一种内冷却磨削砂轮
1.本发明涉及一种磨削砂轮,具体涉及一种内冷却磨削砂轮,属于磨削加工领域。
背景技术:
2.在机械加工中,磨削加工是应用较为广泛的一种材料去除方法,属于精加工。
3.在磨削过程中,由于磨削区域会产生剧烈的塑性变形和摩擦,在砂轮好工件间的磨削区域会产生大量的磨削热,而散热不及时的话就会在工件表面产生烧伤、裂纹等不良现象,严重影响工件加工质量。在传统平面磨床的加工过程中,冷却液的的输送都是采用喷嘴在外部往磨削区域浇注,但是由于砂轮在加工过程中的高速运转,致使磨削区域会产生一个气流场,对冷却液从外部浇注进入磨削区域有很大的阻碍作用,无法对被加工工件起到有效冷却。对于如何提高冷却效果,国内外的学者进行了大量的探讨探究,内冷却砂轮就是是一种更为高效的磨削冷却方式。对比起传统的外部喷嘴浇注式的冷却方式,内冷却磨削可以将冷却液从砂轮主体内直接输送到磨削区域内部,这种方式可以有效的避免砂轮在磨削过程中产生的气流场的阻碍,因此,在这种方式作用下,能显著的降低磨削过程中,被加工工件的磨削温度,防止或减少加工过程中工件表面的热损伤。
4.之前的内冷却砂轮都是在砂轮主体的内部加工出冷却液内流道,但是这种内冷却砂轮加工困难,成本高。
5.因此亟待解决的问题就是传统内冷却砂轮内流道加工困难,加工成本高。
技术实现要素:
6.针对上述现有技术的不足,本发明的目的在于通过提前安装好冷却液内流管,再浇注形成砂轮主体,冷却液内流管由3d打印技术使用树脂材料制造而成,冷却液从与冷却液内流管胶合的金属盘上表面引入,经过事先埋好的冷却液内流管,在砂轮高速旋转磨削被加工工件时,从磨削区域的冷却液内流道出口喷出,对磨削区域进行冷却、润滑。通过预先埋设冷却液内流管,浇注形成砂轮主体,降低了技术门槛,加工工艺经济简单快捷,使得内冷却砂轮更容易制造,成本低。本发明提供一种新型内冷却磨削砂轮,该砂轮包括砂轮主体,金属盘,冷却液储存罐;砂轮主体呈圆盘状;磨削区域为外圆柱面;金属盘位于砂轮主体中心;金属盘上端连接冷却液储存罐;下端与磨床主轴连接;冷却液储存罐上端与冷却液输送装置连接;该砂轮还包括冷却液内流管;冷却液内流管埋设于砂轮主体内部;冷却液内流管进水端首端于金属盘胶合;出水端末端设置在砂轮主体作为磨削区域的外圆柱面。
7.根据本发明的实施方案,提供一种新型内冷却磨削砂轮。
8.一种新型内冷却磨削砂轮,该砂轮包括砂轮主体,金属盘,冷却液储存罐;砂轮主体呈圆盘状;磨削区域为外圆柱面;金属盘位于砂轮主体中心;金属盘上端连接冷却液储存罐;下端与磨床主轴连接;冷却液储存罐上端与冷却液输送装置连接;该砂轮还包括冷却液内流管;冷却液内流管埋设于砂轮主体内部;冷却液内流管进水端首端于金属盘胶合;出水端末端设置在砂轮主体作为磨削区域的外圆柱面。
9.冷却液内流管包括环形管和直流道细只管;环形管两端封闭,内圆方向沿圆弧方向切口;外圆方向沿圆周方向均匀分布直流道细只管;直流道细只管沿轴线方向均匀分布三层。
10.作为优选,该砂轮包括6
‑
27条环形管道;且沿着圆周均匀分布6
‑
9条,轴线方向均匀分布1
‑
3条,每条环形管道均匀分布有多条直流道细只管。
11.金属盘包括冷却液入液口、环形槽、法兰盘装夹用圆台、连接冷却液储存罐的轴承内圈;通过在环形槽中打孔连接冷却液入液口。
12.作为优选,金属盘上设置多个冷却液入液口。冷却液入液口均匀沿金属盘中轴线环形分布在金属盘的上表面。优选为12
‑
24。
13.作为优选,金属盘上设置多层环形槽。环形槽沿着金属盘圆周方向分布在圆柱面上,环形槽截面形状与冷却液内流管中的环形管截面形状尺寸保持一致。
14.金属盘中心设置有空腔,下端打有通孔。
15.滚动轴承包括内圈、滚珠、锁紧环、外圈;外圈加工有四个螺钉孔,用螺钉连接冷却液储存罐。
