一种厚度<4mm的超高强热轧钢带及其生产方法与流程
1.本发明涉及本发明涉及一种厚度<4mm的超高强热轧钢带及其生产方法,属于钢带轧制技术领域。
背景技术:
2.近年来,对资源节约、节能减排方面越来越重视。在汽车制造行业上体现的较为明显,比如在乘用车行业提出越来越严格的排放标准,极大的促进了新能源汽车的发展,在商用车行业上则体现在轻量化减重方面。目前抗拉强度700mpa级热轧高强钢已在商用车车架上得到普遍应用,达到了显著的轻量化效果,然而车厢用钢仍以低强度级别为主,轻量化水平有待提高。因此,开发高强度热轧钢,促进商用车的高强轻量化进程仍有巨大的需求。
3.本国专利,公布号为cn 104254632 b公开了一种高强度薄钢板及其制造方法。其组分按重量百分比计:c:0.08-0.20%,mn:0.1-3.0%,si:0.3%以下,al:0.10%以下,p:0.10%以下,s:0.030%以下,n:0.010%,v:0.20-0.80%,再添加ti、nb/mo、b、cr/ni中的一组或两组,其余为余fe和不可避免的杂质。上述成分的钢经过加热、粗轧、精轧、镀层退火,获得屈服强度1000mpa以上的薄钢板,其显微组织为95%以上的铁素体,析出相粒径小于10nm,数密度1.0
×
105个/um3。上述方法采用vn微合金化,通过析出强化获得适宜的强度,但由于n易形成n2引起铸坯皮下气泡,且v在精轧过程中的收得率波动较大,因此该钢种存在一定局限性,同时退火热处理还会增加工艺成本。
4.本国专利,公布号为cn 103194676 b公开了一种1000mpa超级铁素体钢及其制备方法,其组分按重量百分比计:c:0.085-0.09%,mn:1.7-1.74%,si:0.21-0.23%,p:0.053-0.0080%,s:0.0050-0.0078%,n:0.0041-0.0050%,ti:0.14-0.19%,mo:0.37-0.55%,其余为余fe和不可避免的杂质。按上述成分经过冶炼、铸造和锻压成钢坯,经1250-1300℃加热,保温1-2h均热后,经过80~90%变形量的轧制,终轧温度880~950℃,然后水冷,冷速在30-50℃/s,冷却至600-700℃,随后卷取,卷取温度在600-700℃,保温1-2h后随炉冷至室温,获得抗拉强度950-1050mpa,延伸率a50为18-21%,扩孔率在50%以上的超级铁素体钢。该发明为实验室冶炼的钢经锻造成钢坯后轧制,试样尺寸较小,且实验室电炉冶炼钢质均匀性较好,而采用连铸加热连轧的工业试制路线时,钢坯尺寸较大,铸坯的均质化、显微组织的均匀化、大尺寸液析tin的控制难度较高,因此,该发明要推广到工业试制上还有技术难度。
5.本国专利,公布号为cn 109023111 b公开了一种1000mpa级热轧汽车大梁钢及其生产方法,其组分按重量百分比计:c:0.10-0.20%,mn:1.5-1.7%,si≤0.10%,p≤0.015%,s≤0.005%,nb:0.045-0.055%,ti:0.08-0.10%,n≤40ppm,als:0.025-0.06%,h≤0.002%,其余为余fe和不可避免的杂质。采用深脱硫预处理-转炉冶炼-lf精炼-rh精炼-连铸-板坯加热-粗轧-精轧-超快冷的生产工艺,获得屈服强度≥750mpa,抗拉强度≥1000mpa,延伸率≥10%,180
°
冷弯d=4a合格,马氏体比例≥80%的成品钢。该发明采用nb-ti复合微合金化,结合快速冷却工艺,获得基体组织大部分为马氏体的钢,且未经过回火热
处理,可以预想的到,该钢种韧性较低,成型性能较差,使用领域受限。
6.综上可知,现有大多数专利或采用热处理工艺,或通过形成马氏体提高强度牺牲韧性,以获得1000mpa级超高强热轧钢,具有生产成本较高、综合力学性能不足,难以通过工业生产广泛应用的缺点。
技术实现要素:
7.本发明所要解决的技术问题是现有工艺生产超高强热轧钢,生产成本较高、综合力学性能不足。
