一种金属膜蒸镀加工设备的制作方法
1.本发明涉及一种金属膜领域,尤其涉及一种金属膜蒸镀加工设备。
背景技术:
2.反光杯是指用点光源灯泡为光源,需远距离聚光照明的反射器,通常为杯型;目前的塑料反光杯是一次脱膜完成,光学差,成本低,耐温性差,造型多变,但可以通过蒸镀的方式,对反光杯镀覆一层金属膜,能有效解决光学差的问题;但由于对塑料多孔反光杯蒸镀金属膜,需要一个真空的环境,用来避免空气中杂质对金属蒸汽造成影响,同时塑料多孔反光杯根据用户不同的需求,需要镀覆不同的金属膜层,来适应不同的光学效果的要求,并且对不同的金属蒸镀时,金属蒸汽容易产生交叉污染的问题;根据上述情况,需要研发一种金属膜蒸镀加工设备,来解决上述问题。
技术实现要素:
3.为了克服由于对塑料多孔反光杯蒸镀金属膜,需要一个真空的环境,同时塑料多孔反光杯根据用户不同的需求,需要镀覆不同的金属膜层,并且对不同的金属蒸镀时,金属蒸汽容易产生交叉污染的缺点,本发明提供一种金属膜蒸镀加工设备。
4.本发明的技术实施方案是:一种金属膜蒸镀加工设备,包括有轮转式蒸镀单元、上料单元、防污染衍射单元、定位夹持单元、防泄漏单元、底座、密闭舱、自动舱门和真空泵;底座上表面固接有密闭舱;密闭舱的罩壳前部安装有自动舱门;密闭舱上部通过导管连接有真空泵,并且真空泵位于底座左方;密闭舱的底板上表面后部连接有用于切换蒸镀多种金属的轮转式蒸镀单元;密闭舱的底板上表面前部连接有上料单元;密闭舱的罩壳后部与上料单元连接;轮转式蒸镀单元上部与上料单元连接;上料单元中部连接有用于衍射金属蒸汽时防止不同金属交叉污染的防污染衍射单元,并且防污染衍射单元位于轮转式蒸镀单元上方;防污染衍射单元上部连接有用于对四孔反光杯定位封孔的定位夹持单元;防污染衍射单元上部连接有用于防止金属蒸汽泄漏的防泄漏单元;防泄漏单元与定位夹持单元连接。
5.进一步的是,上料单元包括有第一支架、三角架、第一导轨架、第二支架、第二导轨架、电动导轨、载料板、横板、加料管、扩口器和密封盖;密闭舱的底板上表面前部固接有第一支架;第一支架上部固接有三角架;三角架上部固接有第一导轨架;轮转式蒸镀单元上部固接有第二支架;第二支架上表面固接有第二导轨架;第一支架和第二支架之间连接有防污染衍射单元;第二导轨架与第一导轨架之间固接有两个电动导轨;两个电动导轨相向侧滑动连接有载料板;载料板上开有四个用于金属蒸汽通过的蒸镀孔;密闭舱上的罩壳后部固接有横板;密闭舱上的罩壳上侧后部等距固接有四个加料管;四个加料管下部与横板固接;四个加料管上部各固接有一个扩口器;四个扩口器上各套接有一个用于加完金属料后将其顶部开口封闭的密封盖。
6.进一步的是,定位夹持单元包括有门形架、电动执行器、十字架、定位块、第四支板和封堵件;防污染衍射单元上部等距连接有四个门形架;四个门形架上部各固接有一个电动执行器;四个电动执行器伸缩部各固接有一个十字架;每个十字架四个分叉上各固接有一个定位块;四个十字架上表面均连接防泄漏单元;十六个定位块上表面各固接有一个第四支板;每个第四支板各插接有一个封堵件;每四个封堵件与一个载料板上的一个蒸镀孔对应。
