一种双列圆锥轴承外圈滚道防磷化装置的制作方法
1.本实用新型涉及轴承制造技术领域,尤其涉及一种双列圆锥轴承外圈滚道防磷化装置。
背景技术:
2.如图1所示,双列圆锥轴承外圈结构示意图,其中双列圆锥轴承外圈100上设有若干个注油孔101以及设在滚道102两端的上滚道油沟103和下滚道油沟104。
3.目前,在现有的轴承加工技术中,轴承内圈所有表面都进行磷化,在表面形成一层磷化膜,起到为轴承基体提供保护,防止腐蚀的功能。对于精度要求较高的圆锥轴承,轴承内圈外径的滚道和挡边不可以进行磷化处理,传统的方式是磷化完成再进行滚道磨削、超精,工艺复杂,加工成本高,破坏内径磷化膜,很难达到产品的精度要求。
4.中国实用新型专利cn 211079332 u公开了一种一种圆锥轴承外圈避免滚道磷化的装置。包括上压盖、下压盖、连接螺钉及排气囊;所述上压盖外边缘与圆锥轴承外圈一端的内侧面滚道边缘相配合,所述下压盖外边缘与圆锥轴承外圈另一端的内侧面滚道边缘相配合,所述连接螺钉穿过上压盖后螺纹连接至下压盖,连接螺钉与下压盖螺纹连接,所述下压盖上开设排气孔,排气孔连接所述排气囊,所述上压盖、下压盖及圆锥轴承外圈内壁围成密封空间,排气囊位于密封空间内部,其使轴承外圈在磷化时,能够使外圈其他部位磷化而滚道部位不磷化。
5.但是该技术方案中采用两端橡胶圈密封,对上压盖、下压盖需要与滚道尺寸加工精度相匹配,保证一定的密封性,才可保证轴承在磷化过程中,滚道不被磷化,但是轴承的精度要求等级较高,一般加工方法无法保证橡胶套的精度,所以该方案的制作成本大,无法保证轴承滚道完全隔离而不被磷化。
技术实现要素:
6.本实用新型的目的是针对现有技术的不足之处,提供一种双列圆锥轴承外圈滚道防磷化装置,利用设于紧固工装与轴承内圈滚道之间的气囊进行密封滚道,利用气囊的柔韧性,使滚道在磷化过程中完全与磷化液隔离,防止滚道被磷化;铰接设置的两瓣式紧固工装,便于拆装,提高生产效率;利用双列圆锥轴承外圈滚道的小台阶做定位,提高滚道的密封性。
7.为实现上述目的,本实用新型提供如下技术方案:
8.一种双列圆锥轴承外圈滚道防磷化装置,其特征在于,包括:紧固工装以及设于紧固工装与双列圆锥轴承外圈的滚道之间的柔性介质;所述紧固工装包括上压盖以及与上压盖配合的下压盖。
9.作为改进,所述柔性介质为橡胶气囊。
10.作为改进,所述上压盖与下压盖圆周方向通过若干锁紧扣相连接。
11.作为改进,所述上压盖为锥形圆筒状,其顶端外圆周设有上定位台,其底端内圆周
设有上卡合台。
12.作为改进,所述上卡合台的端部设有定位凸台。
13.作为改进,所述下压盖为锥形圆筒状,其底端外圆周设有下定位台,其顶端外圆周设有下卡合台;所述上卡合台与下卡合台配合连接。
14.作为改进,所述下卡合台的端部设有定位槽,所述定位槽与所述定位凸台配合,快速进行定位,并通过锁紧扣使上压盖与下压盖紧密连接。
15.作为改进,所述上定位台与双列圆锥轴承外圈上滚道油沟卡合。
16.作为改进,所述下定位台与双列圆锥轴承外圈下滚道油沟卡合。
17.作为改进,所述气囊的截面为k字型,其匹配设置在紧固工装与双列圆锥滚子轴承外圈的滚道之间。
18.作为改进,所述气囊的侧面设有进出气通道。
19.本实用新型的有益效果在于:
20.(1)本实用新型利用气囊的柔韧性,配合紧固工装对双列圆锥轴承外圈的滚道完全密封,避免双列圆锥轴承外圈在磷化过程中滚道被磷化,降低生产成本;
21.(2)本实用新型通过上压盖与下压盖通过锁紧扣相连接,实现快速拆装紧固工装,提高生产效率;
22.(3)本实用新型利用双列圆锥轴承外圈滚道的油沟边配合定位台的定位,使气囊定位更准确,提高滚道的密封性;