8.本发明解决其技术问题所采用的技术方案是:一种厚度<4mm的超高强热轧钢带,由以下重量百分比含量的成分组成:c:0.07-0.14%,mn:1.70-1.90%,si:0.05-0.40%,p≤0.015%,s≤0.005%,als:0.010-0.060%,n≤0.0040%,o≤0.0020%,ti:0.13-0.17%,mo:0.15-0.20%,v:0.08-0.12%,且满足0.9≤([ti]-48[n]/14-96[s]/32)/([c]-12[s]/32)≤1.2,其余为fe和不可避免的杂质。
[0009]
一种厚度<4mm的超高强热轧钢带的生产方法,包括以下步骤:铁水预脱硫、转炉冶炼、lf精炼、rh真空精炼、钙处理、连铸、热轧、层流冷却和卷取。
[0010]
其中,上述方法中连铸钢坯采用低温恒速浇铸,中包温度为1535-1545℃,轻压下≥5mm,拉速0.9-1.2m/min,且10s内拉速波动不得高于0.05m/min。
[0011]
其中,上述方法中连铸的钢坯通过热送热装直接进入板坯加热炉,或通过堆垛缓冷后装入板坯加热炉。
[0012]
进一步,上述方法中钢坯在板坯加热炉中的出炉温度为1230-1270℃,热送热装时的总在炉时间为≥180-320min;缓冷后装炉的总在炉时间为200-320min,且钢坯温度≥1200℃的阶段加热时间≥120min。
[0013]
进一步,上述方法中再加热的钢坯通过定宽压力机调节钢坯宽度,定宽侧压量≤150mm。
[0014]
其中,上述方法中将钢坯通过两阶段轧制,钢坯送入粗轧机进行粗轧,采用5道次或6道次轧制,首道次变形量≥19%,其余道次单道次变形量≥20%,粗轧后获得的中间坯厚度为36-42mm。
[0015]
进一步,上述方法中中间坯送入热卷箱或者保温罩进行保温,中间坯送入精轧机进行精轧,采用6道次或7道次轧制,终轧温度860-940℃。
[0016]
进一步,上述方法中精轧后的钢板进行层流冷却,采用30-60℃/s的冷却速率集中冷却,终冷温度620-670℃,随后进行卷取,钢卷尾部10m卷取温度650-700℃,其余位置卷取温度580-640℃。
[0017]
进一步,上述方法中卷取后的钢卷送入缓冷坑缓冷,缓冷时间≥36h。
[0018]
本发明的有益效果是:
[0019]
1、本方法提供的钢无需进行热处理,具有生产成本低,设备适应力好,在普通热连轧线即可生产的特点。
[0020]
2、本方法提供的钢显微组织为铁素体+析出相,兼顾了强度和韧性,相比于马氏体组织的高强钢,成型性能更为优良。
[0021]
3、本方法提供了上述钢的枝晶偏析和成分偏析、显微组织均匀性、液析tin控制和
析出相调控措施,提出了1000mpa级别超高强热轧钢的强韧性控制方案。
[0022]
4、本方法促进了热轧新产品的开发推广,促进了热轧高强钢的发展,满足了国家汽车制造业发展的需要。同时预计吨钢创效1000元,按每年产量1000吨计算,预计创效100万元。
附图说明
[0023]
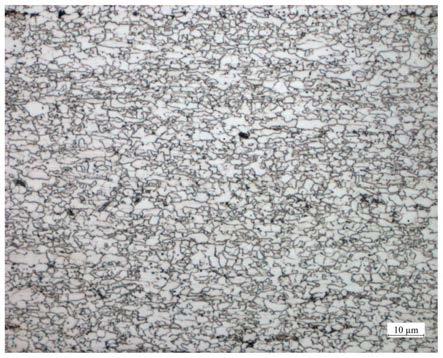
图1为本发明实施例1的显微组织示意图;
[0024]
图2为本发明实施例2的显微组织示意图;
[0025]
图3为本发明实施例3的显微组织示意图;
[0026]
图4为本发明实施例4的显微组织示意图;
[0027]
图5为本发明液析tin示意图;
[0028]
图6为本发明tic析出物形貌示意图;
[0029]
图7为本发明对比例1的显微组织示意图。
[0030]
图8为本发明对比例2的显微组织示意图;
[0031]
图9为本发明对比例3的显微组织示意图;
[0032]
图10为本发明对比例4的显微组织示意图。
具体实施方式
[0033]
下面结合实施例及附图对本发明进一步说明。
[0034]
如图1至图10所示,本发明的一种厚度<4mm的超高强热轧钢带,由以下重量百分比含量的成分组成:c:0.07-0.14%,mn:1.70-1.90%,si:0.05-0.40%,p≤0.015%,s≤0.005%,als:0.010-0.060%,n≤0.0040%,o≤0.0020%,ti:0.13-0.17%,mo:0.15-0.20%,v:0.08-0.12%,且满足0.9≤([ti]-48[n]/14-96[s]/32)/([c]-12[s]/32)≤1.2,其余为fe和不可避免的杂质。本领域技术人员能够理解的是,c的主要作用是间隙固溶强化,以及与v、ti、mo等合金元素形成碳化物,从而起到沉淀强化作用,因此必须保持一定的c含量,但c含量过高的话易形成珠光体或晶界渗碳体,减少碳化物析出相,降低钢的强度,因此将c含量控制在0.07-0.14%。
