集约化热卷连续热处理的全气雾式、雾水混合式冷却装置的制作方法
1.本发明涉及热处理技术领域,更具体地说,涉及一种集约化热卷连续热处理的全气雾式、雾水混合式冷却装置。
背景技术:
2.为适应绿色制造、低碳经济、环保政策形势,工程机械、自卸车、重型卡车、运钞车等逐渐向产品结构轻量化、升级换代、长寿命等方面转变,更高强度、更高耐磨、更长寿命的高强产品需求大幅提升,2~6mm厚热轧薄规格超高强钢领域展现了巨大市场空间。
3.在热连轧条件下,在线淬火生产千兆级薄规格超高强钢需要较高的冷速和较低的卷取温度,目前中低温卷取温度不受控,带钢板形控制难度大,组织和性能均匀性差,无法满足高性能和高板形的高强钢市场需求。同时,薄规格热轧速度高,对通板稳定性和卷取设备安全均会带来不利影响。因此,薄规格超高强钢不宜采用热连轧在线淬火方式生产。
4.目前国内外普遍通过离线热处理方式生产薄规格超高强钢,即热卷开平切板后,以单张钢板的形式再进行加热、淬火、回火等热处理。淬火机一般采用水冷淬火,配置高压狭缝喷射和压力喷射,通过调节上下水比、钢板走速及框架高度来优化淬火板形,钢板走速最大可以达到75m/min,基本不需要考虑淬火过程中的返温形成回火马氏体引起的性能问题。该生产方式技术成熟、质量稳定,但投资大、占地广、流程长,并且单张形式生产效率低,生产成本高。
5.而集约化热卷连续热处理技术可以大幅缩短机组占地、提高生产效率、降低能耗、减少环境污染,是一种绿色的生产技术。但是采用集约化的产线布局使得热卷走速较慢,一般小于10m/min,并且走速不可调节,在连续淬火过程中容易返温形成回火马氏体引起性能问题,并且薄规格钢卷使用水淬冷速过大,均匀性差,不仅容易淬裂,而且板形难以控制,给淬火装置选型和工艺布局设计带来很大难度。
6.在现有的专利申请种,如中国专利cn102492824a公开了一种高强钢连续热处理的冷却方法,采用喷气缓冷+气雾冷却+狭缝喷嘴水冷的冷却方法,主要针对冷轧钢卷的连退热处理淬火,厚度小于2mm,带钢走速较快,冷却线布置较长。对于2~6mm厚规格低走速热卷的连续淬火,气雾冷却速率不足(气雾冷却速度10~15℃/s,喷水冷却40℃/s),且易返温引起性能问题,而水冷淬火则容易淬裂,且狭缝喷嘴流量调节范围较小,无法满足柔性淬火和多路径淬火需要。
7.如中国专利cn102424902a公开了一种高强度钢带或钢板的连续热处理方法,描述了热轧钢卷或钢板从加热、淬火到回火的热处理工艺过程,淬火工艺采用了气水混合冷却装置,其喷头可以实现由气水混合到完全喷水的可调节控制。其专利没有进一步描述喷头装置的细节、参数及布局设计,从实施列来看,对于3mm带钢,其气雾冷却只能达到10℃/s的冷速,达不到高强钢需要的工艺冷速,另外,喷头要实现从气雾到喷水的可调节,冷却均匀性上难以保证。
8.如中国专利cn101935750a公开了一种高性能钢板热处理机组生产工艺,但只是提
到使用了气雾冷却段,未描述气雾冷却段的布置、参数等任何细节,也没说明其气雾段所能达到的冷速,其对冷却速率的控制也仅是通过调整每排气雾喷管的“开/关”位置来调节,没有在横向(带钢宽度方向)上的“边、中、边”控制,没有对气和水的压力、流量等的精细化控制。
9.如中国专利cn1413779a公开了一种中厚板在线中温区以下冷却系统,然而其冷却速度只有1~5℃/s,且只应用在550℃以下工况,无法满足生产高强钢的需求。
10.如中国专利cn106350640a公开了一种对冷轧带钢进行连续淬火的方法,只是从工艺的角度提到了使用气雾冷却,未描述气雾冷却段的布置、参数等任何细节。
11.如中国专利cn109022734a公开了一种带钢在线热处理装置和热处理方法,用的是“超快冷段+层冷段”,没有涉及气雾冷却。