16.该砂轮还包括冷却液储存罐;冷却液储存罐下端有端盖;同时下端加工有四个通孔,连接滚动轴承;上端有冷却液注入孔、冷却液固定装置。
17.作为优选,端盖上设置有环形缺口,宽度和金属盘的冷却液入液口直径一致。
18.作为优选,冷却液储存罐上端面设置有冷却液输送口和与磨床连接的固定装置。
19.作为优选,冷却液输送口包括两部分,位与储存罐上端的流道和锁紧装置。
20.作为优选,锁紧装置通过螺栓连接冷却液输送管。
21.作为优选,流道长度从冷却液储存罐上端面延伸到下断面,且流道位置正对端盖环形缺口。
22.在本技术中,通过在砂轮内部设置有冷却液内流管,冷却液内流管从金属盘的冷却液注入口获取冷却液,在砂轮旋转的作用下,冷却液从磨削加工区域的砂轮表面喷出,对磨削加工表面起到冷却,润滑,冲刷的作用。同时采用3d打印技术制造的冷却液内流管,制造方便,经济。
23.在本技术中,砂轮主体底部的中心,即金属哦按的中心轴线区域设置有安装通孔。砂轮主体的底部通过此安装孔,通过法兰盘安装于磨床上。
24.在本技术中,砂轮主体沿着圆周方向均匀的分布有多条冷却液内流管,意思是冷却液内流管设置在砂轮内部,沿圆周方向环形排列。
25.在本技术中,冷却液除了对磨削面起到冷却作用外,冷却液本身带有一定得润滑性降低磨削部与工件表面无用摩擦的摩擦系数,从而减少热量的产生。
26.在本技术中,高速喷出的冷却液冲破由于磨削表面膜沸腾现象产生的气体屏障,是的冷却液更好的与磨削表面接触换热。
27.在本技术中,冷却液除了对磨削面起到冷却、润滑、冲散气体屏障外,告诉喷出的冷却液还将对磨削产生的磨削废料进行冲洗,时刻保持加工表面的整洁,防止磨削废料的残留导致磨削表面的二次损坏,或磨削部的损坏。
28.与现有技术相比,现有技术是采用在砂轮实体内部加工出内流道,加工工艺复杂,加工成本高,提高了砂轮整体的生产成本;在本发明中,采用的是事先使用3d打印技术制造
好的冷却液内流管,再经过浇注成型,极大的降低了砂轮加工难度和加工成本。
附图说明
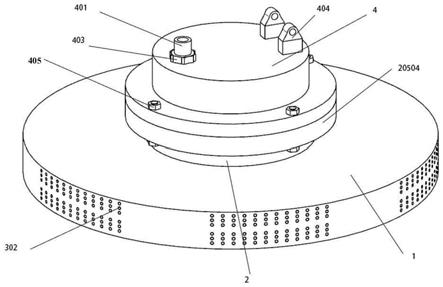
29.图1为本发明内冷却磨削砂轮的整体结构示意图;
30.图2为本发明内冷却磨削砂轮的整体剖视图;
31.图3为本发明金属盘的结构示意图;
32.图4为本发明金属盘以及装配滚动轴承的整体剖视图;
33.图5为本发明冷却液储存罐的整体结构示意图;
34.图6为本发明冷却液储存罐底部端盖的仰视图;
35.图7为本发明冷却液内流管的整体结构示意图;
36.附图标记:1:砂轮主体;2:金属盘;201:冷却液注入口;202:圆环凹槽;203:通孔;204:圆台;205:滚动轴承;20501:轴承内圈;20502:保持架;20503:滚动体;20504:轴承外圈;206:冷却液通道;3:冷却液内流管;301:环形冷却液内流道;302:细只直流管;4:冷却液储存罐;401:连接口;402:端盖;403:锁紧装置;404:固定装置;405:螺栓孔;406:螺栓。
具体实施方案
37.根据本发明的实施方案,提供一种内冷却磨削砂轮。
38.一种内冷却磨削砂轮,该砂轮包括砂轮主体1、金属盘2;砂轮主体为圆盘状,金属盘中心有通孔,连接磨床;金盘盘位砂轮主体中心;该砂轮还包括冷却液内流管3;冷却液内流管埋于砂轮实体内部,环形内流管与金属盘连接,细只直流管贯穿砂轮主体,直通磨削区域;该砂轮还包括冷却液储存罐;冷却液储存罐上端经固定装置,固定于磨床上,冷却液下端通过滚动轴承于金属盘连接;冷却液从位于冷却液储存罐上端的与冷却液输送装置连接的输送通道,经过金属盘上端的冷却液注入口进入,经环形内流管、细只直流管直达磨削加工区域。
39.作为优选,冷却液内流管包括环形管和直流道细只管;环形管两端封闭,内圆方向沿圆弧方向切口;外圆方向沿圆周方向均匀分布直流道细只管;直流道细只管沿轴线方向均匀分布三层。
