一种含Sn、Sb耐硫酸及氯离子腐蚀的钢板及其制造方法与流程
一种含sn、sb耐硫酸及氯离子腐蚀的钢板及其制造方法
技术领域
1.本发明属于钢铁材料及其制造领域,具体涉及到一种含sn、sb耐硫酸及氯离子腐蚀的钢板及其制造方法。
背景技术:
2.耐候钢即耐大气腐蚀钢,相对于不锈钢能大幅降低制造成本,且具有良好的焊接性能,相对普通碳钢具有良好的耐大气腐蚀性能。
3.现有耐腐蚀钢制造技术中,2010年7月14日公开的公开号cn 101775544 a公开了一种耐硫酸露点腐蚀钢kns及其轧制方法,其化学成分为:c≤0.10%,si:0.30%~0.40%,mn:0.70%~0.80%,v≤0.010%,cu:0.20~0.30%,cr:0.60%~0.90%,ti:0.015%~0.025%,sb:≤0.010%,s:≤0.020%,p:≤0.020%,其余为fe及不可避免的不纯物。所得耐硫酸露点腐蚀钢耐腐蚀性能是普通钢q195的5.3倍,是spa-h的2.89倍,比普碳钢和耐候钢有更优良的耐硫酸腐蚀性能。但该材料不能满足在硫酸和氯离子共存环境下的耐腐蚀性能要求。
4.2013年4月24日公开的公开号cn 103060712 a公开了一种锅炉用不锈耐酸钢,其特征是各种成分的质量百分比为:c:0.06~0.28%,mn:1.2~1.4%,si:0.2~0.3%,s≤0.020%,p≤0.02%,cr:18~20%,ni:3.5~4.5%,mo:0.8~1.0%,cu:0.6~1.2%,ti:0.2~0.4%,nb:0.1~0.2%,sn:0.2~0.4%,其余为fe及不可避免的杂质,其中sn:cu:ti:nb的比例为2:6:2:1。70℃,50%硫酸中浸泡48h,腐蚀速率<1.8mm/a。该材料也无法满足在硫酸和氯离子共存环境下的耐腐蚀性能要求。
5.2019年8月23日公开的专利号cn 110157982 a公开了一种耐海水腐蚀钢板及其生产方法,其特征是c:0.08~0.12%,si:0.25~0.35%,mn:1.0~1.6%,p≤0.012%,s≤0.008%,cr+ni+cu≤1.2%,sn:0.025~0.050%,nb+v+ti≤0.05%,厚度20~50mm,海水全浸条件年腐蚀厚度≤2mm。该材料钢板适用于海水腐蚀的环境下,并不适用于硫酸和氯离子共存的环境。
6.因此,开发具备良好的耐硫酸及氯离子腐蚀性能的钢板十分必要。
技术实现要素:
7.本发明提供了一种含sn、sb耐硫酸及氯离子腐蚀的钢板及其制造方法,该耐蚀钢具有良好的耐硫酸、氯离子腐蚀性能,主要应用于高温、恶劣的硫酸、氯离子共存环境下服役的结构件,还可拓展应用至具有耐硫酸、氯离子腐蚀要求的其他领域。
8.本发明具体技术方案如下:
9.一种含sn、sb耐硫酸及氯离子腐蚀的钢板,包括以下质量百分比成分:
10.c:0.050-0.079%;si:0.20%-0.45%;mn:0.60-1.00%;p≤0.025%;s≤0.0040%;cr:0.90-1.10%;ni:0.05~0.30%;cu:0.20-0.40%;als:0.025-0.050%;ti:0.035-0.050%;sb:0.08-0.14%;sn:0.10-0.15%;n≤0.0040%;余量为fe及不可避免的
夹杂。
11.所述含sn、sb耐硫酸及氯离子腐蚀的钢板成分满足ti-3.42n-1.5s>0.015%;
12.所述含sn、sb耐硫酸及氯离子腐蚀的钢板的金相组织为铁素体+珠光体;珠光体组织体积占比为5-15%,铁素体体积占比为85-95%,铁素体晶粒度为10-12级。
13.本发明提供的一种含sn、sb耐硫酸及氯离子腐蚀的钢板的制造方法,包括以下工艺流程:
14.铁水预处理
