轮毂铸造模具的制作方法
1.本公开涉及铸造领域,特别涉及一种轮毂铸造模具。
背景技术:
2.商用卡车、矿车用轮毂一般采用球墨铸铁材质,由于轮毂结构及材质要求,都是采用铸造毛坯后再加工的成型方式。
3.由于轮毂结构原因,在铸造时存在局部的热节区域,热节区域也是轮毂的高应力区域,受力较大。同时热节区域也是铸造时最后凝固部位,最容易产生缩松、缩孔等内部质量缺陷的区域,故该区域内部质量的好坏对轮毂的使用性能、安全性能影响较大,如何减少该区域内部质量的缺陷是轮毂铸造工艺设计的关键,在设计铸造工艺时需要设计合理的补缩冒口对铸件进行补缩,减少内部缩松、缩孔缺陷的产生。
技术实现要素:
4.为了解决相关技术中热节区域容易产生缩松、缩孔等内部质量缺陷的问题,本公开提供了一种轮毂铸造模具。
5.本公开提供一种轮毂铸造模具,包括:
6.下型箱,其内形成有下型腔以及与所述下型腔相通的浇道;
7.上型箱,扣合于所述下型箱的分型面上,其内形成有与所述下型腔配合的上型腔、与所述浇道连通的浇口以及与上型腔相间隔的冒口;所述上型腔于分型面处的截面尺寸小于所述下型腔的截面尺寸;
8.易隔片,设于所述上型箱底部,所述易隔片的底面与所述下型箱的分型面抵接;所述易隔片上设有包括正对所述冒口的冒口窝以及将冒口窝与所述上型腔连通的冒口颈。
9.本公开的实施例提供的技术方案可以包括以下有益效果:
10.本公开提供一种轮毂铸造模具,所述轮毂铸造模具包括下型箱、上型箱以及容置于上型腔中的易隔片,其上型箱内的上型腔于分型面处的截面尺寸小于下型箱内的下型腔的截面尺寸,故其热节在其分型面上,并位于上型腔周缘,该易隔片的底面位于分型面处,其上的冒口颈以及冒口窝形成一补缩通道,正对轮毂的热节处,故其提高了热节处的补缩效率,减少了补缩量并保证了热节处的内部质量。本公开采用上述的轮毂铸造模具可以解决相关技术中热节区域容易产生缩松、缩孔等内部质量缺陷的问题。
11.应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本公开。
附图说明
12.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并于说明书一起用于解释本公开的原理。
13.图1为本公开轮毂铸造模具铸造出的轮毂的剖面图。
14.图2为本公开轮毂铸造模具对应的上模型的立体图。
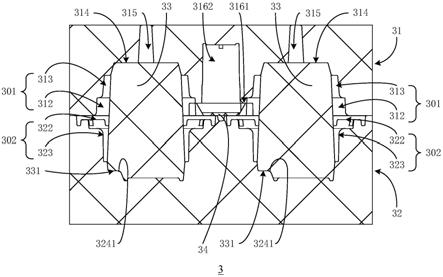
15.图3为本公开轮毂铸造模具对应的下模型的立体图。
16.图4为本公开轮毂铸造模具的上型箱的仰视图。
17.图5为本公开轮毂铸造模具的下型箱的俯视图。
18.图6为本公开轮毂铸造模具沿xx线的剖面图。
19.图7为本公开轮毂铸造模具沿yy线的剖面图。
20.图8为本公开轮毂铸造模具沿zz线的剖面图。
21.图9为本公开轮毂铸造模具沿ww线的剖面图。
22.图10为本公开轮毂铸造模具的易隔片的一角度的立体图。
23.图11为本公开轮毂铸造模具的易隔片的另一角度的立体图。
24.图12为本公开图4示出的上型箱a处的放大图。
25.附图标记
26.1、轮毂;3、铸造模具;11、第一筒体;12、第二筒体;13、第三筒体;15、法兰;21、上模型;22、下模型;211、上型板;212、第二筒体模型;213、第三筒体模型;214、上芯头模型;215、出气棒;216、冒口模型;217、浇口模型;2161、冒口座;2162、冒口棒;2171、浇口座;2172、浇口棒;221、下型板;222、法兰模型;223、第一筒体模型;224、下芯头模型;227、浇道模型;31、上型箱;32、下型箱;33、轮毂型芯34、易隔片;301、上型腔;302、下型腔;312、第二筒体腔;313、第三筒体腔;314、上芯头腔;315、出气孔;316、冒口腔;317、浇口腔;3161、容纳腔;3162、冒口;3171、缓冲腔;3172、浇口;3173、浇口杯322、法兰腔;323、第一筒体腔;324、下芯头腔;327、浇道;3241、凸台;3272、主浇道;3271、副浇道;331、缺口;341、冒口颈;342、冒口窝;343、冒口补贴;344、分界面;345、开口;346、定位凸起。
