一种超薄长叶片的补缩工艺的制作方法
本发明主要涉及叶片补缩领域,尤其涉及一种超薄长叶片的补缩工艺。
背景技术:
1、超薄叶片的缩孔率达到了50%以上,缩松率达到100%。该叶片需要进行着色探伤和磁粉探伤验收,缩孔可以进行消缺,但内部的缩松却不能完全去除,导致探伤后,叶片反复消缺后,还难以合格,而且依靠叶片本身的结构很难实现顺序凝固。
2、已公开中国发明专利,申请号cn201010269197.0,专利名称:形成带冠定向结晶涡轮叶片的凝固物、铸模和补缩方法,申请日:2010-08-27,本发明涉及一种用于形成带冠定向结晶涡轮叶片的凝固物、铸模和补缩方法,在该补缩方法中,通过在叶片的下叶冠的最高点旁设置侧补贴,并在侧补贴和下叶冠顶部设置叶冠补缩冒口,实现叶片在精铸过程中对下叶冠进行补缩,并且通过使叶片的直浇口设置在上叶冠上,并使直浇口的顶部连通至上圆板,实现对上叶冠进行补缩。在本发明中,通过加强对下叶冠补缩,保证了下叶冠组织致密无疏松,通过加强对上叶冠进行补缩,在保证上叶冠组织致密无疏松的同时,组合简单方便。
技术实现思路
1、针对现有技术的上述缺陷,本发明提供一种超薄长叶片的补缩工艺,包括以下步骤:
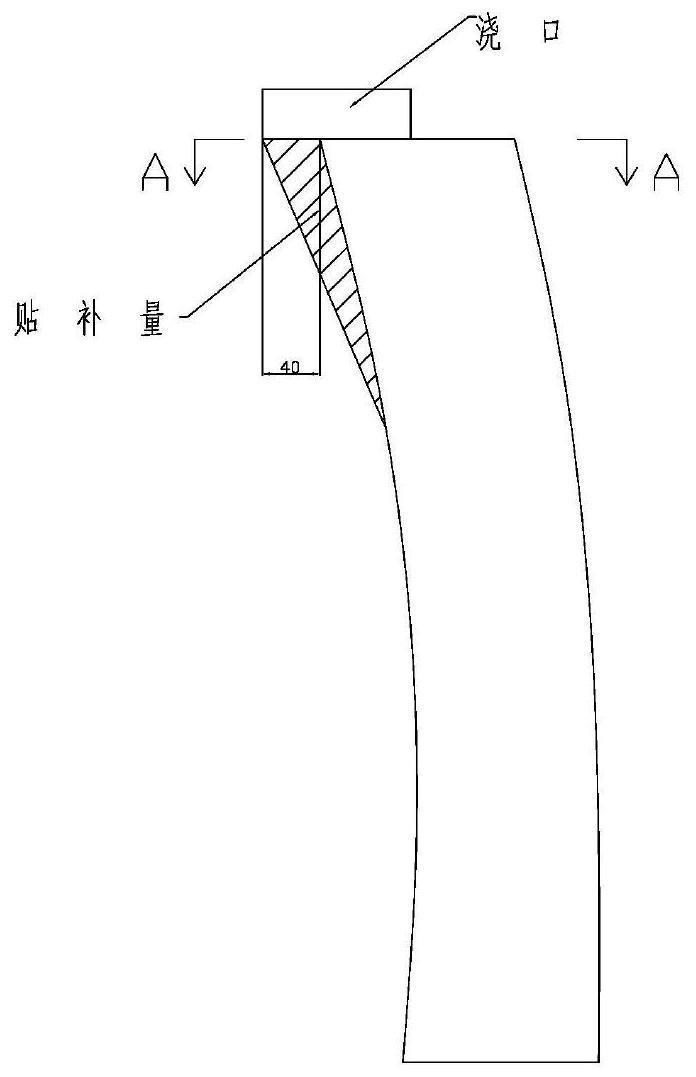
2、步骤s1:在靠近叶片截面最大厚度的一侧通过设置浇口,浇口侧移不与叶片中轴线重合,浇口中流入钢水,在叶片的外侧形成贴补块;
3、步骤s2:贴补块上宽下窄,最终形成三角形,其中贴补块的长度不超过叶片的两个单位长度;
4、步骤s3:根据普通叶片的最大厚度dp和弦宽lp的比值为0.232,计算出超薄长叶片的理论最大宽度,即为超薄长叶片的理论最大宽度dl=超薄长叶片的弦宽l*0.232,超薄长叶片实际最大宽度处的贴补块的宽度dt=超薄长叶片的弦宽l*0.232-dl;
5、步骤s4:根据步骤s3计算出的贴补块的数据进行浇铸。
6、优选的,步骤s2中的单位长度是指150mm。
7、优选的,步骤s2中贴补块的长度为200mm。
8、优选的,步骤s3中,贴补块远离叶片的一侧还设置有余量块,所述贴补块dt和余量块dy的最大宽度之和为10的整数倍。
9、优选的,贴补块dt和余量块dy的最大宽度之和为40mm。
10、优选的,贴补块和余量块形成的结构顶部的宽度和长度一致。
11、优选的,贴补块垂直于叶片最大截面处设置。
12、本发明的有益效果:计算方法简单,消除了叶片缩松和缩孔缺陷,适用性广,满足验收。
技术特征:
1.一种超薄长叶片的补缩工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的超薄长叶片的补缩工艺,其特征在于:所述步骤s2中的单位长度是指150mm。
3.根据权利要求2所述的超薄长叶片的补缩工艺,其特征在于:所述步骤s2中贴补块的长度为200mm。
4.根据权利要求3所述的超薄长叶片的补缩工艺,其特征在于:所述步骤s3中,贴补块远离叶片的一侧还设置有余量块,所述贴补块dt和余量块dy的最大宽度之和为10的整数倍。
5.根据权利要求4所述的超薄长叶片的补缩工艺,其特征在于:所述贴补块dt和余量块dy的最大宽度之和为40mm。
6.根据权利要求5所述的超薄长叶片的补缩工艺,其特征在于:所述贴补块和余量块形成的结构顶部的宽度和长度一致。
7.根据权利要求6所述的超薄长叶片的补缩工艺,其特征在于:所述贴补块垂直于叶片最大截面处设置。
技术总结
本发明提供一种超薄长叶片的补缩工艺,包括以下步骤:步骤S1:在靠近叶片截面最大厚度的一侧通过设置浇口,浇口侧移不与叶片中轴线重合,浇口中流入钢水,在叶片的外侧形成贴补块;步骤S2:贴补块上宽下窄,最终形成三角形,其中贴补块的长度不超过叶片的两个单位长度;步骤S3:根据普通叶片的最大厚度D<subgt;P</subgt;和弦宽L<subgt;P</subgt;的比值为0.232,计算出超薄长叶片的理论最大宽度,即为超薄长叶片的理论最大宽度D<subgt;L</subgt;=超薄长叶片的弦宽L*0.232,超薄长叶片实际最大宽度处的贴补块的宽度D<subgt;T</subgt;=超薄长叶片的弦宽L*0.232‑D<subgt;L</subgt;;步骤S4:根据步骤S3计算出的贴补块的数据进行浇铸。本发明计算方法简单,消除了叶片缩松和缩孔缺陷,适用性广,满足验收。
技术研发人员:孙春鹏
受保护的技术使用者:无锡市金叶精密铸造有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!