→
转炉冶炼
→
精炼
→
连铸
→
板坯加热
→
热连轧
→
层流冷却
→
卷取。
15.工艺流程中:
16.铁水预处理过程中,铁水脱硫后目标s≤0.0040%,转炉采用强底吹,终点禁止补吹,控制n含量;
17.所述精炼,采用lf精炼的洁净钢冶炼工艺;
18.所述连铸,连铸过程中,钢水浇注时全程采用专用保护渣保护浇铸,控制n≤0.0040%,板坯的厚度为230mm。
19.连铸后,板坯优先采用热装轧制,板坯切割到入炉时间间隔≤4h;不满足热装条件的板坯需下线检查,确认铸坯表面无裂纹后再进行轧制;如发现裂纹需进行清理后再投轧。
20.板坯加热过程中,加热炉最后两段入口板坯温度≤1000℃,炉内气氛空气过剩系数<1.0,目标范围控制在0.90-0.95。为缩短板坯在炉时间创造条件,板坯出炉温度控制在1170-1210℃,控制板坯在炉时间<150min。
21.板坯出炉后经过高压水除鳞然后在热连轧机组进行粗轧和精轧。
22.所述粗轧,采用“3+3”或“3+5”道次往返轧制,粗轧末道次板坯温度≥1030℃,板坯温度低于1030℃进入精轧机后轧制力会有超负荷的风险;
23.所述精轧,精轧阶段采用7机架连轧,精轧终轧温度840-890℃。
24.精轧后采用前段集中层流冷却,冷速10-30℃/s,随后温度控制在550-630℃进行卷取,卷取温度低于该成分的贝氏体转变温度,则显微组织可能出现大量贝氏体,硬度过高影响冷弯成型性能,卷取温度过高,软相铁素体占比过多,且晶粒尺寸粗大,细晶强化作用不足,进而导致钢板强度不足。
25.本发明设计思路及效果:
26.在不锈钢中添加sn,或者将sn涂镀在钢板表面,主要目的是提高钢板的耐腐蚀性能。但由于sn属于低熔点元素,其熔点仅为232℃,易沿晶界析出形成富sn脆性相从而对铸坯的高温塑性以及钢板的韧性、表面质量产生不良影响,所以目前钢中添加sn的技术思路很少。
27.sn和sb通过在材料表面形成一层sno2、sb2o5的外膜阻碍基体腐蚀的进行,同时抑制阳极溶解,从而达到耐硫酸及氯离子腐蚀的效果。目前国内耐硫酸露点腐蚀钢板基本采用单独添加sb的合金成分设计,本发明通过在含sb耐酸钢中加入sn,进一步提高其耐硫酸腐蚀性能,同时可以抵御氯离子的侵蚀,使得该钢板可在高温、恶劣的硫酸、氯离子共存环境下服役。
28.本发明中,由于sn和sb都属于低熔点元素,易沿晶界析出形成脆性相从而对铸坯的高温塑性以及钢板的韧性、表面质量产生不良影响,因而本发明要求板坯优先采用热装轧制(板坯切割到入炉时间间隔≤4h),不满足热装条件的板坯需下线检查,确认铸坯表面
无裂纹后再进行轧制,如发现裂纹需进行清理后再投轧。加热炉最后两段入口板坯目标温度≤1000℃,炉内气氛空气过剩系数<1.0,目标范围控制在0.90-0.95,保证还原性气氛,减少板坯表面氧化层对轧后钢板表面质量的不良影响。板坯出炉温度控制在1170-1210℃,降低加热温度减缓低熔点元素的熔化速度,同时为缩短板坯在炉时间创造条件。控制板坯在炉时间<150min,缩短sn、sb脆性相的析出时间,减少脆性析出相量。
29.另外,含碳量为0.08%-0.17%的碳钢从液相冷却到1495℃时发生包晶反应,包晶反应时线收缩量较大,坯壳与结晶器器壁容易形成气隙,气隙的过早形成会导致收缩不均和坯壳厚度不均,在薄弱处容易形成裂纹,铸坯容易出现表面质量缺陷,因此本发明化学成分中控制c含量<0.080%,避免包晶反应。同时添加0.030-0.050%的ti,并控制n≤0.0040%,s≤0.0040%,保证满足ti-3.42n-1.5s>0.015%,抑制晶粒长大,缩小晶界间隙,从而减少沿晶界析出的sn、sb脆性相含量,改善板坯和钢板的表面质量和韧性。
