一种精度高的数控磨床中心架的制作方法
1.本发明涉及磨床中心架技术领域,尤其涉及一种精度高的数控磨床中心架。
背景技术:
2.中心架是磨床上用来装夹工件的机构,内孔的加工是目前加工行业中的一大难点,特别是深孔内圆的磨削加工,当被加工零件孔径小,长径比大,对工件装夹后的刚度提出了更高的要求,定位调心工件对中心架的要求较高;另外在磨削圆柱类的工件内孔时,通常采用三点式定位中心架。
3.现有技术中,中心架在加工时无法保证同轴度、真圆度与圆柱度等方面的更高精度要求,从而导致了中心架的精确度低,在调节中心架上的调节螺杆时,不能保证被加工工件与三点式定位中心架同轴线,从而会造成磨削加工的内孔与被加工工件的同轴性不一致,因此加工的次品率升高,进而增加了加工的成本。
4.针对以上技术问题,本发明公开了一种精度高的数控磨床中心架,本发明具有提高中心架的精度、提高工件的加工精度、降低次品率和加工成本等优点。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,提供了一种精度高的数控磨床中心架,以解决现有技术中中心架的精度低,在调节中心架上的调节螺杆时,不能保证被加工工件与三点式定位中心架同轴线,影响了工件的加工精度等技术问题,本发明具有提高中心架的精度、提高工件的加工精度、降低次品率和加工成本等优点。
6.本发明通过以下技术方案实现:本发明公开了一种精度高的数控磨床中心架,包括中心架底座、中心圈架本体和三个顶紧组件,中心圈架本体固定设置在中心架底座的顶端,中心圈架本体的外周呈六边形,中心圈架本体的中部设置有圆形通孔,中心圈架本体外周六个侧面中相互间隔的三个侧面上分别沿着圆形通孔的径向方向设置有安装孔,相邻两个安装孔之间的夹角呈120度,三个顶紧组件分别沿着圆形通孔的径向方向穿设在安装孔内;
7.顶紧组件包括顶尖套、调节螺杆、止松柄帽、滑动顶尖丝杆套、滑动顶尖轴承盖、推力轴承、轴承锁紧螺母、滑动顶尖心轴和顶尖头;顶尖套穿设在安装孔内,并且顶尖套与中心圈架本体之间通过锁紧螺丝ⅰ固定连接,止松柄帽螺接在调节螺杆上且可做旋转调节运动,调节螺杆螺接在滑动顶尖丝杆套上,止松柄帽位于滑动顶尖丝杆套的外端,调节螺杆旋入滑动顶尖丝杆套内腔的内端部分套设有滑动顶尖轴承盖,调节螺杆的内端还套设有推力轴承并通过轴承锁紧螺母锁紧固定,滑动顶尖轴承盖位于推力轴承的外侧,滑动顶尖心轴的顶端设置有轴承腔,推力轴承设置在轴承腔内,滑动顶尖轴承盖与滑动顶尖心轴的顶端通过锁紧螺丝ⅱ固定连接,滑动顶尖丝杆套通过锁紧螺丝ⅲ固定设置在顶尖套的顶端,滑动顶尖心轴沿圆形通孔的径向方向穿设在顶尖套的内腔中,滑动顶尖心轴的内端穿出顶尖套的内端且与顶尖头固定连接,调节螺杆的尾端设置有螺帽;
8.顶尖套的内孔与外圆均通过磨床进行高精度磨削,顶尖套的内孔与外圆的同轴度公差在0.001~0.003范围内,滑动顶尖心轴的外圆与中心圈架本体上的三个安装孔均通过磨床进行高精度磨削,滑动顶尖心轴外圆的圆柱度公差在0.001~0.003范围内,中心圈架本体上的三个安装孔的真圆度公差均在0.001~0.003范围内。