40.作为优选,该砂轮包括6
‑
27条环形管道;且沿着圆周均匀分布6
‑
9条,轴线方向均匀分布1
‑
3条,每条环形管道均匀分布有多条直流道细只管。
41.作为优选,金属盘包括冷却液入液口、环形槽、法兰盘装夹用圆台、连接冷却液储存罐的轴承内圈;通过在环形槽中打孔连接冷却液入液口。
42.作为优选,金属盘上设置多个冷却液入液口。冷却液入液口均匀沿金属盘中轴线环形分布在金属盘的上表面。优选为12
‑
24。
43.作为优选,金属盘上设置多层环形槽。环形槽沿着金属盘圆周方向分布在圆柱面上,环形槽截面形状与冷却液内流管中的环形管截面形状尺寸保持一致。
44.金属盘中心设置有空腔,下端打有通孔。
45.滚动轴承包括内圈、滚珠、锁紧环、外圈;外圈加工有四个螺钉孔,用螺钉连接冷却液储存罐。
46.该砂轮还包括冷却液储存罐;冷却液储存罐下端有端盖;同时下端加工有四个通
孔,连接滚动轴承;上端有冷却液注入孔、冷却液固定装置。
47.作为优选,端盖上设置有环形缺口,宽度和金属盘的冷却液入液口直径一致。
48.作为优选,冷却液储存罐上端面设置有冷却液输送口和与磨床连接的固定装置。
49.作为优选,冷却液输送口包括两部分,位与储存罐上端的流道和锁紧装置。
50.作为优选,锁紧装置通过螺栓连接冷却液输送管。
51.作为优选,流道长度从冷却液储存罐上端面延伸到下断面,且流道位置正对端盖环形缺口。
52.作为优选,冷却液内流管3使用树脂材料,通过3d打印机制造。
53.实施例1
54.一种内冷却磨削砂轮,该砂轮包括砂轮主体1、金属盘2。砂轮主体1呈圆盘状,金属盘2位于砂轮主体1中心。金属盘2中心有圆台204和通孔203,通过法兰盘与平面磨床相连接。该砂轮还包括冷却液内流管3,冷却液内流管3位于砂轮主体1内部,冷却液内流管3分为环形内流管301和细只直流管302。环形内流管301与金属盘上的圆环凹槽203连接,细只直流管302连接环形内流管,贯通砂轮主体,直通磨削区域。
55.实施例2
56.重复实施例1,只是该砂轮包括n组冷却液内流管;冷却液内流管于砂轮主体1内沿轴线均匀分布1
‑
3组。沿圆周方向均匀分布6
‑
9组。
57.实施例3
58.重复实施例2,只是该砂轮还包括冷却液储存罐4;冷却储存罐4包括:连接口401、端盖402;连接口401连接磨床冷却液输送装置,并延伸至端盖缺口靠近冷却液注入口201处;端盖402位于冷却液储存罐4下表面,贴近金属盘上表面。
59.实施例4
60.重复实施例3,只是改冷却液储存罐还包括锁紧装置403、固定装置404;锁紧装置403用于锁紧磨床冷却液输送装置和内冷却砂轮连接口401。固定装置404用于冷却液储存罐4的固定,使冷却液储存罐4固定在磨床上。
61.实施例5
62.重复实施例4,只是该砂轮还包括滚动轴承205;该滚动轴承包括轴承内圈20501、保持架20502、滚动体20503轴承外圈20504;轴承内圈20501位于金属盘2上,轴承外圈20504通过螺栓406与冷却液储存罐4连接固定。
63.实施例6
64.一种使用3d打印技术的新型内冷却磨削砂轮,包括以下步骤:
65.内冷却砂轮放置在平面磨床上,通过放置在金属盘2的圆台204上法兰盘与磨床主轴固定。随着磨床主轴的转动而转动。
66.冷却液从磨床冷却液储存箱经冷却液输送装置通过连接口401经端盖402的缺口处,从金属盘2的注入口201注入,通过冷却液通道206至冷却液内流管3的环形内流管301,通过砂轮主体1的转动而产生的离心力,冷却液从环形内流管301经众多均匀分布的细只直流管在砂轮磨削区域表面喷出,直达工件与砂轮的磨削面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1