一种门型立磨平面轮廓磨削中心的制作方法
1.本实用新型涉及磨床领域,具体是一种门型立磨平面轮廓磨削中心。
背景技术:
2.平面磨床通过驱动砂轮高速旋转以对工件的表面进行研磨,使工件达到所要求的精度。现有技术中,平面磨床的缺点是1、对特殊工件或不规则工件进行研磨时,经常需要多次更换不同规格的砂轮,每次更换砂轮都需要人工对砂轮进行拆装,使用不方便;2、砂轮长时间使用后,需要对砂轮进行修整,修整时,需要人工先将砂轮从平面磨床上进行拆卸,接着将该砂轮装在砂轮修整器上进行修整,然后将修整好的砂轮从砂轮修整上进行拆卸,最后将该砂轮装回平面磨床上,整个过程需要人工对砂轮进行两次拆装工作,砂轮修整效率低。
技术实现要素:
3.本实用新型的目的在于提供一种门型立磨平面轮廓磨削中心,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种门型立磨平面轮廓磨削中心,包括床身、x轴向进给装置、工作台、修砂装置、龙门架、y轴向进给装置、z轴向进给装置、角度自动调节装置、自动换刀电主轴、y轴向驱动装置和砂轮刀具库,所述x轴向进给装置安装在床身上,所述工作台安装在x轴向进给装置上,所述修砂装置安装在工作台上,所述龙门架安装在床身上,所述y轴向进给装置安装在龙门架上,所述z轴向进给装置安装在y轴向进给装置上,所述角度自动调节装置安装在z轴向进给装置上,所述自动换刀电主轴安装在角度自动调节装置上,所述y轴向驱动装置安装在床身的y轴向一侧,所述砂轮刀具库安装在y轴向驱动装置上。
6.进一步地,所述修砂装置包括笔座、金刚笔一和金刚笔二,所述笔座上开设有凹槽,所述凹槽上方的两个拐角位置处分别开设倒角,所述金刚笔一倾斜安装在笔座上,所述金刚笔一的笔头凸出倒角,所述金刚笔一设置两根且沿y轴向镜像设置,所述金刚笔二竖直安装在笔座上,所述金刚笔的笔头凸出笔座的上表面。
7.进一步地,所述y轴向进给装置包括直线模组一和移动座,所述移动座安装在直线模组一上,所述直线模组一驱动移动座沿y轴向运动。
8.进一步地,所述移动座的前侧壁上设有一体结构的丝杆螺母座,所述z轴向进给装置包括升降箱、减速电机、丝杆、丝杆螺母、滑块和导轨,所述升降箱的箱口朝向龙门架,所述减速电机安装在升降箱上,所述减速电机的输出轴向下穿入箱体内,丝杆可转动连接于箱体内,所述丝杠的上端与减速电机的输出轴驱动连接,丝杆螺母套设在丝杆外且安装在丝杆螺母座上,所述导轨固定连接在箱体内且通过滑块可滑动连接在移动座的前侧壁上,所述减速电机驱动丝杆做旋转运动,所述丝杆通过与丝杆螺母进行螺纹传动带动升降箱做升降运动。
9.进一步地,还包括伸缩砂轮罩,所述伸缩砂轮罩安装在自动换刀电主轴上,伸缩砂轮罩包括砂轮外罩和外罩驱动装置,所述砂轮外罩安装在外罩驱动装置上,所述外罩驱动装置驱动砂轮外罩沿自动换刀电主轴的旋转轴线方向运动。
10.进一步地,还包括呈镜像设置的氮气平衡装置,呈镜像设置的所述氮气平衡装置安装在y轴向进给装置和z轴向进给装置之间。
11.进一步地,所述氮气平衡装置包括上连接件、平衡缸、下连接件和氮气源,所述平衡缸的输出端通过上连接件安装在z轴向进给装置上,所述平衡缸的尾座通过下连接件安装在y轴向进给装置上,所述平衡缸通过氮气管与氮气源连接。
12.进一步地,还包括导流盒,所述导流盒设置两组且分别安装在工作台的x轴向两侧上,所述工作台上开设有多个沿x轴向贯通且沿y轴向阵列的t形槽,所述导流盒相对工作台的一侧开设多个凹缺口,多个所述凹缺口分别与多个t形槽的端部对接。
13.进一步地,所述床身上设有沉台,所述沉台上设有凸台,所述x轴向进给装置安装在凸台上,所述凸台的左侧壁与沉台的左内侧壁之间形成左废料槽,所述凸台的右侧壁与沉台的右内侧壁之间形成右废料槽,所述导流盒的y轴向两侧分别开设有左排口和右排口,所述左排口和右排口分别位于左废料槽和右废料槽的正上方。
14.进一步地,所述工作台上安装有五轴转台或电磁台。
15.本实用新型的有益效果:
16.与现有技术相比,本实用新型通过y轴向进给装置、z轴向进给装置、角度自动调节装置、自动换刀电主轴、y轴向驱动装置以及砂轮刀具库的配合工作,实现自动完成砂轮更换工作,使用方便;