7.进一步的是,防泄漏单元包括有竖板、弹性件、第五支板、密封套、横杆、第一导轮、第二导轮和软绳;防污染衍射单元上部等距连接有四个竖板;每个竖板上部的一字槽内固接有一个弹性件;每个弹性件下部固接有第五支板;每个第五支板中部与一个竖板滑动连接;每个门形架内侧的两个第五支板的相向侧固接有一个密封套;密封套连接防污染衍射单元;四个密封套与四个载料板上的蒸镀孔对应;相应的两个第五支板的相背侧各固接有一个横杆;每个门形架的左部和右部各与一个横杆滑动连接;每个横杆上表面与十字架之间连接有软绳,并且每一个十字架连接两个软绳;每个门形架的上侧转动连接有两个第一导轮和两个第二导轮,并且两个第二导轮位于两个第一导轮之间;每根软绳绕依次过一个第一导轮和一个第二导轮,并且软绳从门形架上部穿过。
8.进一步的是,密封套下部为环状密封胶条,密封套能在蒸镀管上滑动,还能对蒸镀管密封,避免蒸镀管内的金属蒸汽泄漏。
9.进一步的是,载料板的四个蒸镀孔的下表面周围有凸出部,用于配合密封套对蒸镀管的密封。
10.进一步的是,密封套用于对蒸镀管和载料板的蒸镀孔封闭的。
11.进一步的是,轮转式蒸镀单元包括有安装架、第一支板、动力组件、第二支板、传动杆、第一齿轮、第三支板、主导线管、第二齿轮、转接管、副导线管、同心环架、蒸发源和环形板;密闭舱的底板上表面后部固接有安装架;安装架上表面等距固接有四个第一支板;安装架上表面前部安装有动力组件,并且动力组件位于四个第一支板之间;动力组件输出轴上端固接有传动杆;安装架上表面前部固接有第二支板,并且第二支板位于动力组件的右方;第二支板上部与传动杆转动连接;传动杆上部固接有第一齿轮;安装架上表面后部固接有第三支板;密闭舱的底板后部转动连接有用于将所有蒸发源的导线统一导出的主导线管;第三支板上部与主导线管转动连接;密闭舱的底板转动连接主导线管;主导线管上部固接有第二齿轮;第二齿轮与第一齿轮啮合;主导线管上部固接有转接管,并且转接管位于第二齿轮的上方;转接管外表面等距连通有六个用于将同一直线上的蒸发源的导线统一导出的副导线管;六个副导线管上表面固接有同心环架;四个第一支板上表面固接有环形板;同心环架与环形板滑动连接;同心环架上的每个同心环上表面各安装有六个蒸发源;环形板上表面左部和上表面右部固接第二支架;四个加料管对应同心环架上同一直线上的四个蒸发源的位置。
12.进一步的是,防污染衍射单元包括有第三支架、固定架、固定环、蒸镀管、回流器和蒸镀栅板;第一支架上表面固接有第三支架;第二支架上部固接有固定架;固定架上表面等距固接四个门形架;固定架上表面等距固接有四个竖板;第三支架上部固接固定架;第三支架上固接有四个固定环;四个固定环内环面各固接有一个对金属蒸汽引导的蒸镀管;四个蒸镀管上端与载料板上的四个蒸镀孔的位置对应;四个蒸镀管下部各固接有一个回流器;
四个回流器下端与同心环架上同一直线上的四个蒸发源的位置;四个蒸镀管内环面中部各固接有一个蒸镀栅板;蒸镀管滑动连接密封套。
13.进一步的是,回流器为倒置的锥形罩壳,用于对冷凝下沉的金属蒸汽液滴回流收集。
14.有益效果是:本发明可批量对四孔反光杯进行金属膜的蒸镀,其中可以通过添加不同的金属,对四孔反光杯镀覆不同的金属膜,并且可以将不同的金属蒸汽相互隔离开,避免金属蒸汽的交叉污染以及防止金属蒸汽的泄漏;本发明通过设置轮转式蒸镀单元,以转盘轮转的方式,可以预先添加多种用于镀膜的金属原料,减少添加金属原料的次数,并且无须多次对密闭舱抽真空;本发明通过设置防污染衍射单元,其中添加蒸镀管的方式,能在批量处理四孔反光杯的同时,还能有效避免金属蒸汽的交叉污染;本发明通过设置定位夹持单元,针对四孔反光杯的特殊造型进行夹持固定,并且还能对四孔反光杯的预留孔进行封堵,能避免金属蒸汽的泄漏。