具体实施方式
27.尽管本公开可以容易地表现为不同形式的实施方式,但在附图中示出并且在本说明书中将详细说明的仅仅是其中一些具体实施方式,同时可以理解的是本说明书应视为是本公开原理的示范性说明,而并非旨在将本公开限制到在此所说明的那样。
28.由此,本说明书中所指出的一个特征将用于说明本公开的一个实施方式的其中一个特征,而不是暗示本公开的每个实施方式必须具有所说明的特征。此外,应当注意的是本说明书描述了许多特征。尽管某些特征可以组合在一起以示出可能的系统设计,但是这些特征也可用于其他的未明确说明的组合。由此,除非另有说明,所说明的组合并非旨在限制。
29.在附图所示的实施方式中,方向的指示(诸如上、下、左、右、前和后)用于解释本公开的各种元件的结构和运动不是绝对的而是相对的。当这些元件处于附图所示的位置时,这些说明是合适的。如果这些元件的位置的说明发生改变时,则这些方向的指示也相应地改变。
30.为了进一步说明本公开的原理和结构,现结合附图对本公开的优选实施例进行详细说明。
31.本公开提供一种轮毂铸造模具3,用于铸造卡车、矿车的轮毂,商用卡车、矿车的轮毂1一般采用球墨铸铁铸造,如图1所示,其结构主要包括法兰15,设于法兰15一侧面的第一
筒体11、设于所述法兰15另一侧面的第二筒体12以及设于第二筒体12背离法兰15一侧的第三筒体13。其中,法兰15、第一筒体11、第二筒体12以及第三筒体13为同轴设置的,其对应的尺寸关系为r
15
>r
12
>r
13
≈r
11
,其中为r
15
法兰15的径向尺寸、r
11
为第一筒体11的径向尺寸、r
12
为第二筒体12的径向尺寸、r
13
为第三筒体13的径向尺寸。
32.请参阅结合图2和图3,该轮毂1对应的铸造模型包括上模型21和下模型22。由于法兰15和第二筒体12的径向尺寸最大,为便于取模,上模型21和下模型22于法兰15和第二筒体12连接处分型。
33.其中,如图2所示,上模型21包括上型板211、第二筒体模型212、第三筒体模型213、上芯头模型214、出气棒215、冒口模型216以及浇口模型217。其中,第二筒体模型212、冒口模型216以及浇口模型217均设置于上型板211的顶面,浇口模型217设置于第二筒体模型212的一侧,冒口模型216设置于第二筒体模型212的另一侧。第三筒体模型213设置于第二筒体模型212的顶端,上芯头模型214设置于第三筒体模型213的顶端,出气棒215设置于上芯头模型214的顶端。冒口模型216包括与上型板211连接的冒口座2161以及设于冒口座2161顶面的冒口棒2162。冒口座2161与第二筒体模型212的外周面贴合连接。浇口模型217包括与上型板211连接的浇口座2171以及设于浇口座2171顶面的浇口棒2172。浇口座2171与第二筒体模型212之间具有间隔。
34.如图3所示,下模型22包括下型板221、法兰模型222、第一筒体模型223、下芯头模型224以及浇道模型227。其中,法兰模型222以及浇道模型227均设置于下型板221的顶面,浇道模型227设置于法兰模型222的一侧,并与法兰模型222的外周面连接。法兰模型222和第二筒体模型212是相对应的,浇道模型227与浇口模型217也是相对应的。第一筒体模型223设置于法兰模型222的顶端,下芯头模型224设置于第一筒体模型223的顶端。