9.优选的,为了防止在调节的过程中滑动顶尖心轴出现转动的情况,同时进一步锁紧滑动顶尖心轴,提高工件加工的精确度,中心圈架本体与顶尖套上均设置有位置对应的顶尖锁紧螺丝孔,滑动顶尖心轴上与顶尖锁紧螺丝孔位置对应设置有限位槽,限位槽沿着滑动顶尖心轴的长度方向设置。在调节时,在顶尖锁紧螺丝孔内锁入锁紧螺丝ⅳ,并使锁紧螺丝ⅳ的内端伸入限位槽内,从而,在转动调节螺杆的过程中锁紧螺丝ⅳ可以限制滑动顶尖心轴转动,提高调节的精确度,调节完成后将锁紧螺丝ⅳ锁紧使锁紧螺丝ⅳ的内端与滑动顶尖心轴抵紧,并将止松柄帽锁紧,从而实现对顶尖头的位置进行固定,提高了工件加工的精确度。
10.优选的,为了提高微调的精度,从而提高中心架的精度,滑动顶尖丝杆套的内孔中设置的内螺纹的螺距在0.5~1.5mm范围内。螺距越小,可旋转调节的圈数更多,微调的精度更高。
11.优选的,为了便于对中心架进行移动,中心架底座的底端设置有滑动槽。
12.优选的,为了防止顶尖头对工件造成磨损,同时提高顶尖头的耐磨性能,顶尖头采用聚四氟乙烯材料制成。聚四氟乙烯材料具有高润滑不粘性,不易与工件之间产生磨损,在摩擦的过程中不易掉屑。
13.优选的,为了提高螺帽的防滑性能,便于人员手握,螺帽的侧壁上设置有滚丝。
14.优选的,为了可以在手无法握紧的情况下通过扳手加力,螺帽的顶端设置有扳手孔。
15.优选的,为了便于对中心架底座与中心圈架本体进行安装与拆卸,便于精确的对中心圈架本体进行加工,中心架底座与中心圈架本体之间通过螺栓固定连接。
16.优选的,为了便于对顶尖头进行安装与拆卸,顶尖头与滑动顶尖心轴之间螺接固定。
17.本发明具有以下优点:本发明中,中心圈架本体的外周呈六边形,六个面正好能分成60度一个面,在加工安装孔时,可以用对称面作为底面,去加对面相对应的安装孔,通过车床卡盘夹持一个面作为基准面,加工出对面的安装孔,用加工中心打好安装孔,再进行热处理和精磨加工,为了保障精磨后三个安装孔的圆心与中心辐轴线的精度,采用内外圆复磨床加工,通过以安装孔的对应面作底面,进行磨削加工,得到3个安装孔能在圆心轴辐线上保障120度的分布,提高加工的精确度,另外,顶尖套的内孔与外圆均通过磨床进行高精度磨削,滑动顶尖心轴的外圆通过磨床进行精磨加工,从而,确保了中心架加工的精确度以及各部件装配的精确度;本发明中,通过转动调节螺杆来带动滑动顶尖心轴伸缩进而带动顶尖头伸缩实现夹紧工件与松开工件的目的,另外,滑动顶尖丝杆套的内孔中设置的内螺纹的螺距在0.3~1.0mm范围内,螺距越小,可旋转调节的圈数更多,微调的精度更高,中心圈架本体与顶尖套上均设置有位置对应的顶尖锁紧螺丝孔,滑动顶尖心轴上与顶尖锁紧螺丝孔位置对应设置有限位槽,限位槽沿着滑动顶尖心轴的长度方向设置。在调节时,在顶尖锁紧螺丝孔内锁入锁紧螺丝ⅳ,并使锁紧螺丝ⅳ的内端伸入限位槽内,从而,在转动调节螺
杆的过程中锁紧螺丝ⅳ可以限制滑动顶尖心轴转动,提高调节的精确度,进而提高了工件加工的精度,降低了次品率和加工成本,调节完成后将止松柄帽与锁紧螺丝ⅳ锁紧即可对顶尖头的位置进行固定。
附图说明
18.图1为本发明剖视图;
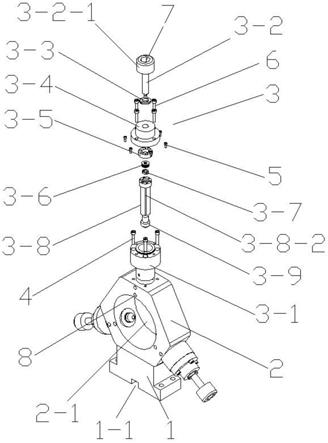
19.图2为本发明爆炸图;
20.图3为中心圈架本体剖视图;
21.图4为顶紧组件剖视图;
22.图5为滑动顶尖心轴结构示意图;
23.图6为顶尖套剖视图。
24.图中:1、中心架底座;1
‑
1、滑动槽;2、中心圈架本体;2
‑
1、圆形通孔;2
‑
2、安装孔;3、顶紧组件;3
‑
1、顶尖套;3
‑
2、调节螺杆;3
‑2‑
1、螺帽;3
