一种压铸模具的制作方法
1.本实用新型涉及压铸模具技术领域,特别是涉及一种压铸模具。
背景技术:
2.压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具,压铸的基本工艺过程是金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,随着金属液的冷却过程加压锻造。
3.模具通常包括上下设置的前模仁和后模仁,所述前模仁上设置型腔,产品在所述型腔内成型,所述后模仁内设置顶针,脱模时通过后模仁处的顶针将前模仁与后模仁脱离,再将产品从所述前模仁的型腔内取出。所述前模仁的型腔侧壁连接水口,水口用于注入浆料,所述水口位于前模仁和后模仁的交界处,在现有技术中,产品从所述前模仁的型腔内取出时,通常会粘到前模仁的水口处,产品脱模不方便,要用工具敲打使产品与水口处脱离,给生产过程中带来不便。
技术实现要素:
4.本实用新型提供一种压铸模具,以解决现有压铸模具中产品在出模时会粘到前模仁的水口处的问题。
5.为解决上述技术问题,本实用新型提供了一种压铸模具,包括层叠设置的前模仁和后模仁,所述前模仁为圆盘形状,所述前模仁内设置两个型腔,两个型腔在前模仁内对称设置,每个型腔的侧壁设置若干个水口,每个水口位于前模仁和后模仁的交界处且突出于所述前模仁,所述后模仁内设置若干个顶针腔,每个顶针腔内设置一顶针,每个顶针的位置对应一水口,所述顶针设置于后模仁内且可以上下活动,所述水口的形状为扁平柱形体,所述顶针为条形柱形体,所述水口远离前模仁的一端为敞口面,所述顶针与水口接触的面为顶针的顶面,所述顶针的顶面为平面且位于所述水口的敞口面内,所述水口的侧面设置一圈弧形突起。
6.优选地,所述水口敞口面的直径比顶针顶面的直径大1.1-1.5mm。
7.优选地,所述顶面的直径介于7.5-8.5mm之间,所述水口在敞口面处的直径介于8.8mm-9.8mm之间。
8.优选地,所述水口的高度介于3.5mm-4.5mm之间,所述弧形突起距离所述敞口面的距离介于1mm-1.25mm。
9.优选地,所述弧形突起沿水口高度方向的长度介于1mm-1.25mm之间。
10.优选地,所述弧形突起相对于水口侧壁突起的高度介于0.13-0.19mm之间。
11.优选地,所述弧形突起距离所述敞口面的距离介于0.5mm-1.5mm之间。
12.优选地,所述弧形突起沿水口高度方向的长度介于0.5mm-1.5mm之间。
13.优选地,所述弧形突起相对于水口侧壁突起的高度介于0.1-0.2mm之间。
14.优选地,所述水口的侧面设置为倾斜状,所述水口的敞口面小于水口远离顶针的
面,所述水口侧面倾斜的角度介于5
°‑
20
°
之间。
15.与现有技术相比,本实用新型一种压铸模具不仅不易出现断顶针现象,且脱模效率更高,除此之外,解决了现有技术中产品在出模时会粘到前模仁水口处的问题,从而提高了生产效率。
附图说明
16.图1是现有技术中压铸模具的结构示意图;
17.图2是图1中a处的放大图;
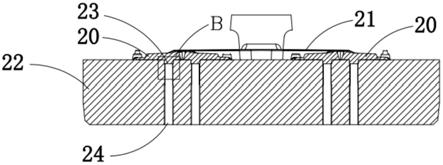
18.图3是本实用新型一种压铸模具的结构示意图;
19.图4是图3中b处的放大图;
20.图5是图4中c处的放大图。
具体实施方式
21.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
22.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
23.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
24.请参阅图1,现有技术中的压铸模具用于生产出成对的产品,包括层叠设置的前模仁11和后模仁12,所述前模仁11位于后模仁12之上,所述前模仁11为圆盘形状,所述前模仁11内设置两个型腔10,两个型腔10在前模仁11内对称设置。每个型腔10的侧壁设置两个水口13,每个水口13位于前模仁11和后模仁12的交界处且突出于所述前模仁11,所述水口13用于注入浆料。所述水口13的数量不作限定。
25.所述后模仁12内设置四个顶针腔,每个顶针腔内设置一顶针14,每个顶针14的位置对应一水口13,所述顶针14设置于后模仁12内且可以上下活动,用于在产品脱模时顶针14顶端推动前模仁11的水口13位置处,从而将前模仁11脱离后模仁12,再将产品从所述前模仁11的型腔10内取出。
26.请进一步参阅图2,现有技术中,当前模仁11和后模仁12互相粘合时,每个水口13位于对应的顶针腔内,现有技术中的水口13在垂直于前模仁11方向的截面为梯形,所述水口13远离前模仁11的端部孔径为l1,所述水口13靠近前模仁11的一端孔径为l2,l1>l2。所述顶针14靠近水口13的位置形状为梯形,且所述顶针14在顶针腔内与水口13成互补形状。所述顶针14靠近前模仁11的一端包括依次首尾相接的第一横面141、倾斜面142和第二横面143,所述第一横面141、倾斜面142和第二横面143在顶针14的顶端形成阶梯形状,所述第二横面143与水口13远离前模仁11的面贴合,所述倾斜面142与水口13的侧面贴合,所述第一