17.通过x轴向进给装置、y轴向进给装置、z轴向进给装置、角度自动调节装置、自动换刀电主轴以及修砂装置的配合工作,实现自动完成砂轮修整工作,省去了对砂轮进行两次拆装的过程,修整效率高。
附图说明
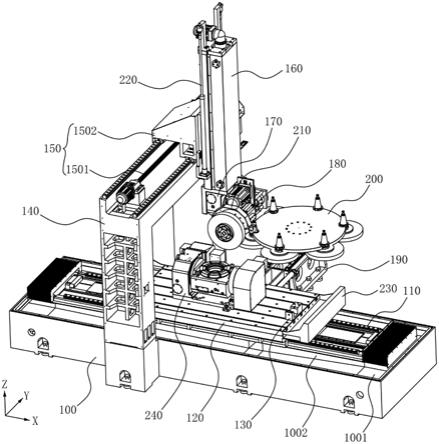
18.图1:本实用新型的立体示意图。
19.图2:本实用新型的修砂装置的立体示意图。
20.图3:本实用新型的局部立体示意图。
21.图4:本实用新型的y轴向驱动装置与砂轮刀具库的组装立体示意图。
22.图5:本实用新型的伸缩砂轮罩与自动换刀电主轴的组装立体示意图。
23.图6:本实用新型的氮气平衡装置的立体示意图。
24.图7:本实用新型的导流盒的立体示意图。
具体实施方式
25.以下结合附图对本实用新型进行进一步说明:
26.请参照图1,一种门型立磨平面轮廓磨削中心,包括呈十字形的床身100、x轴向进给装置110、工作台120、修砂装置130、龙门架140、y轴向进给装置150、z轴向进给装置160、角度自动调节装置170、自动换刀电主轴180、y轴向驱动装置190和砂轮刀具库200,x轴向进给装置110安装在床身100上,工作台120安装在x轴向进给装置110上,修砂装置130安装在
工作台120上,龙门架140安装在床身100上,y轴向进给装置150安装在龙门架140上,z轴向进给装置160安装在y轴向进给装置150上,角度自动调节装置170安装在z轴向进给装置160上,自动换刀电主轴180安装在角度自动调节装置170上,y轴向驱动装置190安装在床身100的右侧壁上,砂轮刀具库200安装在y轴向驱动装置190上;本实用新型中的x轴向、y轴向和z轴向分别指的是前后方向、左右方向以及上下方向。
27.x轴向进给装置110驱动工作台120带动修砂装置130沿x轴向运动,y轴向进给装置150驱动z轴向进给装置160通过角度自动调节装置170带动自动换刀电主轴180沿y轴向运动,z轴向进给装置160驱动角度自动调节装置170带动自动换刀电主轴180做升降运动,角度自动调节装置170驱动自动换刀电主轴180沿yz平面旋转角度,y轴向驱动装置190驱动砂轮刀具库200沿y轴向运动。
28.请参照图2,修砂装置130包括笔座1301、金刚笔一1302和金刚笔二1303,笔座1301上开设有凹槽1301
‑
1,凹槽1301
‑
1上方的两个拐角位置处分别开设倒角1301
‑
2,金刚笔一1302倾斜安装在笔座1301上,金刚笔一1302的笔头凸出倒角1301
‑
2,金刚笔一1302设置两根且沿y轴向镜像设置,金刚笔二1303竖直安装在笔座1301上,金刚笔的笔头凸出笔座1301的上表面。
29.请参照图1,y轴向进给装置150包括直线模组一1501和移动座1502,移动座1502安装在直线模组一1501上,直线模组一1501驱动移动座1502沿y轴向运动。
30.请参照图3,移动座1502的前侧壁上设有一体铸造成型结构的丝杆螺母座,z轴向进给装置160包括升降箱1601、减速电机1602、丝杆1603、丝杆螺母、滑块和导轨1606,升降箱1601的箱口朝向龙门架140,减速电机1602安装在升降箱1601上,减速电机1602的输出轴向下穿入箱体内,丝杆1603可转动连接于箱体内,丝杠的上端与减速电机1602的输出轴驱动连接,丝杆螺母套设在丝杆1603外且安装在丝杆螺母座上,导轨1606固定连接在箱体内,导轨1606设置两根且对称设置,滑块设置至少四个,至少两个滑块的前部均可滑动连接在导轨1606上,至少两个滑块的后部固定连接在移动座1502的前侧壁上,减速电机1602驱动丝杆1603做旋转运动,丝杆1603与丝杆螺母进行螺纹传动使丝杆1603做升降运动,丝杆1603带动升降箱1601做升降运动。
31.请参照图3,角度自动调节装置170包括l形固定座1701、旋转平台1702和l形旋转座1703,l形固定座1701安装在z轴向进给装置160下,旋转平台1702安装在l形固定座1701上,l形旋转座1703安装在旋转平台1702上,旋转平台1702可驱动l形旋转座1703做旋转运动,自动换刀电主轴180安装在l形旋转座1703上。
