮54和从动轮55,所述电动机51螺栓固定在所述固定仓70上,所述电动机51上传动连接有传动链条52,所述传动链条52与所述齿轮盘23外侧啮合连接,所述传动链条52上设有限制传动链条52位置的第一限位轮53、第二限位轮54和从动轮55,所述第一限位轮53、第二限位轮54和从动轮55均活动设置在固定仓70上。
36.电动机51工作,打定传动链条52进行转动,从而带动固定杆24上的齿轮盘23进行转动,即可使得锤头卡接机构20进行转动,第一限位轮53、第二限位轮54和从动轮55的设置,可保持传动链条52的张紧度,避免产生传动链条52脱落现象,使用效果更好。
37.如图4所示,所述转动盘10上等角度开设有多个通孔30,可使得冷却液快速从转动盘10上流落下来。
38.锤头组件淬火加工用加工工装的加工方法,包括以下步骤:
39.s1、锤头组件限位:将锤头组件卡接至锤头卡接机构20上,限制锤头组件位置;
40.s2、锤头预热处理:转动盘10转动带动锤头卡接机构20以及锤头卡接机构20的锤头组件进行转动,至锤头组件移动至加热机构60下方,转动机构50转动带动锤头卡接机构20整体进行转动,利用加热机构60对于锤头卡接机构20上的锤头组件进行预热处理;
41.s3、锤头加热处理:经过预热处理的锤头组件,继续随着转动盘10进行转动,通过加热机构60对于预热的锤头组件进行加热处理;
42.s4、锤头恒温冷却处理:通过冷却机构80内部的冷却液喷洒,对于加热后的锤头组件进行淬火处理。。
43.所述转动机构50带动锤头卡接机构20转动速度为200
‑
300转/分,加热时间以及预热时间均为0.1秒。
44.所述冷却机构80内部冷却液温度保持下25
°±1°
,冷却时间为0.1秒。
45.需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
46.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1