一种提高钛铌合金熔炼过程稳定性的方法与流程
1.本发明属于有色金属加工技术领域,涉及一种提高钛铌合金熔炼过程稳定性的方法。
背景技术:
2.钛铌合金(ti45nb)是一种亚稳定单相钛合金材料,具有比强度高、无磁性、热阻大,在退火状态下表现出良好的力学性能、加工性能及耐腐蚀性能,是制造航空航天用紧固件的理想材料,在国内外得到了广泛应用。钛铌合金的优点之一是具有优异的耐腐蚀性能,对于复合材料来说,它们之间的电位差小,与复合材料相匹配,有效的防止了紧固件的电偶腐蚀。钛铌合金的优点之二是具有良好的铆接性能,所需铆接力较小,可减小铆接结构变形,特别适合复合材料的机械连接。钛铌合金的优点之三是其所固有的良好高温性能和无磁性,在287℃工作温度下能够保持60%的常温强度,最高使用温度可达到426℃。
3.ti45nb合金中nb元素熔点高达2469℃,密度高达8.57g/cm3,而活性金属ti的熔点仅为1670℃,密度仅4.50g/cm3,二者熔点、密度差异相差大,使用传统的海绵钛、铌屑的添加方式,在真空自耗电弧熔炼时极易产生铌不熔块。使用纯钛管和铌棒组合可降低铌不熔块的风险,但是由于nb、ti元素熔点差异大,在真空自耗电弧熔炼过程中不同步,通常为钛管先熔化、铌棒后熔化的方式。如控制方法不当,则电弧频繁在钛管和铌棒跳跃,导致熔炼过程中出现大幅度的电压、电流波动,极易形成铌不熔块。
技术实现要素:
4.本发明的目的在于克服上述现有技术的缺点,提出一种提高钛铌合金熔炼过程稳定性的方法,降低了因熔炼过程不稳定导致的铌不熔块风险,实现了钛铌合金铸锭工程化批量生产。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种提高钛铌合金熔炼过程稳定性的方法,其特征在于,包括如下步骤:
7.s1、选择铌锭/棒和纯钛管,纯钛管长于铌锭/棒,将铌锭/棒放置于纯钛管内部一端对齐,将对齐端电焊为一体获得ti45nb自耗电极;
8.s2、将步骤s1中获得的ti45nb自耗电极电焊端向上吊装至真空自耗电弧炉内进行熔炼,获得ti45nb一次铸锭;
9.s3、将步骤s2获得的ti45nb一次铸锭再经过2次熔炼,获得ti45nb成品铸锭。
10.进一步地,所述ti45nb成品铸锭中铌元素的含量为42~47wt%。
11.进一步地,所述步骤s1中纯钛管长于铌锭/棒30~50mm;
12.进一步地,所述步骤s2中熔炼时将ti45nb自耗电极放置在结晶器内,ti45nb自耗电极与结晶器的直径比范围为0.85~0.90。
13.进一步地,所述步骤s2中进行熔炼时,通过水循环对结晶器进行降温,当进水温度小于20℃时,将进水温度设定为20℃,出水温度设定为30℃;当进水温度大于20℃时,将进
水温度设定为实测温度,出水温度设定为30℃。
14.进一步地,所述步骤s2中熔炼前真空度<5.0pa,漏气率<1.2pa/min。
15.进一步地,所述步骤s2中熔炼时采用熔滴控制方式控制电弧弧距,熔炼电压35~38v,熔炼电流20~28ka,稳弧电流采用直流3~18a。
16.进一步地,所述步骤s2中ti45nb自耗电极上端设置与之同牌号的辅助电极进行对焊,保证焊接强度。
17.进一步地,所述辅助电极与电极杆连接,所述电极杆的进给速度为10~15mm/min。
18.进一步地,所述ti45nb一次熔炼铸锭的规格为φ440~φ580mm,成品熔炼铸锭的规格为φ640~φ720mm。
19.与现有技术相比,本发明具有以下有益效果:
20.本发明提出了一种提高钛铌合金铸锭熔炼过程稳定性的控制方法,通过合理设定纯钛管和铌锭/棒的长度,选择合理的自耗电极外径和结晶器内径比,设定合理的电极杆进给速度和进水温度,采用熔滴控制的方式控制电弧弧距,提高电极杆进给的稳定性,实现了ti45nb合金熔炼过程中电压、电流等关键参数的稳定性控制,降低了因熔炼过程不稳定导致的铌不熔块风险,实现了钛铌合金铸锭工程化批量生产。
21.本发明中,通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
22.此处的附图被并入说明书中并构成本说明书的一部分,与说明书一起用于解释本发明的原理。