‑
3、止松柄帽;3
‑
4、滑动顶尖丝杆套;3
‑
5、滑动顶尖轴承盖;3
‑
6、推力轴承;3
‑
7、轴承锁紧螺母;3
‑
8、滑动顶尖心轴;3
‑8‑
1、轴承腔;3
‑8‑
2、限位槽;3
‑
9、顶尖头;4、锁紧螺丝ⅰ;5、锁紧螺丝ⅱ;6、锁紧螺丝ⅲ;7、扳手孔;8、顶尖锁紧螺丝孔。
具体实施方式
25.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例,在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.实施例1
27.实施例1公开了一种精度高的数控磨床中心架,如图1和图2所示,包括中心架底座1、中心圈架本体2和三个顶紧组件3,中心架底座1的底端设置有滑动槽1
‑
1,中心圈架本体2固定设置在中心架底座1的顶端,具体的,中心架底座1与中心圈架本体2之间通过螺栓固定连接,如图3所示,中心圈架本体2的外周呈六边形,中心圈架本体2的中部设置有圆形通孔2
‑
1,中心圈架本体2外周六个侧面中相互间隔的三个侧面上分别沿着圆形通孔2
‑
1的径向方向设置有安装孔2
‑
2,相邻两个安装孔2
‑
2之间的夹角呈120度,三个顶紧组件3分别沿着圆形通孔2
‑
1的径向方向穿设在安装孔2
‑
2内;
28.如图2和图4所示,顶紧组件3包括顶尖套3
‑
1、调节螺杆3
‑
2、止松柄帽3
‑
3、滑动顶尖丝杆套3
‑
4、滑动顶尖轴承盖3
‑
5、推力轴承3
‑
6、轴承锁紧螺母3
‑
7、滑动顶尖心轴3
‑
8和顶尖头3
‑
9;顶尖套3
‑
1穿设在安装孔2
‑
2内,并且顶尖套3
‑
1与中心圈架本体2之间通过锁紧螺丝ⅰ4固定连接,止松柄帽3
‑
3螺接在调节螺杆3
‑
2上且可做旋转调节运动,调节螺杆3
‑
2螺接在滑动顶尖丝杆套3
‑
4上,具体的,滑动顶尖丝杆套3
‑
4的内孔中设置的内螺纹的螺距在0.5~1.5mm范围内,止松柄帽3
‑
3位于滑动顶尖丝杆套3
‑
4的外端,调节螺杆3
‑
2旋入滑动顶尖丝杆套3
‑
4内腔的内端部分套设有滑动顶尖轴承盖3
‑
5,调节螺杆3
‑
2的内端还套设有推力
固定连接,调节螺杆3
‑
2的尾端设置有螺帽3
‑2‑
1,本发明中通过转动调节螺杆3
‑
2来带动滑动顶尖心轴3
‑
8伸缩进而带动顶尖头3
‑
9伸缩实现夹紧工件与松开工件的目的,另外,滑动顶尖丝杆套3
‑
4的内孔中设置的内螺纹的螺距在0.5~1.5mm范围内,螺距越小,可旋转调节的圈数更多,微调的精度更高,中心圈架本体2与顶尖套3
‑
1上均设置有位置对应的顶尖锁紧螺丝孔8,滑动顶尖心轴3
‑
8上与顶尖锁紧螺丝孔8位置对应设置有限位槽3
‑8‑
2,限位槽3
‑8‑
2沿着滑动顶尖心轴3
‑
8的长度方向设置。在调节时,在顶尖锁紧螺丝孔8内锁入锁紧螺丝ⅳ(图中未标出),并使锁紧螺丝ⅳ的内端伸入限位槽3
‑8‑
2内,从而,在转动调节螺杆3
‑
2的过程中锁紧螺丝ⅳ可以限制滑动顶尖心轴3
‑
8转动,提高调节的精确度,进而提高了工件加工的精度,降低了次品率和加工成本,调节完成后将止松柄帽3
‑
3与锁紧螺丝ⅳ锁紧即可对顶尖头3
‑
9的位置进行固定。
31.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1