23.综上所述,本实用新型具有防磷化效果好、拆装简单、生产效率高等优点。
附图说明
24.图1为双列圆锥轴承外圈结构示意图;
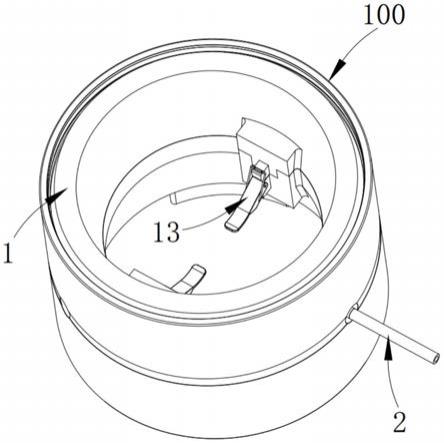
25.图2为本实用新型整体结构示意图;
26.图3为本实用新型整体剖视图一;
27.图4为本实用新型整体剖视图二;
28.图5为本实用新型上压盖结构示意图;
29.图6为本实用新型下压盖结构示意图;
30.图7为本实用新型i处局部放大示意图;
31.图8为本实用新型气囊向内伸出时剖视示意图;
32.图9为本实用新型气囊结构示意图。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为
了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
35.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
36.实施例
37.如图2
‑
4所示,一种双列圆锥轴承外圈滚道防磷化装置,包括:紧固工装1以及设于紧固工装1与双列圆锥轴承外圈100的滚道102之间的柔性介质;所述紧固工装1包括上压盖11以及与上压盖11配合的下压盖12。
38.其中所述柔性介质为气囊2,气囊2采用耐高温、耐腐蚀的材质制成。
39.作为改进,所述上压盖11与下压盖12圆周方向通过若干锁紧扣13相连接。
40.作为改进,如图5所示,所述上压盖11为锥形圆筒状,其顶端外圆周设有上定位台111,其底端内圆周设有上卡合台112;
41.其中,上压盖11的锥度与双列圆锥轴承外圈的滚道锥度匹配设置,提高气囊的压紧密封效果。
42.作为改进,所述上卡合台112的端部设有定位凸台113。
43.作为改进,如图6所示,所述下压盖12为锥形圆筒状,其底端外圆周设有下定位台121,其顶端外圆周设有下卡合台122;所述上卡合台112与下卡合台122配合连接;
44.其中,下压盖12的锥度与双列圆锥轴承外圈的滚道锥度匹配设置,提高气囊的压紧密封效果。
45.作为改进,所述下卡合台122的端部设有定位槽123,所述定位槽123与所述定位凸台113配合,快速进行定位,并通过锁紧扣13使上压盖11与下压盖12紧密连接。
46.此外,下压盖12的底部凸出双列圆锥轴承外圈设置,提供磷化时的支撑,提高底面的磷化效果。
47.作为改进,如图7所示,所述上定位台111与双列圆锥轴承外圈上滚道油沟103卡合。
48.作为改进,所述下定位台121与双列圆锥轴承外圈下滚道油沟104卡合。
49.需要说明的是,定位台与油沟分别卡合后,通过锁紧扣13相连接,实现紧固工装1与双列圆锥轴承外圈的固定。
50.作为改进,如图9所示,所述气囊2的截面为k字型,其匹配设置在紧固工装1与双列圆锥滚子轴承外圈的滚道之间;
51.需要说明的是,气囊的截面形状与双列圆锥滚子轴承的滚道形状相匹配设计,使气囊膨胀后能够完全贴合滚道,保证滚道的密封性。
52.作为改进,所述气囊2的侧面设有进出气通道21;
53.需要说明的是,该进出气通道21设在气囊2的外侧时,所述进出气通道21穿过双列圆锥轴承外圈的注油孔101;
54.如图8所示,该进出气通道21设在气囊2的内侧时,所述进出气通道21穿过设在上压盖11或下压盖12侧壁上的通孔。
55.此外,所述进出气通道21上设有用于控制进出气通道21通断的开关,保证充气完成后气囊2内的气体无外泄。
56.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1