附图说明
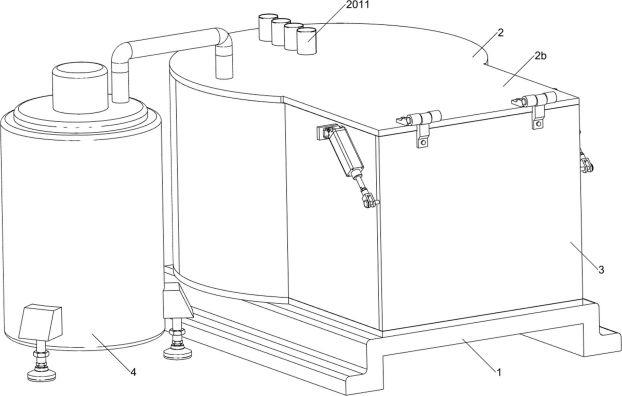
15.图1为本发明的金属膜蒸镀加工设备的闭舱立体结构示意图;图2为本发明的金属膜蒸镀加工设备的闭舱剖面结构示意图;图3为本发明的金属膜蒸镀加工设备的第一种组合立体结构示意图;图4为本发明的金属膜蒸镀加工设备的轮转式蒸镀单元立体结构示意图;图5为本发明的金属膜蒸镀加工设备的轮转式蒸镀单元剖面立体结构示意图;图6为本发明的金属膜蒸镀加工设备的上料单元立体结构示意图;图7为本发明的金属膜蒸镀加工设备的上料单元第一种部分立体结构示意图;图8为本发明的金属膜蒸镀加工设备的上料单元第二种部分立体结构示意图;图9为本发明的金属膜蒸镀加工设备的防污染衍射单元立体结构示意图;图10为本发明的金属膜蒸镀加工设备的防污染衍射单元局部剖面立体结构示意图;图11为本发明的金属膜蒸镀加工设备的第二种组合立体结构示意图;图12为本发明的金属膜蒸镀加工设备的防泄漏单元立体结构示意图;图13为本发明的金属膜蒸镀加工设备的定位夹持单元部分立体结构示意图。
16.附图标记中:1
‑
底座,2
‑
密闭舱,3
‑
自动舱门,4
‑
真空泵,2a
‑
底板,2b
‑
罩壳,101
‑
安装架,102
‑
第一支板,103
‑
动力组件,104
‑
第二支板,105
‑
传动杆,106
‑
第一齿轮,107
‑
第三支板,108
‑
主导线管,109
‑
第二齿轮,1010
‑
转接管,1011
‑
副导线管,1012
‑
同心环架,1013
‑
蒸发源,1014
‑
环形板,201
‑
第一支架,202
‑
三角架,203
‑
第一导轨架,204
‑
第二支架,205
‑
第二导轨架,206
‑
电动导轨,207
‑
载料板,208
‑
横板,209
‑
加料管,2010
‑
扩口器,2011
‑
密封盖,207a
‑
蒸镀孔,301
‑
第三支架,302
‑
固定架,303
‑
固定环,304
‑
蒸镀管,305
‑
回流器,306
‑
蒸镀栅板,401
‑
门形架,402
‑
电动执行器,403
‑
十字架,404
‑
定位块,405
‑
第四支板,406
‑
封堵件,501
‑
竖板,502
‑
弹性件,503
‑
第五支板,504
‑
密封套,505
‑
横杆,506
‑
第一导轮,507
‑
第二导轮,508
‑
软绳,501a
‑
一字槽。
具体实施方式
17.以下结合附图和具体实施例对本发明作具体的介绍。
18.在本发明的实施例中,动力组件103为电机,蒸发源1013为金属融化炉,电动执行器402为电动推杆,弹性件502为弹簧。
19.实施例1一种金属膜蒸镀加工设备,如图1
‑
2所示,包括有轮转式蒸镀单元、上料单元、防污染衍射单元、定位夹持单元、防泄漏单元、底座1、密闭舱2、自动舱门3和真空泵4;底座1上表面焊接有密闭舱2;密闭舱2的罩壳2b前部安装有自动舱门3;密闭舱2上部通过导管连接有真空泵4,并且真空泵4位于底座1左方;密闭舱2的底板2a上表面后部连接有轮转式蒸镀单元;密闭舱2的底板2a上表面前部连接有上料单元;密闭舱2的罩壳2b后部与上料单元连接;轮转式蒸镀单元上部与上料单元连接;上料单元中部连接有防污染衍射单元,并且防污染衍射单元位于轮转式蒸镀单元上方;防污染衍射单元上部连接有定位夹持单元;防污染衍射单元上部连接有用于防止金属蒸汽泄漏的防泄漏单元;防泄漏单元与定位夹持单元连接。
