一种太阳能路灯灯罩制造精加工设备及加工方法与流程
1.本发明涉及灯罩制造加工技术领域,具体涉及一种太阳能路灯灯罩制造精加工设备及加工方法。
背景技术:
2.灯罩,设在灯焰外围或灯泡上用以聚光或防风雨的罩儿,灯罩不仅仅是罩在灯上为了使光聚集在一起的作用,还可以防止触电,对保护眼睛也有作用。灯罩不仅仅是罩在灯上为了使光聚集在一起的作用,还可以防止触电,对保护眼睛也有作用,所以大多数灯上都会有灯罩。
3.目前,太阳能路灯灯罩制造精加工过程中所存在的以下难题:a.传统的太阳能路灯灯罩内壁在加工打磨过程中,由于灯罩整体结构较轻,现有的夹持设备在夹持时容易将灯罩夹持变形,以及划伤外表面,导致需要对灯罩进行二次维修加工;b.现有的太阳能路灯灯罩内壁内壁打磨时,一般是需要将打磨头移动到灯罩内部,使得在打磨时人工很难观察到,无法保障灯罩内壁全方位均匀打磨;c.现有的打磨设备大多无法实现对不同尺寸的灯罩进行打磨,其设备的实用性不强。
技术实现要素:
4.(一)要解决的技术问题
5.本发明提供了一种太阳能路灯灯罩制造精加工设备及加工方法,可以解决太阳能路灯灯罩制造精加工过程中所存在的以下难题:a.传统的太阳能路灯灯罩内壁在加工打磨过程中,由于灯罩整体结构较轻,现有的夹持设备在夹持时容易将灯罩夹持变形,以及划伤外表面,导致需要对灯罩进行二次维修加工;b.现有的太阳能路灯灯罩内壁内壁打磨时,一般是需要将打磨头移动到灯罩内部,使得在打磨时人工很难观察到,无法保障灯罩内壁全方位均匀打磨;c.现有的打磨设备大多无法实现对不同尺寸的灯罩进行打磨,其设备的实用性不强。
6.(二)技术方案
7.为了实现上述目的,本发明采用以下技术方案:一种太阳能路灯灯罩制造精加工设备,包括工作台、夹持装置以及打磨装置,所述的工作台上端面从左往右依次设置有夹持装置和打磨装置;其中:
8.所述的夹持装置包括固定座、驱动电机、转动轴、转动盘、转动座、夹持校准机构以及夹持机构,所述的工作台上端面从左往右依次设置有固定座和转动座,所述转动座上转动设置有竖直的转动盘,所述转动轴两端通过轴承分别安装在固定座和转动盘上,所述转动轴左端通过联轴器与驱动电机输出端相连接,所述驱动电机通过电机座安装在固定座上,所述转动盘右端面设置有夹持机构,所述夹持机构上设置有夹持校准机构,所述夹持校准机构连接在转动盘上。
9.所述的打磨装置包括移动气缸、移动座、安装座、安装杆、u型板、圆盘、打磨机构以
及转动机构,所述的工作台上端面滑动设置有移动座,所述移动座位于转动座的右侧方向上,所述转动座下端右侧面安装有移动气缸,所述移动气缸输出端连接在移动座上,所述移动座左端面设置有安装座,所述安装座上连接有安装杆,所述安装杆的另一端安装有u型板,所述圆盘两端通过固定轴转动安装在u型板上,所述圆盘上设置有打磨机构,所述u型架下端设置有转动机构。
10.优选的,所述的夹持机构包括固定块、挤压弹簧、通孔、滑动框以及夹持支链,所述转动盘右端面中心处安装有固定块,所述固定块右端面开设有滑槽,所述滑槽内滑动设置有滑动框,所述滑动框上设置有夹持支链,所述滑动框和滑槽左端面之间连接有挤压弹簧,所述固定块左端外侧壁上开设有与滑槽相连通的通孔。
11.优选的,所述的夹持支链包括夹持框、透气孔、活塞、密封圈、电磁铁、复位弹簧、辅助板以及通气孔,所述滑动框右端安装有夹持框,所述夹持框和滑动框均为空心壳体结构,所述夹持框整体为圆台结构,所述滑动框内部右端安装有辅助板,所述辅助板上均匀开设有通气孔,所述滑动框内滑动设置有活塞,所述活塞外侧壁安装有密封圈,所述活塞通过密封圈与滑动框滑动配合,所述活塞和辅助板之间连接有复位弹簧,所述滑动框内部左端面和活塞左端面均匀安装有电磁铁,且两个所述电磁铁磁性相反,所述滑动框左端面开设有与滑动框内部相连通的透气孔。