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
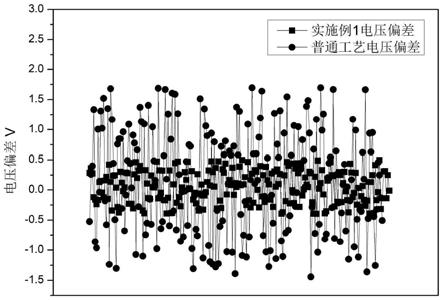
24.图1为本发明实施例1中φ440mm规格ti45nb铸锭熔炼电压波动图;
25.图2为本发明实施例2中φ580mm规格ti45nb铸锭熔炼电压波动图;
26.图3为本发明实施例3中φ580mm规格ti45nb铸锭熔炼电压波动图;
27.图4为本发明实施例1中φ640mm规格铸锭中部x射线检测结果;
28.图5为本发明实施例2的φ720mm规格铸锭中部x射线检测结果。
具体实施方式
29.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与所附权利要求书中所详述的、本发明的一些方面相一致的装置的例子。
30.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图及实施例对本发明作进一步详细描述。
31.本发明一种提高钛铌合金铸锭熔炼过程稳定性的控制方法,具体包括以下步骤:
32.步骤1:选择成分符合标准要求的铌锭/棒和纯钛管,铌锭/棒的外径与纯钛管内径
相同,纯钛管长度较铌锭/棒长30~50mm;
33.步骤2:将铌锭/棒放置于纯钛管的内部,一侧对齐并在端部点焊为一体,另一侧纯钛管凸出30~50mm,组合获得ti45nb自耗电极;
34.步骤3:将步骤2获得的ti45nb自耗电极点焊端向上,纯钛管凸出端向下吊装至真空自耗电弧炉内,在真空状态下ti45nb同牌号辅助电极下端与ti45nb自耗电极点焊端对焊,保证焊接强度;
35.步骤4:选择合适的结晶器规格,自耗电极外径与结晶器内径的比例保持在0.85~0.90(目前常规的直径比例是0.75~0.85),结晶器规格φ440~φ580mm,将步骤3中得到的自耗电极进行熔炼,熔炼前真空度小于5.0pa,漏气率控制在1.2pa/min以下;
36.在真空自耗电弧炉内装炉、抽空,查看进水温度,当进水温度小于20℃时,将进水温度设定为20℃,出水温度设定为30℃;当进水温度大于20℃时,将进水温度设定为实测温度,出水温度设定为30℃;
37.将电极杆与辅助电极相连,根据自耗电极直径设定参考的电极杆进给速度为10~15mm/min(目前常规的进给速度是15~20mm/min),并调节电极杆的最大进给速度,采用熔滴控制方式控制电弧弧距并进行熔炼,熔炼电压35~38v,熔炼电流20~28ka,稳弧电流采用直流3~18a,熔炼后冷却时间大于等于6小时,熔炼完成后需在车床上做平头处理获得ti45nb一次铸锭;
38.步骤5:将步骤4熔炼获得的铸锭在真空自耗电弧炉内再经2次熔炼,获得规格为φ640mm~φ720mm的ti45nb成品铸锭。
39.下面结合具体的工艺处理过程进行说明:
40.实施例1
41.制备规格为φ640mm的成品铸锭:
42.步骤1:加工获得1个外径为380mm,长度2030mm的纯钛管材,以及1个内径为200mm,长度2000mm的铌棒;
43.步骤2:将步骤1中直径为200mm的铌棒放置于纯钛管材内部,一侧对齐并在端部点焊为一体,另一侧纯钛管凸出30mm,组合获得一根ti45nb自耗电极;
44.步骤3:将步骤2中的ti45nb自耗电极点焊端向上,纯钛管凸出端向下吊装至真空自耗电弧炉内,在真空状态下ti45nb同牌号辅助电极下端与ti45nb自耗电极点焊端对焊,保证焊接强度;
45.步骤4:结晶器规格φ440mm,实际进水温度18℃,进水温度设定值为20℃。设定电极杆进给速度为15mm/min,熔滴设定值为4l/s,熔前真空度小于5.0pa,熔炼电压35v,熔炼电流20ka,漏气率控制在1.2pa/min以下,稳弧电流采用直流3~18a,熔炼后冷却时间大于等于6小时,熔炼完成后需在车床上做平头处理获得ti45nb一次铸锭;
46.步骤5:将ti45nb一次铸锭经过两次熔炼后获得φ640mm规格成品铸锭。