[0035]
mn和si是固溶强化元素,mn太高易造成中心偏析和枝晶偏析和提高塑性,影响组织均匀性,降低强韧性,因此将mn含量控制在1.70%~1.90%。si元素还能起到提高相变温度,抑制渗碳体形成的作用,但si过高易降低钢的塑性,因此将si含量控制在0.05-0.40%。
[0036]
v能起到析出强化,以及通过促进奥氏体再结晶,细化原始奥氏体晶粒的作用。将v含量控制在0.08-0.12%。
[0037]
mo的主要作用是提高钢的淬透性,抑制珠光体转变,以及促进v、ti的第二相析出细小弥散化,从而提高钢的强韧性。将mo的含量控制在0.15-0.20%。
[0038]
ti在本试验钢中是最主要的析出强化原始,但由于ti的化学性质较活泼,易于钢中的s、n元素,形成ti4c2s2、液析tin等大颗粒夹杂物,因此,必须对钢中的n、s元素含量进行控制,且ti含量过高也易造成液析tin长大,将n含量控制在≤0.0040%,将s含量控制在≤0.0050%,将ti含量控制在0.13-0.17%。同时,为充分发挥tic的析出强化效果,上述元素应满足以下理想化学配比:0.9≤([ti]-48[n]/14-96[s]/32)/([c]-12[s]/32)≤1.2。
[0039]
一种厚度<4mm的超高强热轧钢带的生产方法,包括以下步骤:铁水预脱硫、转炉冶炼、lf精炼、rh真空精炼、钙处理、连铸、热轧、层流冷却和卷取。本领域技术人员能够理解的是,优选通过铁水预脱硫
→
转炉冶炼
→
lf精炼
→
rh真空精炼
→
钙处理
→
连铸的流程,获得上述化学成分的厚度200-250mm厚度的钢坯。同时限定钢带的化学成分,通过铁水预脱硫、转炉冶炼、lf精炼、rh真空精炼、钙处理、连铸、热轧、层流冷却和卷取就可制得屈服强度≥800mpa,抗拉强度950-1050mpa,延伸率14%以上,180
°
冷弯试验d=2a合格,其显微组织为95%以上铁素体组织,晶粒度13.5~14.0级,液析tin尺寸<5微米,第二相析出物尺寸小于10纳米。
[0040]
其中,上述方法中连铸钢坯采用低温恒速浇铸,中包温度为1535-1545℃,轻压下≥5mm,拉速0.9-1.2m/min,且10s内拉速波动不得高于0.05m/min。本领域技术人员能够理解的是,本方法为了控制钢坯质量,实际优选连铸钢坯采用低温恒速浇铸,中包温度为1535-1545℃,轻压下≥5mm,拉速0.9-1.2m/min,且10s内拉速波动不得高于0.05m/min。
[0041]
其中,上述方法中连铸的钢坯通过热送热装直接进入板坯加热炉,或通过堆垛缓冷后装入板坯加热炉。本领域技术人员能够理解的是,
[0042]
进一步,上述方法中钢坯在板坯加热炉中的出炉温度为1230-1270℃,热送热装时的总在炉时间为≥180-320min;缓冷后装炉的总在炉时间为200-320min,且钢坯温度≥1200℃的阶段加热时间≥120min。本领域技术人员能够理解的是,板坯再加热的主要作用是使合金元素固溶,如果板坯加热温度偏低,会导致成品钢v、ti、mo等合金元素未充分固溶,减少后续第二相析出,使得强度偏低。同时,较高的板坯加热温度易于减轻铸坯带来的枝晶偏析、成分偏析等问题,因此将出炉温度设定在1230-1270℃,且要求钢坯温度≥1200℃的阶段加热时间≥120min。
[0043]
进一步,上述方法中再加热的钢坯通过定宽压力机调节钢坯宽度,定宽侧压量≤150mm。本领域技术人员能够理解的是,为了便于后续的热轧,本方法优选再加热的钢坯通过定宽压力机调节钢坯宽度,定宽侧压量≤150mm。
[0044]