12.如中国专利cn102327831a公开了一种用于板带材冷却的气-雾喷管,该发明着眼于将气雾喷嘴与其后的气、水喷管组合到一起,形成一体的非标件。但其实不如用标准结构形式的气雾喷嘴来的实际,标准结构形式的喷嘴的安装接口都相同,能增加互换性,更重要的是采用标准结构形式便于根据不同冷却需求来灵活更换不同的气雾喷嘴,可灵活地满足不同的工艺需求。
13.又如中国专利cn102424902a公开了一种薄规格中厚板离线热处理汽雾冷却系统,该发明描述了一种非标的缝隙喷嘴用于进行气雾冷却,没有说明实际冷速,其每组冷却梁上下各一个缝隙喷嘴,没有“边中边”调节功能,难以控制板带宽度方向上的缝隙精度和冷却速度;而且其缝隙宽度固定,冷却速度难以根据工艺需要进行调节。
14.从上述已申请的专利和现场实际应用情况来看,压力水淬的冷速最高,适用于厚板或厚管,但对薄带钢淬火来说其冷速过快,容易引起淬裂,均匀性也难以保证,因此很难控制板形。而冷轧连退普遍应用的气雾冷却技术虽然冷却均匀性较好,但其冷速偏低,只适用于2mm以下的极薄规格,无法满足2~10mm厚的热卷淬火的所需的高冷速需求。
15.目前尚无成熟的热卷连续热处理的淬火冷却装置和控制方法的应用,尤其是2~10mm带钢低走速的集约化连续热处理的淬火冷却装置与控制方法更是空白。
16.经仔细分析,气雾冷却的特点在于:虽然其冷速稍低于水淬,但其冷却均匀性很好,而且能通过在线调节压力和流量来实现对冷速的精确控制。如果仔细分析气雾冷却的机理,进而对气雾冷却装置进行深度优化,应能大幅提升其冷却能力,从而满足薄规格热钢卷的连续热处理所要求的快速&均匀冷却的需要。
技术实现要素:
17.针对现有技术中存在的上述缺陷,本发明的目的是提供一种集约化热卷连续热处理的全气雾式、雾水混合式冷却装置,提供高冷速的全气雾式、雾水混合式冷却装置,以生产实现高强钢的集约化连续热处理生产。
18.为实现上述目的,本发明采用如下技术方案:
19.一方面,一种集约化热卷连续热处理的全气雾式冷却装置,包括设于均热炉后道位置冷却区内的多组气雾冷却机构,所述气雾冷却机构分布于带钢的上、下表面侧,并位于各对压辊之间的位置;
20.每组所述气雾冷却机构包括多根气雾冷却梁,每根所述气雾冷却梁上设有喷嘴组
件;
21.所述气雾冷却梁、所述喷嘴组件的压力和流量由plc在线控制。
22.较佳的,所述喷嘴组件包括进水管、压缩空气进气管,以及分别接通所述进水管和所述压缩空气进气管的多排气雾喷嘴;
23.所述气雾喷嘴的扇形射流均朝所述带钢的表面设置。
24.较佳的,所述气雾喷嘴为内混式喷嘴或外混式喷嘴。
25.较佳的,所述气雾喷嘴为扇形喷嘴,所述气雾喷嘴的扇形射流和/或所述气雾喷嘴在所述带钢宽度方向上的偏转角为15
°
~60
°
。
26.较佳的,所述进水管上设有两排或两排以上双数的所述气雾喷嘴。
27.较佳的,所述冷却区与所述均热炉之间还设有水雾挡板,且所述水雾挡板分布于带钢的上、下表面侧。
28.较佳的,所述气雾喷嘴的扇形角β为45
°
~90
°
;其与带钢表面的高度差h为80~150mm;其扇流打在钢板上的扇流宽度b由β和h可计算得出;同排气雾喷嘴需要偏转一定角度δ,以免扇流相互干涉;同排气雾喷嘴间的扇形射流的重叠量ov是保证横向(板宽方向)冷却均匀性的关键参数;气雾喷嘴横向间距d应确保ov值为b的1/3~1/4;各排气雾喷嘴的纵向间距l值(沿带钢行进方向)对冷速影响极大,应尽量减小l值,以免带钢在两组气雾喷嘴的空隙之间出现返温,影响冷却速度。
29.另一方面,一种集约化热卷连续热处理的雾水混合式冷却装置,包括所述的全气雾式冷却装置、以及设于相邻两根所述气雾冷却梁之间的压力水淬喷箱;