32.请参照图4,y轴向驱动装置190包括底座1901、直线模组二1902和中空移动板1903,直线模组二1902安装在底座1901上,中空移动板1903安装在直线模组二1902上,直线模组二1902驱动中空移动板1903沿y轴向运动。
33.请参照图4,砂轮刀具库200包括旋转驱动机构2001和转盘2002,转盘2002的外围开设有多个呈圆周阵列分布的刀柄卡口,转盘2002安装在旋转驱动机构2001上,旋转驱动机构2001驱动转盘2002做旋转运动。
34.刀柄卡口内固设有弹性金属箍,弹性金属箍具有开口,弹性金属箍通过弹性回复力对砂轮刀具的刀柄进行套紧以防止转盘2002旋转时通过离心力使砂轮刀具产生位移。
35.请参照图1和图5,还包括伸缩砂轮罩210,伸缩砂轮罩210安装在自动换刀电主轴
180上,伸缩砂轮罩210包括砂轮外罩2101和外罩驱动装置2102,砂轮外罩2101安装在外罩驱动装置2102上,外罩驱动装置2102安装在自动换刀电主轴180上,外罩驱动装置2102驱动砂轮外罩2101沿自动换刀电主轴180的旋转轴线方向运动。
36.请参照图5,外罩驱动装置2102包括气缸2102
‑
1、气缸座2102
‑
2和弧形连接件2102
‑
3,气缸2102
‑
1通过气缸座2102
‑
2安装在自动换刀电主轴180上,气缸2102
‑
1的驱动端通过弧形连接件2102
‑
3与砂轮外罩2101固定连接。
37.当对工件进行加工时,气缸2102
‑
1的活塞杆伸出以驱动弧形连接件2102
‑
3带动砂轮外罩2101运动,实现砂轮外罩2101对砂轮的半边外围进行罩住,当砂轮做旋转运动对工件进行加工时,砂轮外罩2101用于阻挡被砂轮刀具的离心力带动而进行飞溅的冷却液,防止冷却液飞溅到床身100周围造成污染。当需要进行自动更换砂轮工作时,气缸2102
‑
1的活塞杆缩回以驱动弧形连接件2102
‑
3带动砂轮外罩2101运动以预留空间,避免在更换砂轮刀具的过程中,砂轮外罩2101与转盘2002发生干涉。
38.请参照图1和图6,还包括呈镜像设置的氮气平衡装置220,氮气平衡装置220安装在y轴向进给装置150和z轴向进给装置160之间,氮气平衡装置220设置两组且沿y轴向镜像设置。丝杆1603的负重基本被氮气平衡装置220所抵消,保证了丝杆1603与丝杆螺母螺纹传动的顺畅度,还延长了丝杆1603与丝杆螺母的使用寿命。
39.请参照图6,氮气平衡装置220包括上连接件2201、平衡缸2202、下连接件2203和氮气源,平衡缸2202的输出端通过上连接件2201安装在z轴向进给装置160的升降箱1601上,平衡缸2202的尾座通过下连接件2203安装在y轴向进给装置150的移动座1502上,平衡缸2202通过氮气管与氮气源连接,氮气源固定连接在龙门架140上。
40.请参照图1和图7,还包括导流盒240,导流盒240设置两组且分别安装在工作台120的x轴向两侧上,工作台120上开设有多个沿x轴向贯通且沿y轴向阵列的t形槽,导流盒240相对工作台120的一侧开设多个凹缺口240
‑
1,多个凹缺口240
‑
1分别与多个t形槽的端部对接。导流盒240用于防止从多个t形槽排出的冷却液和研磨废料下落到x轴向进给装置110上造成污染,减少了x轴向进给装置110的清洁工作。
41.请参照图1和图7,床身100上设有沉台1001,沉台1001内设有凸台1002,x轴向进给装置110安装在凸台1002上,凸台1002的左侧壁与沉台1001的左内侧壁之间形成左废料槽,凸台1002的右侧壁与沉台1001的右内侧壁之间形成右废料槽,导流盒240的y轴向两侧分别开设有左排口240
‑
2和右排口,左排口240
‑
2和右排口分别位于左废料槽和右废料槽的正上方。
42.对工件进行加工的过程中,研磨废料以及用过的冷却液通过多个t形槽内的排到导流盒240中,再通过左排口240
‑
2和右排口分别排放到左废料槽和右废料槽中,左废料槽和右废料槽的底面上设有汇流口,其通过管道与水箱连接,水箱用于对冷却液进行回收。