20.在金属膜蒸镀加工设备使用前,以下简称加工设备,首先将底座1和真空泵4放置于水平的位置上,接着从外部接通电源,而后自动舱门3打开,通过上料单元往轮转式蒸镀单元中填入需要镀的金属膜相对应的金属材料,而后将四孔反光杯放在上料单元上,上料单元将四孔反光杯转移到金属膜镀覆区域,定位夹持单元对四孔反光杯进行定位并固定,同时防泄漏单元将上料单元和防污染衍射单元之间的区域密封,接着关闭自动舱门3,而后启动真空泵4,真空泵4将密闭舱2抽成真空状态,轮转式蒸镀单元对金属进行熔融,并激发出金属蒸汽,金属蒸汽通过防污染衍射单元后均匀镀覆在四孔反光杯内的各个曲面上;本发明可批量对四孔反光杯进行金属膜的蒸镀,其中可以通过添加不同的金属,往四孔反光杯镀覆不同的金属膜,并且可以将不同的金属蒸汽相互隔离开,避免金属蒸汽的交叉污染,防止金属蒸汽的泄漏。
21.实施例2在实施例1的基础上,如图3
‑
13所示,上料单元包括有第一支架201、三角架202、第一导轨架203、第二支架204、第二导轨架205、电动导轨206、载料板207、横板208、加料管209、扩口器2010和密封盖2011;密闭舱2的底板2a上表面前部螺栓连接有第一支架201;第一支架201上部焊接有三角架202;三角架202上部螺栓连接有第一导轨架203;轮转式蒸镀单元上部螺栓连接有第二支架204;第二支架204上表面螺栓连接有第二导轨架205;第一支架201和第二支架204之间连接有防污染衍射单元;第二导轨架205与第一导轨架203之间固接有两个电动导轨206;两个电动导轨206相向侧滑动连接有载料板207;载料板207上开有四个用于金属蒸汽通过的蒸镀孔207a;密闭舱2上的罩壳2b后部固接有横板208;密闭舱2上的罩壳2b上侧后部等距焊接有四个加料管209;四个加料管209下部与横板208固接;四个加料管209上部各焊接有一个扩口器2010;四个扩口器2010上各套接有一个用于加完金属料后将其顶部开口封闭的密封盖2011。
22.定位夹持单元包括有门形架401、电动执行器402、十字架403、定位块404、第四支板405和封堵件406;防污染衍射单元上部等距连接有四个门形架401;四个门形架401上部各螺栓连接有一个电动执行器402;四个电动执行器402伸缩部各固接有一个十字架403;每
个十字架403四个分叉上各螺栓连接有一个定位块404;四个十字架403上表面均连接防泄漏单元;十六个定位块404上表面各螺栓连接有一个第四支板405;每个第四支板405各插接有一个封堵件406;每四个封堵件406与一个载料板207上的一个蒸镀孔207a对应。
23.防泄漏单元包括有竖板501、弹性件502、第五支板503、密封套504、横杆505、第一导轮506、第二导轮507和软绳508;防污染衍射单元上部等距连接有四个竖板501;每个竖板501上部的一字槽501a内固接有一个弹性件502;每个弹性件502下部固接有第五支板503;每个第五支板503中部与一个竖板501滑动连接;每个门形架401内侧的两个第五支板503的相向侧焊接有一个密封套504;密封套504连接防污染衍射单元;四个密封套504与四个载料板207上的蒸镀孔207a对应;相应的两个第五支板503的相背侧各固接有一个横杆505;每个门形架401的左部和右部各与一个横杆505滑动连接;每个横杆505上表面与十字架403之间连接有软绳508,并且每一个十字架403连接两个软绳508;每个门形架401的上侧转动连接有两个第一导轮506和两个第二导轮507,并且两个第二导轮507位于两个第一导轮506之间;每根软绳508绕依次过一个第一导轮506和一个第二导轮507,并且软绳508从门形架401上部穿过。
