一种轻触开关用铜带加工工艺的制作方法
1.本发明涉及轻触开关铜带的制备领域,特别涉及一种轻触开关用铜带加工工艺。
背景技术:
2.轻触开关分成两大类:利用金属簧片作为开关接触片的称轻触开关,接触电阻小,簇20mn。手感好,有“滴答”清脆声。利用导电橡胶作为接触通路的开关习惯称为导电橡胶开关。开关手感好,但接触电阻大,一般在100一300n。轻触开关的结构是靠按键向下移动,使接触簧片或导电橡胶块接触焊片,形成通路,铜带是轻触开关关键部件之一,其起到了至关重要的导电作用。
3.在现有的轻触开关用铜带的制备工艺中,其原料一般使用以铜为主、锌块为辅的金属材料,这种传统的胚料在长期使用后,由于金属表面自身氧化作用和外界长期碰触产生的震动下,其强度、耐磨性均会快速下降,从而影响轻触开关的使用寿命,同时在传统的制备工艺中,并未对每个阶段的胚料、半成品、成品进行机械结构的处理,从而导致成品的铜带质量较差,韧性较弱,因此需要提供一种轻触开关用铜带加工工艺。
技术实现要素:
4.本发明的目的在于提供一种轻触开关用铜带加工工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种轻触开关用铜带加工工艺,其铜带的制备步骤如下:
6.1)制备铜带胚料,胚料a选用铜95%~99.9%,磷0.001%~0.03%,银0.001~0.03%,其余为锌,将废弃的铜材料放入挤压模具中,添加适当比例的磷、银和锌块,加热加压挤出得到胚料a,胚料b选用铜60.5%~70%,铁0.001%~0.03%,铈0.001~0.03%,铬0.001~0.03%,将电解后的铜材料放入另一个挤压模具中,加适当比例的铁、铈、铬,加热加压挤出得到胚料b;
7.2)表面一次预处理:选用型号为x51的气动圆盘式抛光机对制得的胚料a和胚料b表面进行抛光、去毛刺处理;
8.3)熔铸:将步骤2)中预处理后的胚料a投入熔炼炉进行熔炼,然后按照a:b为1:3重量比加入胚料b进行熔炼,再加入少量锌块,在温度1100—1200℃下熔炼1-2小时,后采用上引连续铸造方式铸成引出,引出过程中采用水冷循环的方式对铸造品进行连续降温冷却,冷却完成后形成铜卷,此时铜卷为8mm厚铸胚;
9.4)表面二次预处理,再次选用x51的气动圆盘式抛光机对制得的胚料a和胚料b表面进行抛光、去毛刺处理,后选用数控龙门铣床对熔铸后的铜卷进行铣面除渣处理,得到4.3mm厚铜卷;
10.5)冷粗轧:4.3mm厚铜卷经过大卷筒直径式粗轧机连续4道次粗轧,粗轧成1.9mm铜带,采用“左卷取大卷筒-轧机-右卷取大卷筒”的方案,每一道次轧制后,铜卷可过轧机,亦
不可过轧机,成品卷可在左右两侧卷取机任意小卷筒上卸卷;
11.6)冷精轧,1.9mm铜带在推杆炉中700℃的条件下保温6h退火,退火后进行五道次精轧得到0.3mm厚度的成品铜带,第一道次将1.9mm轧到1.0mm,第二道次将1.0mm轧到0.75mm,在推杆炉中700℃的条件下保温6h退火,再水冷却,采用稀硫酸对铜带以70m/min速度进行酸洗,第三、四道次将0.75mm轧到0.35mm,在罩式炉中460℃下保温5.5h退火,再冷却至85℃出炉,采用稀硫酸对铜带以70m/min速度进行酸洗,第五道次将0.35mm铜带一道次轧到0.3mm成品.采用稀硫酸对铜带以65m/min速度进行酸洗;