35.请结合参阅图4至图9,故根据铸造模型配置型砂得到的铸造模具3包括上型箱31、下型箱32以及容置于上型箱31和下型箱32内的各种型芯。上型箱31扣合于下型箱32的分型面上。上型箱31的分型面是指上型箱31的底面,其对应于上型板211设有第二筒体模型212的一面,即上型板211的顶面;下型箱32的分型面是指下型箱32的顶面,其对应于下型板221设有法兰模型222的一面,即下型板221的底面,上下型箱的分型面为完全相同的两个面。在合模时,上下型箱的分型面互相贴合。
36.其中,如图4所示,上模型21配置型砂得到的上型箱31内形成有与第二筒体模型212对应的第二筒体腔312、与第三筒体模型213对应的第三筒体腔313、与上芯头模型214对应的上芯头腔314、与出气棒215对应的出气孔315、与冒口模型216对应的冒口腔316以及与浇口模型217对应的浇口腔317。第二筒体腔312、冒口腔316以及浇口腔317均由上型箱31的分型面向上型箱31的顶面凹陷。
37.故对应地,如图6至图9所示,第三筒体腔313设置于第二筒体腔312的顶端,上芯头腔314设置于第三筒体腔313的顶端,出气孔315设置于上芯头腔314的顶端,并一直向上延伸贯穿上型箱31,以作为浇铸过程中铸造模型中型腔的气体通道,起到平衡型腔内气压的作用。第二筒体腔312、第三筒体腔313以及上芯头腔314为彼此相通的,其共同构成上型腔301。浇口腔317设置于上型腔301的一侧,冒口腔316与上型腔301间隔设置。同时,浇口腔317包括位于上型箱31底部的缓冲腔3171以及由缓冲腔3171向上延伸贯穿上型箱31的浇口3172。在本公开的一些实施例中,浇口腔317还包括设于上型箱31顶部的浇口杯3173,浇口
杯3173由上型箱31顶面向下凹陷,并通过浇口3172与缓冲腔3171相通。冒口腔316还包括位于上型箱31底部的容纳腔3161以及由容纳腔3161向上延伸的冒口3162,冒口3162的顶部与上型箱31顶面之间具有间隔。
38.如图5所示,下模型22配置型砂得到的下型箱32内形成有与法兰模型222对应的法兰腔322、与第一筒体模型223对应的第一筒体腔323、与下芯头模型224对应的下芯头腔324以及与浇道模型227对应的浇道327。法兰腔322以及浇道327均由下型箱32的分型面向上下型箱32的底面凹陷。
39.故对应地,如图6至图9所示,第一筒体腔323设置于法兰腔322的底端,下芯头腔324设置于第一筒体腔323的底端。法兰腔322、第一筒体腔323以及下芯头腔324为彼此相通的,其共同构成下型腔302。
40.在上下型箱合模后,下型腔302正对上型腔301,浇道327正对浇口腔317。同时,上型腔301和下型腔302共同构成的型腔内容置有轮毂型芯33,轮毂型芯33的上端和下端分别配合于上芯头腔314和下芯头腔324中,其外周面与法兰腔322、第一筒体腔323、第二筒体腔312以及第三筒体腔313的内周面均具有间隔,以保证铸造得到的工件为中空的阶梯筒状。同时,其与上芯头腔314之间也存在一定的缝隙,以便型腔内的气体能够通过上述缝隙进入出气孔315。
41.在本公开的一个实施例中,下芯头腔324的底面一侧设有凸台3241,轮毂型芯33底端对应设有与凸台3241对应的缺口331,以与凸台3241配合限位,防止在浇铸过程中,轮毂型芯33受铁水冲击,而于型腔内出现周向或径向移动。
