一种生产汽车用钣金打磨装置及方法
1.本发明属于汽车生产加工技术领域,具体涉及一种生产汽车用钣金打磨装置及方法。
背景技术:
2.钣金件是汽车主要组成部件,如车顶、立柱、车身等,在汽车生产过程中,需要对钣金件进行切割、打磨。
3.汽车的钣金件多为曲面结构,而现有的钣金打磨装置,采用磨砂盘的打磨方式,存在打磨效率低、打磨效果差的问题,也存在因结构简单,造成该打磨装置能够打磨的钣金件外形单一,能够打磨的钣金件尺寸范围小的问题。
技术实现要素:
4.本发明为了解决上述背景技术存在的问题,进而提供一种生产汽车用钣金打磨装置及方法,能够进行高效打磨,打磨效果好,同时能够打磨不同尺寸形状的钣金件。
5.本发明所采取的技术方案是:一种生产汽车用钣金打磨装置,包括磨料、泵体、箱体、打磨壳、管道、夹持机构;所述磨料储存在箱体内,所述箱体的进出口与打磨壳的两端通过管道连通,形成一个闭合的回路,钣金件放置在打磨壳的腔室内,并由安装在打磨壳上的夹持机构支撑,在管道上安装泵体将箱体内的磨料不断送入打磨壳对钣金件进行打磨作业后,回到箱体内。
6.本发明与现有技术相比具有以下有益效果:
7.1.本发明采用磨料打磨钣金件,较传统的磨盘打磨,打磨效果更好,且效率更高。
8.2.本发明的夹持机构能够夹持不同的钣金件,使钣金件处在密封的打磨壳中,此外,夹持机构构成的打磨腔室,用于辅助引导磨料运动,避免因空间过大,造成的磨料运动失序,所以本发明的夹持机构起到夹持钣金件和辅助打磨的作用,具有多种功能,较传统夹具更有优势。
附图说明
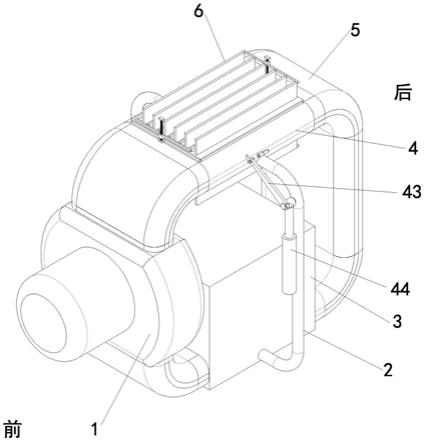
9.图1是本发明结构示意图;
10.图2是本发明主视图;
11.图3是本发明侧视图;
12.图4是本发明夹持机构结构示意图;
13.图5是本发明夹持机构主视图;
14.图6是本发明打磨壳示意图;
15.图7是本发明翻板结构示意图;
16.图8是本发明箱体和管道插接示意图;
17.图9是为水的流动走向图;
18.其中:1、泵体;2、支持杆;3、箱体;4、打磨壳;5、管道;6、夹持机构;7、钣金件;8、水套;41、上壳;42、下壳;43、伸缩缸;44、连杆机构;45、长条豁口;61、插板;62、连接杆;63、丝杠升降机;611、上固定板;612、连接板;613、下夹持板。
具体实施方式
19.具体实施方式一:参照图1至图3说明本实施方式,本实施方式提供了一种生产汽车用钣金打磨装置,包括磨料、泵体1、箱体3、打磨壳4、管道5、夹持机构6;所述磨料储存在箱体3内,所述箱体3的进出口与打磨壳4的两端通过管道5连通,形成一个闭合的回路,钣金件7放置在打磨壳4的腔室内,并由安装在打磨壳4上的夹持机构6支撑,在管道5上安装泵体1将箱体3内的磨料不断送入打磨壳4对钣金件7进行打磨作业后,回到箱体3内。
20.具体实施方式二:参照图1说明本实施方式,本实施方式是对具体实施方式一作进一步限定,本实施方式中,所述打磨壳4包括上壳41、下壳42、伸缩缸43及连杆机构44;所述上壳41和下壳42向下相对设置,形成一个前后两端敞口的壳体结构,上壳41和下壳42右端通过铰接轴铰接,并由伸缩缸43驱动连杆机构44带动上壳41绕铰接轴转动,从而实现壳体结构的打开和闭合功能。其它组成及连接方式与具体实施方式一相同。
21.本实施方式中,所述连杆机构44采用二连杆形式,二连杆机构的下端与伸缩缸43的伸缩外端铰接,二连杆机构的上端固定在上壳41的外侧面上或者通过转轴铰接安装在上壳41上。
22.具体实施方式三:参照图4至图7说明本实施方式,本实施方式是对具体实施方式二作进一步限定,本实施方式中,所述上壳41和下壳42上均开设一行前后方向设置的长条豁口45,所述夹持机构6包括四个夹持组件,每个所述夹持组件均包括连接杆62、丝杠升降机63及多个插板61;所述多个插板61依次间隔插入上壳41或下壳42的长条豁口45内,每相邻两个插板61之间的空间以及位于端部的插板61和壳体结构之间的空间均为打磨腔室,所述多个插板61之间通过连接杆62连接,所述丝杠升降机63的滑块与连接杆62连接带动多个插板61整体升降。其它组成及连接方式与具体实施方式二相同。
23.本实施方式中,丝杠升降机63为现有技术外购件,其上的电机,能够驱动丝杠旋转带动滑块升降。