横面141与型腔10内的产品贴合。所述水口13靠近前模仁11的一端孔径为l2为3mm,所述水口13远离前模仁11的端部孔径为l1为4mm,所述水口13沿顶针14方向的高度为4mm,所述顶针14远离顶端处部分横截面直径为8mm。
27.所述水口13和顶针14的结构为互补的梯形,脱模时为了使产品10更容易从型腔10内脱模,使所述前模仁11倒扣在后模仁12上,顶针14的顶端推动前模仁11,顶针14的第一横面141推动前模仁11、第二横面143推动水口13,从而将前模仁11脱离后模仁12,再将产品从所述前模仁11的型腔10内取出,现有技术中水口13和顶针14的上述结构,使产品从所述前模仁11的型腔10内取出时,通常会粘到前模仁11的水口13处,产品脱模不方便,要用工具敲打使产品与水口13脱离,除此之外,现有技术中的水口13和顶针14的结构设计,脱模时顶针14由于受力不平衡易出现断顶针现象,给生产过程中带来不便。
28.请参阅图3和图4,本实用新型一种压铸模具包括上下设置的前模仁21和后模仁22,所述前模仁21位于后模仁22之上,所述前模仁21为圆盘形状,所述前模仁21内设置两个型腔20,两个型腔20在前模仁21内的位置左右对称。所述压铸模具主要用于生产成对产品,因此将所述前模仁21设置为圆盘形状,且在所述前模仁21上设置两个型腔20。每个型腔20的侧壁设置两个水口23,每个水口23位于前模仁21和后模仁22的交界处且突出于所述前模仁21,所述水口23用于注入浆料。所述后模仁22内设置四个顶针腔,每个顶针腔内设置一顶针24,每个顶针24的位置对应一水口23,所述顶针24设置于后模仁22内且可以上下活动。
29.所述水口23为扁平柱形体,所述水口23的高度为h1,h1=4mm,所述水口23远离前模仁21的一端为敞口面,所述水口23的侧面设置一圈弧形突起231,所述弧形突起231距离所述敞口面的距离介于1/4h1-1/3h1之间,即介于1mm-1.25mm之间,优选为1mm,所述弧形突起231沿水口23高度方向的长度为l5,l5介于1mm-1.25mm之间,优选为1mm,所述弧形突起231相对于水口23侧壁突起的高度为h2,h2介于0.13-0.19mm之间,优选为0.15mm。所述水口23在敞口面处的直径为l3,l3=9.3mm,所述水口23在弧形突起231处的直径为l4,l4=l3+h2,l4=9mm,h=0.3mm。所述顶针24为条形柱形体,所述顶针24顶端与水口23接触的面为顶针24的顶面,所述顶面的直径为d,d=8mm。所述顶针24的顶面位于所述水口23的敞口面内,所述水口23敞口面的直径比顶针24顶面的直径大1.1-1.5mm,优选为1.3mm。在本实施例中,将所述水口23的侧面设置为倾斜状,所述水口23的敞口面小于水口23远离顶针24的面,所述水口23侧面倾斜的角度介于5
°‑
20
°
之间,优选为15
°
,通过将水口23侧面设置为倾斜面,使产品不易粘到水口处,从而使产品更容易从水口处脱离。在其他实施例中,所述顶面的直径介于7.5-8.5mm,所述水口23在敞口面处的直径介于8.8mm-9.8mm之间,所述水口的高度介于3.5mm-4.5mm之间,所述弧形突起距离所述敞口面的距离介于0.5mm-1.5mm之间,所述弧形突起沿水口高度方向的长度介于0.5mm-1.5mm之间,所述弧形突起相对于水口侧壁突起的高度介于0.1-0.2mm之间。
30.本实用新型一种压铸模具将所述水口23的形状设计为扁平柱形体,同时将顶针24设计为条形柱形体且顶针24顶面设计为平面,脱模时顶针24顶面与水口23敞口面接触推动前模仁21时顶针24受力平衡,不易出现断顶针现象,且通过将水口23的敞口面的孔径增大,当顶针24推动水口23的敞口面时,由于受力面积增大,使前模仁21更容易从后模仁22处脱离,从而提高了生产效率。除此之外,通过将水口23敞口面的孔径设计为比顶针24顶面的直径大1mm,顶针24顶端可在水口23敞口面内推动产品,即顶针24顶端推动水口23敞口面时同
时推动产品从水口23处脱离。通过在扁平柱形体的水口23侧面设置一圈弧形突起231,使产品与水口23内壁接触面较小,从而使产品不易粘水口23内壁,避免了现有技术中产品从所述前模仁21的型腔内取出时粘到前模仁21的水口23处且要用工具敲打使产品与水口23脱离,解决了现有压铸模具中产品在出模时会粘到前模仁的水口处的问题。
31.与现有技术相比,本实用新型一种压铸模具不仅不易出现断顶针现象,且脱模效率更高,除此之外,解决了现有技术中产品在出模时会粘到前模仁水口处的问题,从而提高了生产效率。
32.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
33.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1