一种工业机器人力控气动砂光机控制系统的制作方法
本发明涉及精加工设备领域,具体为一种工业机器人力控气动砂光机控制系统。
背景技术:
1、现有的砂光作业,由于打磨砂光压力的变化,导致工件砂光的效果不一,特别工件过大而难以实现工件全面性的砂光打磨,严重影响工件的加工精度,为了弥补现有技术的不足,我们提供一种工业机器人力控气动砂光机控制系统。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种工业机器人力控气动砂光机控制系统,具备力控气动砂光机小巧轻便,适合精细化干磨及水磨,适合大型三维曲面的打磨的特性;能够实现全自动砂光作业,能够保证砂光打磨压力值恒定不便,可以提高工件的打磨效果;可实现全姿态力/位混合控制补偿,适用任意外形工件的表面处理,并保证接触力精确与稳定,解决了传统砂光作业由于打磨砂光压力的变化,导致工件砂光的效果不一,特别工件过大而难以实现工件全面性的砂光打磨,严重影响工件的加工精度的问题。
3、(二)技术方案
4、为实现上述具备力控气动砂光机小巧轻便,适合精细化干磨及水磨,适合大型三维曲面的打磨的特性;能够实现全自动砂光作业,能够保证砂光打磨压力值恒定不便,可以提高工件的打磨效果;可实现全姿态力/位混合控制补偿,适用任意外形工件的表面处理,并保证接触力精确与稳定的目的,本发明提供如下技术方案:
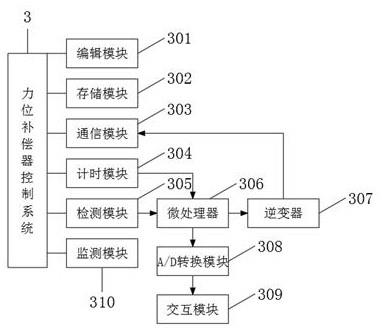
5、一种工业机器人力控气动砂光机控制系统,包括力控气动砂光机、工业机器人,所述力控气动砂光机的一端连接有力位补偿器控制系统,所述力位补偿器控制系统包括编辑模块、存储模块、通信模块、计时模块、检测模块、监测模块,所述力位补偿器控制系统连接有机器人控制柜与24v直流电源,所述力控气动砂光机的另一端连接有空压机油水分离器,所述空压机油水分离器连接有空气压缩机;
6、所述力控气动砂光机固定安装于工业机器人的机械臂前端,所述力控气动砂光机与力位补偿器控制系统之间通过电信号连接,所述机器人控制柜与力位补偿器控制系统之间通过电信号以及数据信号连接,所述工业机器人与机器人控制柜之间通过力位补偿器控制系统连接,所述力位补偿器控制系统与24v直流电源之间通过电源线连接。
7、作为本发明一种优选的方案,所述检测模块通过电信号连接有微处理器,所述微处理器连接有逆变器,且微处理器与逆变器之间为电信号连接,所述逆变器与通信模块连接。
8、作为本发明一种优选的方案,所述计时模块与微处理器之间电信号连接,所述微处理器电信号连接有a/d转换模块,所述a/d转换模块连接有人机交互模块,且a/d转换模块与人机交互模块之间电信号连接,所述a/d转换模块配合人机交互模块能够将具体数值转换为图像进行展示。
9、作为本发明一种优选的方案,所述编辑模块用于输入力控气动砂光机的工作参数,所述存储模块用于储存用户所有数据信息,所述监测模块用于监测力控气动砂光机在工作状态下的输出参数,所述检测模块用于检测力控气动砂光机的工况信息。
10、作为本发明一种优选的方案,所述力控气动砂光机与空压机油水分离器之间通过气管连接,所述空压机油水分离器与空气压缩机之间通过气管连通。
11、(三)有益效果
12、与现有技术相比,本发明提供了一种工业机器人力控气动砂光机控制系统,具备以下有益效果:
13、1、力控气动砂光机小巧轻便,适合精细化干磨及水磨,适合大型三维曲面的打磨;
14、2、该系统能够实现全自动砂光作业,能够保证砂光打磨压力值恒定不便,可以提高工件的打磨效果;
15、3、可实现全姿态力/位混合控制补偿,适用任意外形工件的表面处理,并保证接触力精确与稳定。
技术特征:
1.一种工业机器人力控气动砂光机控制系统,包括力控气动砂光机(1)、工业机器人(2),其特征在于:所述力控气动砂光机(1)的一端连接有力位补偿器控制系统(3),所述力位补偿器控制系统(3)包括编辑模块(301)、存储模块(302)、通信模块(303)、计时模块(304)、检测模块(305)、监测模块(310),所述力位补偿器控制系统(3)连接有机器人控制柜(4)与24v直流电源(7),所述力控气动砂光机(1)的另一端连接有空压机油水分离器(6),所述空压机油水分离器(6)连接有空气压缩机(5);
2.根据权利要求1所述的一种工业机器人力控气动砂光机控制系统,其特征在于:所述检测模块(305)通过电信号连接有微处理器(306),所述微处理器(306)连接有逆变器(307),且微处理器(306)与逆变器(307)之间为电信号连接,所述逆变器(307)与通信模块(303)连接。
3.根据权利要求1所述的一种工业机器人力控气动砂光机控制系统,其特征在于:所述计时模块(304)与微处理器(306)之间电信号连接,所述微处理器(306)电信号连接有a/d转换模块(308),所述a/d转换模块(308)连接有人机交互模块(309),且a/d转换模块(308)与人机交互模块(309)之间电信号连接,所述a/d转换模块(308)配合人机交互模块(309)能够将具体数值转换为图像进行展示。
4.根据权利要求1所述的一种工业机器人力控气动砂光机控制系统,其特征在于:所述编辑模块(301)用于输入力控气动砂光机(1)的工作参数,所述存储模块(302)用于储存用户所有数据信息,所述监测模块(310)用于监测力控气动砂光机(1)在工作状态下的输出参数,所述检测模块(305)用于检测力控气动砂光机(1)的工况信息。
5.根据权利要求1所述的一种工业机器人力控气动砂光机控制系统,其特征在于:所述力控气动砂光机(1)与空压机油水分离器(6)之间通过气管连接,所述空压机油水分离器(6)与空气压缩机(5)之间通过气管连通。
技术总结
本发明涉及精加工设备领域,且公开了一种工业机器人力控气动砂光机控制系统,包括力控气动砂光机、工业机器人,所述力控气动砂光机的一端连接有力位补偿器控制系统,所述力位补偿器控制系统连接有机器人控制柜与24V直流电源,所述力控气动砂光机的另一端连接有空压机油水分离器,所述空压机油水分离器连接有空气压缩机。该发明具备力控气动砂光机小巧轻便,适合精细化干磨及水磨,适合大型三维曲面的打磨的特性;能够实现全自动砂光作业,能够保证砂光打磨压力值恒定不便,可以提高工件的打磨效果;可实现全姿态力/位混合控制补偿,适用任意外形工件的表面处理,并保证接触力精确与稳定。
技术研发人员:陈入领,陆昱颖
受保护的技术使用者:莫太奇智能装备(苏州)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!