43.工作台120上安装有五轴转台240或电磁台。工件通过工装夹具固定在五轴转台240上,五轴转台240驱动工装夹具带动工件做自转运动或沿某一平面做公转运动,五轴转台240用于增加工件的自由度以配合砂轮完成较复杂的研磨工作;电磁台用于对工件进行磁力吸附以节省工装夹具的使用,简化工件的定位过程,电磁台的下方设有冷却系统,其用于对工作状态下的电磁台进行冷却以防止其过热发生变形进而影响工件的定位精度。
44.x轴向进给装置110、修砂装置130、y轴向进给装置150、z轴向进给装置160、角度自
动调节装置170、自动换刀电主轴180、y轴向驱动装置190、砂轮刀具库200以及五轴转台240或电磁台均与plc控制器电连接且均通过plc控制器控制,x轴向进给装置110、修砂装置130、y轴向进给装置150、z轴向进给装置160、角度自动调节装置170、自动换刀电主轴180、y轴向驱动装置190、砂轮刀具库200、五轴转台240或电磁台以及plc控制器均与电源电连接。
45.砂轮刀具包括刀柄及安装在刀柄上的砂轮,使用本实用新型前,需要将砂轮刀具的刀柄插装于自动换刀电主轴180的输出端中,自动换刀电主轴180自动对砂轮刀具的刀柄进行锁固,还需要将多个不同规格的砂轮刀具通过刀柄分别卡接在转盘2002的多个刀柄卡口中,多个不同规格的砂轮刀具的区别在于砂轮的规格不同;
46.还可以将装有探针的刀柄卡接于刀柄卡口中,实现自动换刀电主轴180能对探针进行取用,通过x轴向进给装置110、y轴向进给装置150和z轴向进给装置160的配合工作,实现带动探针运动以对工作台120上的工件进行尺寸测量,使x轴向进给装置110或y轴向进给装置150或z轴向进给装置160做补偿运动,以提高加工的精密度。
47.当需要更换不同规格的砂轮时,本实用新型的工作过程包括准备工序、刀具拆卸工序、刀具装配工序以及复位工序。
48.在准备工序中,y轴向进给装置150驱动z轴向进给装置160先后通过角度自动调节装置170和自动换刀电主轴180带动砂轮刀具沿y轴向运动到床身100和砂轮刀具库200之间的正上方;角度自动调节装置170驱动自动换刀电主轴180带动砂轮刀具做旋转运动使其朝下同时使其旋转轴线与z轴向同向;z轴向进给装置160驱动角度自动调节装置170通过自动换刀电主轴180带动砂轮刀具向下运动到床身100和砂轮刀具库200之间,同时砂轮刀具库200做旋转运动使空的刀柄卡口相对于该砂轮刀具的刀柄;
49.在刀具拆卸工序中,y轴向驱动装置190驱动砂轮刀具库200沿y轴向朝该砂轮刀具的方向运动,使该砂轮刀具的刀柄卡接于该刀柄卡口中;自动换刀电主轴180对该砂轮刀具解除锁固,z轴向进给装置160驱动角度自动调节装置170带动自动换刀电主轴180向上运动使其与该砂轮刀具完全分离;
50.在刀具装配工序中,砂轮刀具库200做旋转运动使待换上的砂轮刀具运动到自动换刀电主轴180的正下方;z轴向进给装置160驱动角度自动调节装置170带动自动换刀电主轴180向下运动,使该砂轮刀具的刀柄插装于自动换刀电主轴180的输出轴中,自动换刀电主轴180对该砂轮刀具进行锁固;
51.在复位工序中,y轴向驱动装置190驱动砂轮刀具库200做复位运动,z轴向进给装置160、角度自动调节装置170和y轴向进给装置150先后做复位运动。
52.当需要对砂轮进行修整时,x轴向进给装置110驱动工作台120带动修砂装置130沿x轴向朝自动换刀电主轴180的方向运动到位,角度自动调节装置170驱动自动换刀电主轴180带动砂轮刀具做旋转运动使其旋转轴线与y轴向同向,自动换刀电主轴180驱动砂轮刀具做旋转运动,当需要对砂轮的倒角或圆角进行修整时,y轴向进给装置150和z轴向进给装置160配合工作,使该砂轮刀具的砂轮先后与左边的金刚笔一1302和右边的金刚笔一1302进行接触;当需要对砂轮的外圆进行修整时,y轴向进给装置150和z轴向进给装置160配合工作使该砂轮刀具的砂轮外围与金刚笔二1303进行接触。
53.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1