42.同时,请结合参阅图10至图12,容纳腔3161内也容置有易隔片34。易隔片34位于上型箱31底部,其底面与下型箱32的分型面抵接。易隔片34内设有正对冒口3162的冒口窝342以及将冒口窝342与第二筒体腔312连通的冒口颈341。冒口窝342和冒口颈341共同构成补缩通道。该补缩通道正对第二筒体腔312底部周缘。由于法兰15、第一筒体11、第二筒体12以及第三筒体13对应的尺寸关系为r
15
>r
12
>r
13
≈r
11
,其中为r
15
法兰15的径向尺寸、r
11
为第一筒体11的径向尺寸、r
12
为第二筒体12的径向尺寸、r
13
为第三筒体13的径向尺寸。故在浇铸过程中,铸件最大的热节即位于径向尺寸最大的法兰15和第二筒体12交界处,即该补缩通道正对的第二筒体腔312底部周缘,故易隔片34的设置可以使冒口3162针对热节进行补缩,提高了热节处的补缩效率,减少了补缩量并保证了热节处的内部质量,进而解决了相关技术中热节区域容易产生缩松、缩孔等内部质量缺陷的问题。
43.易隔片34朝向第二筒体腔312的端面为第二筒体腔312的内周面一致的弧形面,以使铸造出的第二筒体12朝向易隔片34的一面的弧度与其他位置一致。同时,其冒口颈341的截面尺寸随着远离冒口窝342而减小,以加快铁水流速,保证铁水能够快速填满整个型腔。
44.在本公开的一些实施例中,易隔片34的底面还设有向下凸伸的定位凸起346。定位凸起346插入下型箱32内,以对易隔片34进行定位,并保证易隔片34的稳固。
45.易隔片34在冒口颈341远离冒口窝342的一端还设有冒口补贴343,以延长冒口3162的有效补缩距离。冒口补贴343将冒口颈341与第二筒体腔312连通,冒口补贴343的横截面尺寸大于冒口颈341的横截面尺寸,且冒口补贴343的两侧面之间的距离随着远离与冒口颈341的分界面344而增大,以保证型腔内的铁水顺序凝固,增强补缩效果。
46.特别地,冒口补贴343与冒口颈341的分界面344为斜向易隔片34底面和内侧的斜
面,分界面344上设有连通所述冒口补贴与冒口颈的开口345,以使铸件在分界面344对应处形成一断裂面。经过锤子敲击,可以使铸件在沿断裂面与冒口部分断裂脱离,免去了传统工艺中铸造完成后将铸件切割的步骤,节省了工时和劳动力。同时为进一步保证断裂面能够较容易地分离,开口345顶部的宽度小于其底部的宽度。
47.在本公开的一些实施例中,为提高铸造的效率,在一个型箱内可以有多个型腔,其关于浇道对称,并通过浇道与同一个浇口相通。在此,本公开以在一个型箱内设有四个型腔为例,进行说明。
48.在本公开的实施例中,浇口3172位于上型箱31中部。下型箱32内的浇道327包括正对浇口3172的主浇道3272以及由主浇道3272向两侧延伸的副浇道3271。主浇道3272中段向下凹陷形成一凹槽,该凹槽与缓冲腔3171共同构成一缓冲空间,以控制铁水由浇口3172进入浇道327后的流速。上述的四个型腔分别分布于浇道327的两侧,并与副浇道3271连通。该铸造模具3中的易隔片34有两个,分别放置于位于同一侧的两型腔之间,该易隔片34上通过两冒口颈341将易隔片34两端的型腔与冒口窝342相连通,以使一个冒口可以补缩多个型腔,进而节省浇铸材料。
49.以上仅为本公开的较佳可行实施例,并非限制本公开的保护范围,凡运用本公开说明书及附图内容所作出的等效结构变化,均包含在本公开的保护范围内。
50.本领域技术人员在考虑说明书及实践这里公开的实用新型后,将容易想到本公开的其他实施例。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1