24.密封套504下部为环状密封胶条,密封套504能在蒸镀管304上滑动,还能对蒸镀管304密封,避免蒸镀管304内的金属蒸汽泄漏。
25.载料板207的四个蒸镀孔207a的下表面周围有凸出部,用于配合密封套504对蒸镀管304的密封。
26.密封套504用于对蒸镀管304和载料板207的蒸镀孔207a封闭的。
27.金属原料的上料过程:首先操作人员将四个密封盖2011依次取下,而后取一种或者几种金属原料,各置入一个扩口器2010内,接着金属原料从各个扩口器2010内经过加料管209,而后金属原料从加料管209滑出,进入到轮转式蒸镀单元内,当金属原料添加完成后,操作人员将四个密封盖2011依次盖在扩口器2010上,将扩口器2010进行封口。
28.待处理件上料过程:载料板207通过滑块转移到电动导轨206的前部,接着载料板207停止运动,而后操作人员往载料板207上放置四个四孔反光杯,同时将四孔反光杯需要蒸镀的面向下放置于载料板207的蒸镀孔207a上方,接着载料板207带着四个四孔反光杯通过两个电动导轨206进行转移,四个四孔反光杯转移到轮转式蒸镀单元的上方时,载料板207停止运动,而后启动电动执行器402,电动执行器402伸缩部伸长,带动十字架403传动四个定位块404同时向下运动,四个定位块404将四孔反光杯的外部进行定位并固定在载料板207上的蒸镀孔207a上方,同时通过封堵件406覆盖在四孔反光杯上部通孔位置,防止在蒸镀过程中金属蒸汽从通孔中泄漏,导致金属蒸汽的泄漏,接着,关闭电动执行器402。
29.蒸镀前密封过程:当电动执行器402在伸长时,十字架403往下运动,十字架403通过两根软绳508带动两个横杆505传动两个第五支板503往上运动,此时弹性件502处于缓慢被压缩状态,两个第五支板503同时带动密封套504往上运动,直到密封套504上部套在载料板207上的蒸镀孔207a的凸出部外,实现载料板207与蒸镀管304的密封,避免金属蒸汽的泄漏。
30.轮转式蒸镀单元包括有安装架101、第一支板102、动力组件103、第二支板104、传动杆105、第一齿轮106、第三支板107、主导线管108、第二齿轮109、转接管1010、副导线管1011、同心环架1012、蒸发源1013和环形板1014;密闭舱2的底板2a上表面后部螺栓连接有
安装架101;安装架101上表面等距螺栓连接有四个第一支板102;安装架101上表面前部安装有动力组件103,并且动力组件103位于四个第一支板102之间;动力组件103输出轴上端固接有传动杆105;安装架101上表面前部螺栓连接有第二支板104,并且第二支板104位于动力组件103的右方;第二支板104上部与传动杆105转动连接;传动杆105上部固接有第一齿轮106;安装架101上表面后部螺栓连接有第三支板107;密闭舱2的底板2a后部转动连接有用于将所有蒸发源1013的导线统一导出的主导线管108;第三支板107上部与主导线管108转动连接;密闭舱2的底板2a转