其中,上述方法中将钢坯通过两阶段轧制,钢坯送入粗轧机进行粗轧,采用5道次或6道次轧制,首道次变形量≥19%,其余道次单道次变形量≥20%,粗轧后获得的中间坯厚度为36-42mm。本领域技术人员能够理解的是,粗轧的主要作用是通过奥氏体动态再结晶细化晶粒,粗轧单道次变形量必须大于临界变形量,否则易导致钢板中心变形量不足,因此将粗轧首道次变形量控制在≥19%,其余道次单道次变形量控制在≥20%。同时,采用较低的中间坯厚度,有利于提高粗轧变形量,促进再结晶区的高温析出,细化精轧时的奥氏体晶粒,从而达到细化成品钢晶粒的目的。因此,本发明将中间坯厚度设定在36-42mm。
[0045]
进一步,上述方法中中间坯送入热卷箱或者保温罩进行保温,中间坯送入精轧机进行精轧,采用6道次或7道次轧制,终轧温度860-940℃。本领域技术人员能够理解的是,精轧的主要作用是通过是奥氏体未再结晶变形,为后续的相变提供形核能和形核质点,其中精轧压缩比和轧制温度是关键工艺参数,中间坯厚度设定为36-42mm,成品厚度1.8-4.0mm,精轧压缩比最低为9,足以使精轧过程中的奥氏体充分细化。同时,由于钢板较薄,整个钢卷较长,钢板尾部温度降低明显,为减少钢卷尾部温降,在精轧前采用热卷箱或保温罩进行保温。另外,为防止轧制温度过低时,精轧过程中的形变诱导析出减少,从而降低成品钢强度,因此将终轧温度控制在较高的水平,即控制在860-940℃范围。
[0046]
进一步,上述方法中精轧后的钢板进行层流冷却,采用30-60℃/s的冷却速率集中冷却,终冷温度620-670℃,随后进行卷取,钢卷尾部10m卷取温度650-700℃,其余位置卷取温度580-640℃。本领域技术人员能够理解的是,层流冷却过程中会发生相变及相间析出,后续的卷取和缓冷过程会发生铁素体过饱和析出。为避免冷却过程中形成粗大的先共析铁素体、珠光体、晶界渗碳体等异常组织,采用较快的冷却速率、较低的终冷温度进行快速集中冷却,使奥氏体组织转变成全铁素体组织。优选将冷却速率和终冷温度分别控制在30-60℃/s和620-670℃,且在该终冷温度下,也有利于促进相间析出。另外,卷取温度的设定主要是考虑铁素体过饱和析出的鼻子点温度位于600℃附近,将卷取温度控制在580-640℃范围有利于促进铁素体过饱和析出,同时钢卷尾部采用较高的卷取温度是为了减少卷取过程中钢卷内部温度损失。
[0047]
进一步,上述方法中卷取后的钢卷送入缓冷坑缓冷,缓冷时间≥36h。本领域技术人员能够理解的是,本方法优选将卷取后的钢卷送入缓冷坑缓冷,缓冷时间≥36h即可制得最终产品。
[0048]
表1为实施例及对比例的成分,表2为实施例及对比例的热轧工艺参数,表3为实施例及对比例钢的力学性能指标。
[0049]
表1
[0050][0051]
表2
[0052][0053]
表3
[0054][0055]
本方法实施例1-实施例4采用v-ti-mo成分路线,经热连轧轧制,经过快速冷却,获得成品钢板,力学性能满足抗拉强度950-1050mpa、屈服强度800mpa以上,延伸率14%以上,180
°
冷弯试验d=2a合格的要求。结合附图5和6可见tin能控制在5微米以下,纳米tic析出相弥散分布在基体中。
[0056]
对比例1化学成分中mn、ti含量较低,板坯加热温度≥1200℃的时间较短,合金元素未充分固溶,造成成品钢抗拉强度偏低。对比例2中([ti]-48[n]/14-96[s]/32)/([c]-12[s]/32)=0.69,不满足理想化学配比,说明c除了形成mc析出相外,还有富余,且由于对比例2冷却速率较低,终冷温度较高,易促进粗大先共析铁素体和珠光体组织转变,导致成品钢强度降低。对比例3化学成分满足要求,但其冷却速度过快,终冷温度偏低,抑制第二相析出,导致成品钢强度降低,其显微组织为贝氏体。对比例4化学成分中n含量偏高,增加了液析tin形成的几率,且其中包温度偏高、二冷水采用弱冷模式,易导致铸坯枝晶偏析和成分偏析,且层流冷却速率偏低,终冷温度偏高,进一步导致显微组织粗大,降低了钢的强度和
韧性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1