12.7)表面三次处理:选用超声波脱脂清洗机对经过精轧后的铜带进行方位清洗,后选用小型研磨机对铜带进行细致研磨,保证铜带表面的光滑度;
13.8)热浸处理,将经过表面三次处理的铜带冷却后再加热到290℃
±
10℃,加入硫化镍,并保温一定时间,后取出进行水洗冷却即可,水洗过程中,每块铜块经初轧步骤下来,由于表面杂质存在,为了避免影响成品品质,必须再次经过封火炉再过水洗程序,水洗区按照酸性的不同分为两种水池,浓度高的为6—8度,浓度低的则为3—5度,其中铜棒、铜带表面产生中红色斑块可以由水洗池的酸液洗去,而暗红色斑块则由水洗期间的铁制细毛刷除,经过这一系列处理方式下来的铜带,明显地闪耀出铜自身固有的光泽。同样轧板期间仍然存在红色斑块和红色斑块,则仍需重来一次水洗步骤。水洗期间要定期地检查水池中的酸度,及时加酸以免酸含量过低导致水洗不充分;
14.9)裁边矫直:对铜带边部进行先裁边后上拉弯矫直机矫直,得到成品铜带。
15.优选的,所述退火工艺中需选用钟罩式退火炉,罩式退火炉内采用75%氮气、24%氢气和1%其它气体组成。
16.优选的,所述熔炼过程中需加入由氯化钾、盐、无水硼砂1:1:5组成的润滑剂,与投炉原料形成0.5-1:1000的比例。
17.优选的,所述上引连续铸造中,引出速率为0.15-0.2m/min。
18.优选的,所述粗轧机的轧板区按轮辊区分为180的初轧、110的中轧。
19.本发明的技术效果和优点:一种轻触开关用铜带加工工艺,本发明通过在传统的以铜为主、锌为辅的胚料基础上按照适当比例添加了铬、磷、铈、银等材料,从而在一定程度上提高了该铜带的机械强度和导电效率,有效增加了轻触开关的使用寿命,同时在该制备工艺中增加了三次表面处理,分别对胚料、半成品和成品进行了不同程度的处理,继而有效提高了铜带的质量。
具体实施方式
20.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明提供了一种轻触开关用铜带加工工艺,其铜带的制备步骤如下:
22.1)制备铜带胚料,胚料a选用铜95%~99.9%,磷0.001%~0.03%,银0.001~0.03%,其余为锌,将废弃的铜材料放入挤压模具中,添加适当比例的磷、银和锌块,加热加压挤出得到胚料a,胚料b选用铜60.5%~70%,铁0.001%~0.03%,铈0.001~0.03%,铬
0.001~0.03%,将电解后的铜材料放入另一个挤压模具中,加适当比例的铁、铈、铬,加热加压挤出得到胚料b;
23.2)表面一次预处理:选用型号为x51的气动圆盘式抛光机对制得的胚料a和胚料b表面进行抛光、去毛刺处理;
24.3)熔铸:将步骤2)中预处理后的胚料a投入熔炼炉进行熔炼,然后按照a:b为1:3重量比加入胚料b进行熔炼,再加入少量锌块,在温度1100—1200℃下熔炼1-2小时,后采用上引连续铸造方式铸成引出,引出过程中采用水冷循环的方式对铸造品进行连续降温冷却,冷却完成后形成铜卷,此时铜卷为8mm厚铸胚;
25.4)表面二次预处理,再次选用x51的气动圆盘式抛光机对制得的胚料a和胚料b表面进行抛光、去毛刺处理,后选用数控龙门铣床对熔铸后的铜卷进行铣面除渣处理,得到4.3mm厚铜卷;
26.5)冷粗轧:4.3mm厚铜卷经过大卷筒直径式粗轧机连续4道次粗轧,粗轧成1.9mm铜带,采用“左卷取大卷筒-轧机-右卷取大卷筒”的方案,每一道次轧制后,铜卷可过轧机,亦不可过轧机,成品卷可在左右两侧卷取机任意小卷筒上卸卷;