30.与现有技术相比,本发明在含sb钢中加入合适的sn添加量,控制c、n、s含量上限,通过添加ti,并配合板坯加热工艺等现场控制关键工艺形成一种含sn、sb耐硫酸及氯离子腐蚀的钢板及其制造方法,其表面质量和冷弯性能良好;屈服强度≥345mpa,抗拉强度≥470mpa,延伸率≥25%;冲击功≥100j(冲击试样尺寸:7.5mm
×
10mm
×
55mm);按照jb/t 7901规定的试验方法,温度70℃,腐蚀溶液为50%h2so4+3
×
104mg/l的cl-条件下,腐蚀失重率<5.50g/m2·
h。
附图说明
31.图1为实施例1表面质量良好的图;
32.图2为对比例3表面裂纹的图;
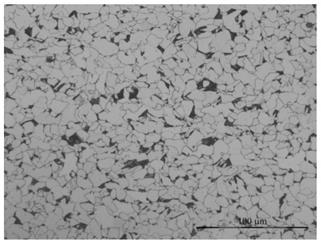
33.图3为实施例1的显微组织;
34.图4为对比例5的显微组织;
35.图5为腐蚀失重率-sn含量变化趋势。
具体实施方式
36.一种含sn、sb耐硫酸及氯离子腐蚀的钢板的制造方法,包括以下工艺流程:
37.铁水预处理
→
转炉冶炼
→
精炼
→
连铸
→
板坯加热
→
热连轧
→
层流冷却
→
卷取。
38.采用铁水预处理
→
转炉炼钢
→
lf炉外精炼
→
连铸工艺冶炼,铁水脱硫后目标[s]≤0.0040%,转炉采用强底吹,终点禁止补吹,采用lf精炼的洁净钢冶炼工艺,钢水浇注时全程采用专用保护渣保护浇铸,控制n含量≤0.0040%,板坯的厚度为230mm。经过lf炉外精炼后,钢中化学成分满足重量百分比(wt%):c:0.050-0.079%;si:0.20%-0.45%;mn:0.60-1.00%;p≤0.025%;s≤0.0040%;cr:0.90-1.10%;ni:0.05-0.30%;cu:0.20-0.40%;als:0.025-0.050%;ti:0.035-0.050%;sb:0.08-0.14%;sn:0.10-0.15%;n≤0.0040%;且满足ti-3.42n-1.5s>0.015%;余量为fe及不可避免的夹杂。
[0039]
以其中3炉钢作为本发明的3个实施例(实施例1-实施例3),各实施例和对比例的成分如表1所示,表1中没有显示的余量为fe和不可避免的组织。
[0040]
各实施例及对比例的具体化学成分检测根据gb/t 4336《碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)》进行,结果如表1所示,表1中没有显示的余量为fe和
不可避免的杂质。
[0041]
生产中,板坯优先采用热装轧制,板坯切割到入炉时间间隔≤4h,不满足热装条件的板坯需下线检查,确认铸坯表面无裂纹后再进行轧制,如发现裂纹需进行清理后再投轧。控制加热炉最后两段入口板坯温度≤1000℃,炉内气氛空气过剩系数<1.0,目标范围控制在0.90-0.95,降低加热温度减缓低熔点元素的熔化速度,同时保证加热炉内为还原性气氛,减少板坯表面氧化层对轧后钢板表面质量的不良影响。控制板坯在炉时间<150min,缩短sn、sb脆性相的析出时间,减少脆性析出相量。
[0042]
为缩短板坯在炉时间创造条件,板坯出炉温度控制在1170-1210℃。板坯出炉后经过高压水除鳞然后在热连轧机组进行粗轧和精轧。2机架粗轧,7机架精轧;粗轧采用“3+3”或“3+5”道次往返轧制,粗轧末道次板坯温度≥1030℃,板坯温度低于1030℃进入精轧机后轧制力可能有超负荷的风险,精轧阶段采用7机架连轧,精轧终轧温度840-890℃。精轧后采用前段集中层流冷却,冷速10-30℃/s,随后温度控制在550-630℃进行卷取,卷取温度低于该成分的贝氏体转变温度,则显微组织可能出现大量贝氏体,硬度过高影响冷弯成型性能,卷取温度过高,软相铁素体占比过多,且晶粒尺寸粗大,细晶强化作用不足,进而导致钢板强度不足。