12.优选的,所述的夹持校准机构包括夹持杆、夹持块、橡胶块、辅助弹簧、圆环、限位槽、连接杆、驱动盘以及夹持气缸,所述转动盘右端面沿其中心周向均匀转动安装有夹持杆,所述夹持杆另一端转动安装有夹持块,所述夹持块远离夹持杆的端面安装有橡胶块,所述夹持杆与固定块外侧壁之间连接有辅助弹簧,所述固定块外侧壁上滑动设置有圆环,所述圆环沿其中心周向均匀开设有限位槽,所述夹持杆滑动穿过限位槽,所述圆环右端面沿其中心周向均匀连接有连接杆,所述连接杆滑动穿过转动盘,所述转动轴上滑动套设有驱动盘,所述连接杆左端连接在驱动盘上,所述转动盘左端面安装有夹持气缸,所述夹持气缸输出端连接在驱动盘上。
13.优选的,所述的打磨机构包括套筒、打磨杆、打磨座、打磨球、回复弹簧、驱动板、推动弹簧以及打磨气缸,所述圆盘外侧壁上安装有套筒,所述套筒内滑动设置有打磨杆,所述打磨杆远离套筒的端部安装有打磨座,所述打磨座上安装有打磨球,所述打磨杆上套设有回复弹簧,所述回复弹簧两端分别连接在打磨座和套筒上,所述套筒内滑动设置有驱动板,所述驱动板和打磨杆之间连接有推动弹簧,所述圆盘外侧壁开设有与套筒相连通的安装槽,所述安装槽内安装有打磨气缸,所述打磨气缸输出端连接在驱动板上。
14.优选的,所述的转动机构包括斜齿条、斜齿轮、安装轴、连接座以及转动电机,所述圆盘外侧壁上设置有斜齿条,所述圆盘通过斜齿条与斜齿轮外啮合连接,所述斜齿轮通过花键安装在安装轴上,所述安装轴通过轴承安装在连接座上,所述连接座连接在u型板上,所述安装轴一端通过联轴器与转动电机输出端相连接,所述输出电机通过电机座安装在连接座上。
15.优选的,所述的打磨球通过可拆卸的方式安装在打磨座上,便于当后期打磨球磨损后,能够快速更换新的打磨球,调高效率。
16.优选的,所述的夹持框右端面安装有密封条,当夹持框与灯罩外表面接触时,通过密封条确保夹持框与灯罩为密封接触,保障夹持支链的正常使用。
17.优选的,所述的移动座下端面设置有燕尾块,所述工作台上端面开设有与燕尾块相滑动配合的燕尾槽,确保移动座在移动时能够保持平稳。
18.此外本发明还提供了一种太阳能路灯灯罩制造的加工方法,包括以下步骤:
19.s1、设备检查:在启用太阳能路灯灯罩制造精加工设备之前对其运行进行检查;
20.s2、灯罩夹持:首先通过夹持校准机构将灯罩的环形连接口处夹持处,确保灯罩的环形连接口处于竖直状态且使得灯罩、转动盘和安装杆在同一中心线上,以便后续打磨装置对灯罩内壁均匀打磨,然后夹持机构将灯罩的夹持固定住;
21.s3、打磨准备:通过移动气缸带动移动座移动,使得打磨机构平稳移动到灯罩内部,然后调节打磨机构,使其作业端与灯罩内壁相接触;
22.s4、转动打磨:驱动电机通过带动转动轴使得转动盘转动,从而使得夹持机构和夹持校准机构同步转动,并带动灯罩同步转动,以便打磨机构对灯罩内壁开始打磨,同时通过转动机构,使得圆盘转动,带动打磨机构转动,从而对灯罩内壁均匀打磨。
23.(三)有益效果
24.1.本发明提供了一种太阳能路灯灯罩制造精加工设备及加工方法,可以解决太阳能路灯灯罩制造精加工过程中所存在的以下难题:a.传统的太阳能路灯灯罩内壁在加工打磨过程中,由于灯罩整体结构较轻,现有的夹持设备在夹持时容易将灯罩夹持变形,以及划伤外表面,导致需要对灯罩进行二次维修加工;b.现有的太阳能路灯灯罩内壁内壁打磨时,一般是需要将打磨头移动到灯罩内部,使得在打磨时人工很难观察到,无法保障灯罩内壁全方位均匀打磨;c.现有的打磨设备大多无法实现对不同尺寸的灯罩进行打磨,其设备的实用性不强。