30.所述压力水淬喷箱从上、下两侧冷却带钢;
31.所述压力水淬喷箱朝所述带钢的表面一侧上设有多排水喷嘴。
32.较佳的,所述压力水淬喷箱为直喷箱或斜喷箱。
33.较佳的,所述直喷箱上的所述水喷嘴的直喷射流或所述斜喷箱上的所述水喷嘴的斜喷射流朝向所述带钢的表面;
34.雾水混合式冷却装置的冷却速度≥60℃/s。
35.本发明所提供的一种集约化热卷连续热处理的全气雾式、雾水混合式冷却装置,可以实现集约化热处理产线的2~12mm厚的淬火冷却生产,应用柔性淬火和多路径淬火拓展钢种规格、提高产品性能,通过板形控制技术达到良好淬火板形,通过模型控制技术实现全自动淬火冷却和精确控制。
附图说明
36.图1是本发明全气雾式冷却装置中气雾扇形喷嘴的偏转角为15
°
时的示意图;
37.图2是本发明全气雾式冷却装置中气雾扇形喷嘴的偏转角为40
°
时的示意图;
38.图3是本发明全气雾式冷却装置中喷嘴组件的示意图,其中,(a)为进水管上设有2排气雾喷嘴,(b)为进水管上设有4排气雾喷嘴;
39.图4是本发明全气雾式冷却装置中气雾扇形喷嘴的偏转角的示意图,图中箭头为带钢行进方向;
40.图5是本发明本发明雾水混合式冷却装置中压力水淬喷箱为斜喷箱的示意图;
41.图6是本发明本发明雾水混合式冷却装置中压力水淬喷箱为直喷箱的示意图;
42.图7是本发明全气雾式冷却装置、雾水混合式冷却装置中气雾喷嘴布置的参数示意图。
具体实施方式
43.为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
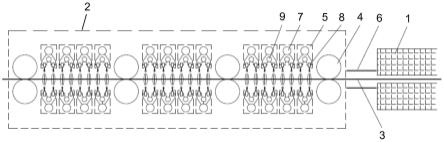
44.结合图1和图2所示,对于2~7mm厚且导热性较好的钢材,采用本发明所提供的一种集约化热卷连续热处理的全气雾式冷却装置,包括设于均热炉1后道位置上冷却区2内的多组气雾冷却机构,且气雾冷却机构分布于带钢3的上、下表面侧,并位于各对压辊4之间的位置。
45.每组气雾冷却机构包括多根气雾冷却梁5,每根气雾冷却梁5上设有喷嘴组件,气雾冷却梁5与喷嘴组件的压力和流量由plc在线控制。
46.将气雾冷却机构尽量靠近均热炉1,以减少出炉后的空冷。
47.在均热炉1与冷却区2之间还设有水雾挡板6,且水雾挡板6分布于带钢3的上、下表面侧,以防止飘散的水雾提前冷却带钢3,造成开冷温度偏低,影响带钢3的力学性能。
48.各根气雾冷却梁5紧靠压辊4布置,以减少空冷段。
49.每两对压辊4之间布置多排气雾冷却梁5,如图3所示4组
×
4组
×
4组,也可以根据不同钢种的温降工艺需要布置成其它形式,如4组
×
3组
×
2组。
50.每根气雾冷却梁5在沿带钢3的宽度方向(横向)上按“边部、中间、边部”分段,对应的进水管、压缩空气管的端部压力和流量可由plc在线控制,以按工艺需求对带钢3进行“边中边”冷速的在线调节。
51.结合图3所示,喷嘴组件包括进水管7、压缩空气管9,以及连接到进水管7和压缩空气管9的多排气雾喷嘴8。
52.气雾喷嘴8的射流801均朝带钢3的表面设置。
53.为沿带钢3的行进方向尽量密集布置气雾喷嘴8,本发明利用面积与直径成平方关系的原理,适度增加进水管7的管径和压缩空气管9的管径就可以在较小的空间实现“一梁多排喷嘴”的结构,并通过将进水管7和压缩空气管9的上下布置来节约空间以尽量缩短每根气雾冷却梁5在带钢3的行进方向(纵向)上的所占用的距离,增加单位纵向长度上气雾喷嘴8的数量,如图3所示,(a)是一梁2排气雾喷嘴8,(b)是一梁4排气雾喷嘴8。
54.气雾喷嘴8可以是内混式喷嘴,也可以是外混式喷嘴。两种形式喷嘴各有优点,内混式喷嘴的雾化颗粒更细小;外混式喷嘴在调节时,水压和气压相互独立,不受对方变化的干扰,更便于plc控制。