[0043]
实施例及对比例的主要轧制工艺参数、性能及表面质量如表2所示。力学性能测试根据gb/t 228.1-2010《金属材料拉伸试验第1部分:室温试验方法》进行,冷弯性能测试根据gb/t 232-2010《金属材料弯曲试验方法》进行,冲击性能测试根据gb/t 229-2007《金属材料夏比摆锤冲击试验方法》进行。
[0044]
实施例1和对比例5的显微组织见图3、图4,实施例1的p组织体积占比约为5.49%,f组织体积占比约为94.51%,晶粒度为10.5级,对比例5的p组织体积占比约为3.12%,f组织体积占比约为96.88%,晶粒度为9.5级。
[0045]
表1各实施例及对比例钢板成分
[0046][0047]
表2各实施例及对比例轧制工序主要工艺参数、性能及表面质量
[0048][0049]
对比例1和对比例2是在实施例1的基础上仅化学成分中的sn含量控制要求存在变
化,其余皆执行实施例1的技术要求。对比例3的化学成分不满足本发明要求,对比例4和5的化学成分与实施例1相同,但是工艺参数不满足本发明要求。
[0050]
各实施例1-3及对比例1-2按照jb/t 7901规定的试验方法,在温度70℃,腐蚀溶液为50%h2so4+3
×
104mg/l的cl-条件下进行试验,结果见表3所示,具有良好的耐硫酸及氯离子腐蚀性能。
[0051]
腐蚀失重率(w)按下式进行计算:
[0052][0053]
式中:w——腐蚀失重率,g/(m2·
h);g0——试样原始重量,g;g1——试样试后重量,g;a——试样长度,mm;b——试样宽度,mm;c——试样厚度,mm;t——试验时间,h。
[0054]
表3各实施例1-3及对比例1-2腐蚀试验数据
[0055] 腐蚀失重率,g/m2·
h实施例15.25实施例25.35实施例35.22对比例113.11对比例213.33
[0056]
在实施例1配方体系及生产工艺条件下,仅仅改变sn含量为0.10%、0.15%,进行以上腐蚀试验,得到含sb耐酸钢中sn含量范围在0-0.15%对其腐蚀失重率的影响见表4和图5。
[0057]
表4含sn、sb钢的腐蚀失重率
[0058]
sn(%)腐蚀失重率(g/m2·
h)013.330.0513.110.105.390.155.18
[0059]
含sb钢中添加0-0.15%含量的sn,按照jb/t 7901规定的试验方法,温度70℃,腐蚀溶液为50%h2so4+3
×
104mg/l的cl-条件下,腐蚀失重率随sn含量的变化见图5,sn的添加量超过0.05%时,钢板的腐蚀失重率大幅度降低,sn添加量达到0.10-0.15%时,腐蚀失重率的降低趋势比较平缓。由于过高的sn含量对铸坯高温塑性以及钢板韧性、表面质量产生不良影响,综合考虑耐腐蚀性能,sn含量控制在0.10-0.15%。
[0060]
综上所述,按本发明钢种化学成分设计范围及轧制工艺控制要求所得实施例的屈服强度:383~413mpa,抗拉强度:495~527mpa,a:27.0%~33.0%,-40℃冲击功≥100j(冲击试样尺寸:7.5mm
×
10mm
×
55mm);按照jb/t 7901规定的试验方法,在温度70℃,腐蚀溶液为50%h2so4+3
×
104mg/l的cl-条件下进行试验,实施例的腐蚀失重率为5.18-5.35g/m2·
h。该钢具有良好的耐硫酸和氯离子腐蚀的性能,可应用于高温、恶劣的硫酸、氯离子共存环境下服役的结构件的制造,还可拓展应用至具有耐硫酸、氯离子腐蚀要求的其他领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1