25.2.本发明设计的夹持装置,通过夹持校准机构将灯罩的环形连接口处夹持处,确保灯罩的环形连接口处于竖直状态且使得灯罩、转动盘和安装杆在同一中心线上,以便后续打磨装置对灯罩内壁均匀打磨,然后利用夹持机构的气动吸附原理将灯罩夹持住,避免将灯罩夹持变形和表面划伤,同时也可以对多种不同尺寸的灯罩进行夹持。
26.3.本发明设计的打磨装置,利用打磨机构上的推动弹簧,使得打磨球始终与灯罩内壁接触,保障打磨的有效性,在夹持装置的带动下,使得灯罩旋转,以便打磨球对灯罩内壁打磨,同时通过转动机构,使得打磨球能够沿着圆盘中心周向转动,实现对灯罩内壁均匀打磨,同时通过打磨机构可以对多种不同尺寸灯罩进行打磨。
附图说明
27.下面结合附图和实施例对本发明进一步说明。
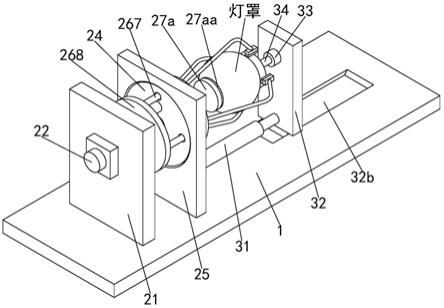
28.图1是本发明的三维图;
29.图2是本发明的夹持装置的三维图;
30.图3是本发明的主视剖视图;
31.图4是本发明的打磨机构的俯视剖视图;
32.图5是本发明说明书附图3的a处局部放大图;
33.图6是本发明说明书附图3的b处局部放大图;
34.图7是本发明说明书附图4的c处局部放大图。
具体实施方式
35.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
36.另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
37.如图1至图7所示,一种太阳能路灯灯罩制造精加工设备,包括工作台1、夹持装置2以及打磨装置3,所述的工作台1上端面从左往右依次设置有夹持装置2和打磨装置3;其中:
38.所述的夹持装置2包括固定座21、驱动电机22、转动轴23、转动盘24、转动座25、夹持校准机构26以及夹持机构27,所述的工作台1上端面从左往右依次设置有固定座21和转动座25,所述转动座25上转动设置有竖直的转动盘24,所述转动轴23两端通过轴承分别安装在固定座21和转动盘24上,所述转动轴23左端通过联轴器与驱动电机22输出端相连接,所述驱动电机22通过电机座安装在固定座21上,所述转动盘24右端面设置有夹持机构27,所述夹持机构27上设置有夹持校准机构26,所述夹持校准机构26连接在转动盘24上;具体工作时,首先通过夹持校准机构26将灯罩的环形连接口处夹持住,确保灯罩的环形连接口处于竖直状态且使得灯罩、转动盘24和安装杆34在同一中心线上,以便后续打磨装置3对灯罩内壁均匀打磨,然后夹持机构27将灯罩的夹持固定住,接着待打磨装置3调节准备好后,启动驱动电机22,驱动电机22通过转动轴23带动转动盘24转动,从而使得转动盘24带动夹持机构27和夹持校准机构26同步转动,进而带动灯罩同步转动,以便打磨机构37对灯罩内壁开始打磨。
39.所述的夹持校准机构26包括夹持杆261、夹持块262、橡胶块263、辅助弹簧264、圆环265、限位槽266、连接杆267、驱动盘268以及夹持气缸269,所述转动盘24右端面沿其中心周向均匀转动安装有夹持杆261,所述夹持杆261另一端转动安装有夹持块262,所述夹持块262远离夹持杆261的端面安装有橡胶块263,所述夹持杆261与固定块271外侧壁之间连接有辅助弹簧264,所述固定块271外侧壁上滑动设置有圆环265,所述圆环265沿其中心周向均匀开设有限位槽266,所述夹持杆261滑动穿过限位槽266,所述圆环265右端面沿其中心周向均匀连接有连接杆267,所述连接杆267滑动穿过转动盘24,所述转动轴23上滑动套设有驱动盘268,所述连接杆267左端连接在驱动盘268上,所述转动盘24左端面安装有夹持气缸269,所述夹持气缸269输出端连接在驱动盘268上;具体工作时,启动夹持气缸269,夹持气缸269带动驱动盘268向着右侧移动,使得驱动盘268通过连接杆267带动圆环265同步移动,使得圆环265通过限位槽266挤压夹持杆261,使得夹持杆261转动,从而使得夹持块262通过橡胶块263将灯罩的环形连接口夹持住,同时辅助弹簧264处于压缩状态,设置橡胶块263,避免夹持块262直接与灯罩接触,导致划伤灯罩。