动连接主导线管108;主导线管108上部固接有第二齿轮109;第二齿轮109与第一齿轮106啮合;主导线管108上部固接有转接管1010,并且转接管1010位于第二齿轮109的上方;转接管1010外表面等距连通有六个用于将同一直线上的蒸发源1013的导线统一导出的副导线管1011;六个副导线管1011上表面固接有同心环架1012;四个第一支板102上表面焊接有环形板1014;同心环架1012与环形板1014滑动连接;同心环架1012上的每个同心环上表面各安装有六个蒸发源1013;环形板1014上表面左部和上表面右部螺栓连接第二支架204;四个加料管209对应同心环架1012上同一直线上的四个蒸发源1013的位置。
31.防污染衍射单元包括有第三支架301、固定架302、固定环303、蒸镀管304、回流器305和蒸镀栅板306;第一支架201上表面螺栓连接有第三支架301;第二支架204上部焊接有固定架302;固定架302上表面等距焊接四个门形架401;固定架302上表面等距焊接有四个竖板501;第三支架301上部螺栓连接固定架302;第三支架301上焊接有四个固定环303;四个固定环303内环面各焊接有一个对金属蒸汽引导的蒸镀管304;四个蒸镀管304上端与载料板207上的四个蒸镀孔207a的位置对应;四个蒸镀管304下部各焊接有一个回流器305;四个回流器305下端与同心环架1012上同一直线上的四个蒸发源1013的位置;四个蒸镀管304内环面中部各固接有一个蒸镀栅板306;蒸镀管304滑动连接密封套504。
32.回流器305为倒置的锥形罩壳2b,用于对冷凝下沉的金属蒸汽液滴回流收集;定位块404的楔形部为曲面,用于适应四孔反光杯的外形,对四孔反光杯固定;封堵件406为可变形的软胶条,用于覆在四孔反光杯上预留孔的位置,防止金属蒸汽的泄漏;蒸镀栅板306上设置有多个同心圆间隙,用于控制四孔反光杯蒸镀金属膜的厚度的均匀性。
33.蒸镀准备过程:当操作人员通过加料管209往蒸发源1013的空腔内填入金属原料时,根据不同的使用需求,可以对各个蒸发源1013内添加不同的金属原料,当在同一直线上的蒸发源1013填充了金属原料后,启动动力组件103,动力组件103输出轴带动传动杆105传动第一齿轮106转动,第一齿轮106带动第二齿轮109传动主导线管108转动,主导线管108带动转接管1010同时传动六个副导线管1011转动,直到下一组蒸发源1013与四个加料管209的管口相对应时,关闭动力组件103,重复以上操作,可完成对同心环架1012上的所有的蒸发源1013填充金属原料。
34.金属蒸镀过程:当四个蒸发源1013与四个回流器305的开口相适应时,控制此时的四个蒸发源1013运转,四个蒸发源1013对金属原料进行加热,使得金属原料蒸汽化,接着金属蒸汽通过回流器305经过蒸镀管304地导向,贴附在四孔反光杯的待处理面上,此时,金属蒸汽在蒸镀管304内经过时,通过蒸镀栅板306的衍射作用,金属蒸汽可在四孔反光杯内的凹凸不平的面均匀镀覆金属膜层,同时金属蒸汽在往上蒸腾时,在蒸镀管304内壁以及蒸镀栅板306的下表面或有部分凝结成液滴,金属液滴可通过回流器305重新回流聚集到各个蒸
发源1013内,重新汽化利用。
35.应理解,该实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1