55.结合图4所示,气雾喷嘴8的射流801与带钢宽度方向的偏转角δ为15
°
~60
°
(图中箭头为带钢行进方向),同排的气雾喷嘴8之间偏转一定的偏转角δ,以免扇流相互干涉,参考图1所示的气雾喷嘴8的射流801与带钢宽度方向的偏转角δ为15
°
时。在必要时,增加偏转角δ,可以使得前后排气雾喷嘴8的射流801接近于连续布置,参考图1所示的气雾喷嘴8的射流801与进水管7之间的偏转角δ为45
°
时,可以减少“无射流冲击段”的占比,有效避免带钢3的返温现象,增加气雾冷却能力。
56.采用全气雾式冷却装置,6mm厚耐磨钢从800~200℃之间的气雾冷却速度≥60℃/
s。
57.结合图5和图6所示,对于4~12mm厚且导热性偏低的耐磨钢等钢材,采用本发明所提供的一种集约化热卷连续热处理的雾水混合式冷却装置,包括本发明全气雾式冷却装置、以及设于相邻两根气雾冷却梁5之间的压力水淬喷箱10。
58.压力水淬喷箱10朝带钢3的表面一侧上设有多排水喷嘴11。
59.结合全气雾式冷却装置的气雾均匀性和压力水淬喷箱10的水淬冷却能力强的优点,灵活选择“纯气雾”或“气雾+水淬”等冷却方式:当带钢3厚度较薄时用全气雾冷却方式,当带钢3厚度偏厚时用气雾+水淬冷却方式。
60.压力水淬喷箱10可以采用直喷箱(其上密集布置多排柱状的水喷嘴11),也可以采用斜喷箱(其上密集布置多排柱状的水喷嘴11),直喷箱和斜喷箱也是内部分段,可实现带钢3宽度方向上的“边部、中间、边部”水压和流量的独立控制。
61.结合图7所示,本发明全气雾式冷却装置、雾水混合式冷却装置中气雾喷嘴的扇形角β为45
°
~90
°
;其与带钢表面的高度差h为80~150mm;其扇流打在钢板上的扇流宽度b由β和h可计算得出;同排气雾喷嘴需要偏转一定角度δ,以免扇流相互干涉;同排气雾喷嘴间的扇形射流的重叠量ov是保证横向(板宽方向)冷却均匀性的关键参数;气雾喷嘴横向间距d应确保ov值为b的1/3~1/4;各排气雾喷嘴的纵向间距l值(沿带钢行进方向)对冷速影响极大,应尽量减小l值,以免带钢在两组气雾喷嘴的空隙之间出现返温,影响冷却速度。
62.斜喷箱的优点是水流斜射方向与带钢3行进方向一致,带钢3上表面的水流不会反溅到压辊前方,完全不会反流到均热炉位置,对压辊4的制造精度和压力控制要求不高。直喷箱的优点是可以将喷箱本体布置到各组气雾冷却梁5的空隙之间,只需要将水喷嘴11嵌入到气雾冷却梁5之间即可,可尽量缩短各组气雾冷却梁5之间的距离,这使得能密集布置气雾梁,能极大提高全气雾方式时的冷却能力。
63.实施例1
64.生产2~7mm厚、导热性较好的钢材
65.采用如图1或图2所示的全气雾式冷却装置,又或采用图5或图6所示的雾水混合式冷却装置,压力水淬喷箱10保持关闭,通过全气雾方式冷却,不仅保证冷却速度≥60℃/s,而且获得最优板形。
66.实施例2
67.生产4~12mm厚、导热性较好的钢材
68.采用图5或图6所示的雾水混合式冷却装置,压力水淬喷箱10根据工艺需求部分或全部开启,通过雾水混合方式冷却,不仅保证冷却速度≥60℃/s,而且获得最优板形。
69.由上,本发明集约化热卷连续热处理的全气雾式、雾水混合式冷却装置是在集约化薄规格热卷连续热处理的加热装置和烘干装置之间布置一套针对上述参数进行优化的气雾或雾水混合淬火冷却装置,经过加热的热轧带钢,通过输送辊道进入本淬火冷却装置区域,进行气雾冷或气雾&水冷混合式冷却淬火处理,钢板在保证板形和冷却均匀的状态下按照预定的冷却速率曲线达到特定的终冷温度,之后经烘干后由辊道送往后工序处理。
70.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1