24.具体实施方式四,参照图4至图5说明本实施方式,本实施方式是对具体实施方式三作进一步限定,本实施方式中,所述四个夹持组件,分为两组分别安装在上壳41或下壳42上,同组的两个夹持组件的插板61依次交替设置插入长条豁口45内,上下各采用一组夹持组件夹持钣金件7。
25.本实施方式中,为避免干涉问题,连接杆62固定在插板61的前侧面或者后侧面。
26.本实施方式中,同组的两个夹持组件一个向下用于夹持钣金件7时,另一个向上移动离开钣金件7,两个夹持组件依次交替夹持钣金件7,用于避免单组夹持时,被夹持的部分,得不到打磨,采用此种方式能够有效打磨整个钣金件7,同时,因两个夹持组件的打磨腔室之间有交叉,能够有效消除打磨痕迹,打磨效果更好。
27.本实施方式中,为使磨料顺畅流动,向上移动的插板61下端缩回的长条豁口45外侧。
28.具体实施方式五:参照图4至图5说明本实施方式,本实施方式是对具体实施方式
四作进一步限定,本实施方式中,每个所述插板61的底面为平面。其它组成及连接方式与具体实施方式四相同。
29.具体实施方式六:参照图7说明本实施方式,本实施方式是对具体实施方式四作进一步限定,本实施方式中,每个所述插板61包括上固定板611、连接板612及下夹持板613;所述上固定板611底面开设有插槽,所述下夹持板613上表面与连接板612一体连接,连接板612插入下夹持板613的插槽内并通过螺栓固定,所述下夹持板613下端为与钣金件7仿形的曲面。其它组成及连接方式与具体实施方式四相同。
30.可以根据,不同钣金件7的曲面情况,更换不同曲面的下夹持板613,根据实际使用情况,同一组的插板61,具有多个不同曲面的下夹持板613。
31.具体实施方式七:参照图1至图3说明本实施方式,本实施方式是对具体实施方式六作进一步限定,本实施方式中,所述下壳42通过安装在箱体3左右两侧上的两个支持杆2支撑,且箱体3、管道5和打磨壳4外侧设置连通的水套8,两个支持杆2下端均设有水腔与水套8连通,两个支持杆2的水腔一个与进水管连通用于进水,另一个与出水管连通用于出水。其它组成及连接方式与具体实施方式六相同。
32.本实施方式中,伸缩缸43的固定端与其中一个支持杆2固定连接。
33.具体实施方式八:参照图8说明本实施方式,本实施方式是对具体实施方式七作进一步限定,本实施方式中,所述所述箱体3放置在地面上,管道5前后端面缩口设置,能够密封插入打磨壳4内。其它组成及连接方式与具体实施方式七相同。
34.本实施方式中,此处的水套8也采用此种结构。
35.本实施方式中,所述管道5为硬软管,能够插入和拔出打磨壳4,同时不影响打磨壳4的打开。
36.具体实施方式九:本实施方式提供了一种方法,该方法包括以下步骤:
37.s1.将钣金件7放置在打磨装置内;
38.具体为:将钣金件7通过夹持机构6安装在打磨壳4内;
39.s2.循环打磨钣金件7;
40.具体为:开启泵体1,将箱体3内的磨料通过管道5,循环送入打磨壳4内,进行钣金件7打磨,在此过程中,位于同一侧的夹持组件的插板61依次交替夹持钣金件7。
41.s3.通过水套8,对管道5和箱体3内的磨料进行降温。
42.具体为:进水管向支持杆2的水腔供冷凝水,冷凝水从水套8换热后,从另一个支持杆2流出。
43.如图9所示,为水的流动走向图,从支持杆2进入,流入箱体3一侧通道内,然后从管道5和打磨壳4,再流入箱体3的另一侧通道,然后从另一个支持杆2流出。
44.具体实施方式十:本实施方式是对具体实施方式九作进一步限定,本实施方式中,所述s1.将钣金件7放置在打磨装置内;由以下步骤实现:
45.s11.通过伸缩缸43的伸缩带动连杆机构44移动,拉扯上壳41向上旋转,打开打磨壳4;
46.s12.将位于下方的其中一组夹持组件启动,通过丝杠升降机63带动插板61向上移动,将钣金件7放在插板61上后,利用伸缩缸43将打磨壳4闭合;
47.s13.位于上方的一组夹持组件启动,通过丝杠升降机63将带动插板61向下移动,
上下两端的插板61共同夹持住钣金件7;
48.s14.将管道5密封插入闭合后的打磨壳4内。
49.同时,根据钣金件7的曲面情况,如果是直面的钣金件7,则选择,底面为平面的插板61,如果是曲面,则选择,底面为曲面的插板61。其它组成及连接方式与具体实施方式九相同。
50.可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1