40.所述的夹持机构27包括固定块271、挤压弹簧272、通孔273、滑动框274以及夹持支链275,所述转动盘24右端面中心处安装有固定块271,所述固定块271右端面开设有滑槽,所述滑槽内滑动设置有滑动框274,所述滑动框274上设置有夹持支链275,所述滑动框274和滑槽左端面之间连接有挤压弹簧272,所述固定块271左端外侧壁上开设有与滑槽相连通的通孔273;具体工作时,当准备夹持灯罩时,人工通过灯罩推动滑动框274上的夹持支链275,使得滑动框274在固定块271中向着压缩挤压弹簧272的方向移动,以便夹持校准机构26顺利夹持住灯罩的环形连接口。
41.所述的夹持支链275包括夹持框27a、透气孔27b、活塞27c、密封圈27d、电磁铁27e、复位弹簧27f、辅助板27g以及通气孔27h,所述滑动框274右端安装有夹持框27a,所述夹持框27a和滑动框274均为空心壳体结构,所述夹持框27a整体为圆台结构,所述滑动框274内部右端安装有辅助板27g,所述辅助板27g上均匀开设有通气孔27h,所述滑动框274内滑动设置有活塞27c,所述活塞27c外侧壁安装有密封圈27d,所述活塞27c通过密封圈27d与滑动框274滑动配合,所述活塞27c和辅助板27g之间连接有复位弹簧27f,所述滑动框274内部左端面和活塞27c左端面均匀安装有电磁铁27e,且两个所述电磁铁27e磁性相反,所述滑动框274左端面开设有与滑动框274内部相连通的透气孔27b;具体工作时,当夹持框27a与灯罩外表面密封接触后,电磁铁27e通电,通过两个磁性相反的电磁铁27e带动活塞27c向着拉伸复位弹簧27f的方向移动,使得夹持框27a中的气体向着滑动框274中移动,实现夹持框27a将灯罩夹持固定住,其活塞27c外侧壁上设置密封圈27d,避免活塞27c左侧的气体流向夹持框27a中,导致夹持框27a无法有效夹持住灯罩,同时活塞27c左侧多余的气体通过透气孔27b和通孔273排出,通过夹持框27a与灯罩密封接触夹持固定住,有效避免将灯罩外表面划伤、夹持变形。
42.所述的夹持框27a右端面安装有密封条27aa,当夹持框27a与灯罩外表面接触时,通过密封条27aa确保夹持框27a与灯罩为密封接触,保障夹持支链275的正常使用。
43.所述的打磨装置3包括移动气缸31、移动座32、安装座33、安装杆34、u型板35、圆盘36、打磨机构37以及转动机构38,所述的工作台1上端面滑动设置有移动座32,所述移动座32位于转动座25的右侧方向上,所述转动座25下端右侧面安装有移动气缸31,所述移动气缸31输出端连接在移动座32上,所述移动座32左端面设置有安装座33,所述安装座33上连接有安装杆34,所述安装杆34的另一端安装有u型板35,所述圆盘36前后两端通过固定轴转动安装在u型板35上,所述圆盘36上设置有打磨机构37,所述u型板35下端设置有转动机构38;具体工作时,通过移动气缸31带动移动座32移动,使得移动座32上的安装座33带动安装杆34同步移动,从而使得打磨机构37移动到灯罩内部,然后调节打磨机构37,使其作业端与灯罩内壁相接触,待驱动电机22启动,使得夹持机构27和夹持校准机构26带动灯罩同步转动后,启动转动机构38,通过转动机构38使得圆盘36转动,带动打磨机构37同步转动,以便对灯罩内壁均匀打磨。