47.图1为本实施例φ440mm规格ti45nb铸锭熔炼电压波动图,由图示可知,常规工艺下电压偏差达到了3.2v,实施例1的电压偏差明显优于常规工艺,因此,实施例1在熔炼过程中的稳定性更好。将本实施例熔炼的φ640mm规格铸锭进行中部横向x射线检测,无铌不熔块,如图4所示。
48.实施例2
49.制备规格为φ720mm的成品铸锭:
50.步骤1:加工获得1个外径为520mm,长度2050mm的纯钛管材,以及1个内径为280mm,长度2000mm的铌棒;
51.步骤2:将步骤1获得的纯钛管材放置于外侧,直径为280mm的铌棒放置于管材内部,一侧对齐并在端部点焊为一体,另一侧纯钛管凸出50mm,组合获得一根自耗电极;
52.步骤3:将步骤2中的ti45nb自耗电极点焊端向上,纯钛管凸出端向下吊装至真空自耗电弧炉内。在真空状态下ti45nb同牌号辅助电极下端与ti45nb自耗电极点焊端对焊,保证焊接强度;
53.步骤4:结晶器规格φ580mm,实际进水温度23℃,进水温度设定值为23℃。设定电极杆进给速度为10mm/min,熔滴设定值为61/s,熔前真空小于5.0pa,熔炼电压38v,熔炼电流28ka,漏气率控制在1.2pa/min以下,稳弧电流采用直流3~18a,熔炼后冷却时间大于等于6小时,熔炼完成后需在车床上做平头处理获得ti45nb一次铸锭;
54.步骤5:将ti45nb一次铸锭经过两次熔炼后获得φ720mm规格成品铸锭。
55.图2为本实施例φ580mm规格ti45nb铸锭熔炼电压波动图,由图示可知,常规工艺下电压偏差达到了3.2v,实施例2的电压偏差明显优于常规工艺,因此,实施例2在熔炼过程中的稳定性更好。将本实施例熔炼的φ720mm规格铸锭进行中部横向x射线检测,无铌不熔块,如图5所示。
56.实施例3
57.制备规格为φ720mm的成品铸锭:
58.步骤1:加工获得1个外径为520mm,长度2045mm的纯钛管材,以及1个内径为280mm,长度1995mm的铌棒;
59.步骤2:将步骤1获得的纯钛管材放置于外侧,直径为280mm的铌棒放置于管材内部,一侧对齐并在端部点焊为一体,另一侧纯钛管凸出50mm,组合获得一根自耗电极;
60.步骤3:将步骤2中的ti45nb自耗电极点焊端向上,纯钛管凸出端向下吊装至真空自耗电弧炉内。在真空状态下ti45nb同牌号辅助电极下端与ti45nb自耗电极点焊端对焊,保证焊接强度;
61.步骤4:结晶器规格φ580mm,实际进水温度25℃,进水温度设定值为25℃。设定电极杆进给速度为10mm/min,熔滴设定值为61/s,熔前真空小于5.0pa,熔炼电压38v,熔炼电流28ka,漏气率控制在1.2pa/min以下,稳弧电流采用直流3~18a,熔炼后冷却时间大于等于6小时,熔炼完成后需在车床上做平头处理获得ti45nb一次铸锭;
62.步骤5:将ti45nb一次铸锭经过两次熔炼后获得φ720mm规格成品铸锭。
63.图3为本实施例φ580mm规格ti45nb铸锭熔炼电压波动图,由图示可知,常规工艺下电压偏差达到了3.2v,实施例3的电压偏差明显优于常规工艺,因此,实施例3在熔炼过程中的稳定性更好。
64.本发明的钛铌合金铸锭,经过合理的设定纯钛管和铌锭/棒的长度,降低了起弧阶段非稳定期心部铌锭/棒的快速凸出,提高了起弧阶段的熔炼稳定性;在保证熔炼安全的前提下增大自耗电极外径和结晶器内径比,降低熔炼过程中电极杆进给速度,提高熔炼参数稳定性;根据自耗电极外径和结晶器内径比计算并设定合理的电极杆进给速度,设定合适的进水温度,采用熔滴控制方式控制电弧弧距,提高电极杆进给的稳定性,实现了ti45nb合
金熔炼过程中电压、电流等关键参数的稳定性控制,提高了钛铌合金熔炼过程稳定性,降低了因熔炼过程不稳定导致的铌不熔块风险,实现了钛铌合金铸锭工程化批量生产。
65.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。
66.应当理解的是,本发明并不局限于上述已经描述的内容,并且可以在不脱离其范围进行各种修改和改变。本发明的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1