27.6)冷精轧,1.9mm铜带在推杆炉中700℃的条件下保温6h退火,退火后进行五道次精轧得到0.3mm厚度的成品铜带,第一道次将1.9mm轧到1.0mm,第二道次将1.0mm轧到0.75mm,在推杆炉中700℃的条件下保温6h退火,再水冷却,采用稀硫酸对铜带以70m/min速度进行酸洗,第三、四道次将0.75mm轧到0.35mm,在罩式炉中460℃下保温5.5h退火,再冷却至85℃出炉,采用稀硫酸对铜带以70m/min速度进行酸洗,第五道次将0.35mm铜带一道次轧到0.3mm成品.采用稀硫酸对铜带以65m/min速度进行酸洗;
28.7)表面三次处理:选用超声波脱脂清洗机对经过精轧后的铜带进行方位清洗,后选用小型研磨机对铜带进行细致研磨,保证铜带表面的光滑度;
29.8)热浸处理,将经过表面三次处理的铜带冷却后再加热到290℃
±
10℃,加入硫化镍,并保温一定时间,后取出进行水洗冷却即可,水洗过程中,每块铜块经初轧步骤下来,由于表面杂质存在,为了避免影响成品品质,必须再次经过封火炉再过水洗程序,水洗区按照酸性的不同分为两种水池,浓度高的为6—8度,浓度低的则为3—5度,其中铜棒、铜带表面产生中红色斑块可以由水洗池的酸液洗去,而暗红色斑块则由水洗期间的铁制细毛刷除,经过这一系列处理方式下来的铜带,明显地闪耀出铜自身固有的光泽。同样轧板期间仍然存在红色斑块和红色斑块,则仍需重来一次水洗步骤。水洗期间要定期地检查水池中的酸度,及时加酸以免酸含量过低导致水洗不充分;
30.9)裁边矫直:对铜带边部进行先裁边后上拉弯矫直机矫直,得到成品铜带。
31.实施例一,退火工艺中需选用钟罩式退火炉,罩式退火炉内采用75%氮气、24%氢气和1%其它气体组成,熔炼过程中需加入由氯化钾、盐、无水硼砂1:1:5组成的润滑剂,与投炉原料形成0.5-1:1000的比例,上引连续铸造中,引出速率为0.15-0.2m/min,粗轧机的轧板区按轮辊区分为180的初轧、110的中轧。
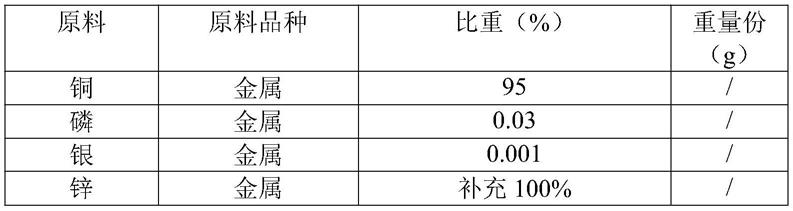
32.实施例二,制备过程使用到的胚料a配方比例1为:
[0033][0034]
制备过程使用到的胚料a比例2为:
[0035][0036]
实施例三,该制备胚料b的配方比例1为:
[0037][0038]
实施例四,该制备胚料b的配方比例2为:
[0039][0040]
综上所述,本发明提供的一种轻触开关用铜带加工工艺,本发明通过在传统的以铜为主、锌为辅的胚料基础上按照适当比例添加了铬、磷、铈、银等材料,从而在一定程度上提高了该铜带的机械强度和导电效率,有效增加了轻触开关的使用寿命,同时在该制备工艺中增加了三次表面处理,分别对胚料、半成品和成品进行了不同程度的处理,继而有效提高了铜带的质量。
[0041]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
[0042]
本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的记载均可以进行订制。
[0043]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1