44.所述的移动座32下端面设置有燕尾块32a,所述工作台1上端面开设有与燕尾块32a相滑动配合的燕尾槽32b,确保移动座32在移动时能够保持平稳。
45.所述的打磨机构37包括套筒371、打磨杆372、打磨座373、打磨球374、回复弹簧375、驱动板376、推动弹簧377以及打磨气缸378,所述圆盘36外侧壁上安装有套筒371,所述套筒371内滑动设置有打磨杆372,所述打磨杆372远离套筒371的端部安装有打磨座373,所述打磨座373上安装有打磨球374,所述打磨杆372上套设有回复弹簧375,所述回复弹簧375两端分别连接在打磨座373和套筒371上,所述套筒371内滑动设置有驱动板376,所述驱动板376和打磨杆372之间连接有推动弹簧377,所述圆盘36外侧壁开设有与套筒371相连通的安装槽,所述安装槽内安装有打磨气缸378,所述打磨气缸378输出端连接在驱动板376上;具体工作时,启动打磨气缸378,打磨气缸378输出端推动驱动板376移动,使得驱动板376通过挤压推动弹簧377,当推动弹簧377的弹性力大于回复弹簧375时,使得打磨杆372向着灯罩内壁移动,直至打磨球374与灯罩内壁接触,而此时打磨杆372依旧有着向灯罩内壁移动
的趋势,确保在打磨的过程中,打磨球374始终与灯罩内壁接触,保障打磨的有效性。
46.所述的转动机构38包括斜齿条381、斜齿轮382、安装轴383、连接座384以及转动电机385,所述圆盘36外侧壁上设置有斜齿条381,所述圆盘36通过斜齿条381与斜齿轮382外啮合连接,所述斜齿轮382通过花键安装在安装轴383上,所述安装轴383通过轴承安装在连接座384上,所述连接座384连接在u型板35上,所述安装轴383一端通过联轴器与转动电机385输出端相连接,所述输出电机通过电机座安装在连接座384上。具体工作时,启动转动电机385,转动电机385通过安装轴383带动斜齿轮382转动,由于斜齿轮382与圆盘36外侧壁的斜齿条381外啮合,使得斜齿轮382带动圆盘36转动,进而带动打磨机构37转动,使得打磨球374同步转动,确保对灯罩内壁均匀打磨,同时圆盘36的直径远大于斜齿轮382的直径,具有一定的降速效果,使得圆盘36转动缓慢,保障打磨球374打磨更加细腻。
47.所述的打磨球374通过可拆卸的方式安装在打磨座373上。便于当后期打磨球374磨损后,能够快速更换新的打磨球374,调高效率。
48.此外,本发明还提供了一种太阳能路灯灯罩制造的加工方法,包括以下步骤:
49.s1、设备检查:在启用太阳能路灯灯罩制造精加工设备之前对其运行进行检查;
50.s2、灯罩夹持:首先通过夹持校准机构26将灯罩的环形连接口处夹持处,确保灯罩的环形连接口处于竖直状态且使得灯罩、转动盘24和安装杆34在同一中心线上,以便后续打磨装置3对灯罩内壁均匀打磨,然后夹持机构27将灯罩的夹持固定住;
51.s3、打磨准备:通过移动气缸31带动移动座32移动,使得打磨机构37平稳移动到灯罩内部,然后调节打磨机构37,使其作业端与灯罩内壁相接触;
52.s4、转动打磨:驱动电机22通过带动转动轴23使得转动盘24转动,从而使得夹持机构27和夹持校准机构26同步转动,并带动灯罩同步转动,以便打磨机构37对灯罩内壁开始打磨,同时通过转动机构38,使得圆盘36转动,带动打磨机构37转动,从而对灯罩内壁均匀打磨。
53.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1