一种激光熔覆设备的制作方法
1.本实用新型涉及零件加工技术领域,尤其涉及一种激光熔覆设备。
背景技术:
2.在零件加工过程中,通常会利用激光熔覆设备,在零件表面形成一层厚度符合要求的熔覆层。激光熔覆设备一般包括基座、旋转机构以及激光熔覆机构。位于基座上的零件在旋转机构的驱动下转动,以便于设置在基座上的激光熔覆机构对其进行加工处理。
3.现有技术中,基座通常为分体式结构。在实际使用之前,需要对其焊接或螺纹连接,以将基座各部分组装在一起。但是,基座中各部件连接关系复杂,不易组装,并且组装后的基座易存在较大误差。
4.基于此,会使设置在基座上的激光熔覆机构与零件之间出现角度误差,导致形成在零件表面的熔覆层厚度不合格,进而降低加工后零件的质量。
技术实现要素:
5.本实用新型的目的在于提供一种激光熔覆设备,用于降低或消除组装误差和角度误差,以在零件表面形成厚度合格的熔覆层,提高零件的质量。
6.为了实现上述目的,本实用新型提供了一种激光熔覆设备。该激光熔覆设备包括:基座、驱动机构、支撑机构和激光熔覆机构。基座为一体式基座。驱动机构设置在基座的端部,用于驱动零件转动。支撑机构设置在基座上,支撑机构与驱动机构相对,用于支撑零件。激光熔覆机构设置在基座上,且激光熔覆机构位于驱动机构和支撑机构的同侧,用于加工零件。
7.与现有技术相比,本实用新型提供的激光熔覆设备中,由于基座为一体式基座,在实际使用前,不需要对其再进行组装。此时,不仅可以防止由于焊接或螺纹连接等组装方式,导致的基座发生形变或基准面发生变化等情况的产生,即可以减小或消除基座的组装误差。同时,当采用一体式基座时,由于基座的组装误差减小或消除,此时不需要再调整基座各部分之间的相对位置,节省了调整时间,提高了零件的加工效率。接着,由于零件可以通过驱动机构和支撑机构设置在一体式基座上,并且驱动机构和支撑机构所在位置的基座不存在组装误差,此时可以确保零件设置的角度,位置均符合实际要求。进一步地,由于用于加工零件的激光熔覆机构也设置在一体式基座上。此时可以确保激光熔覆机构设置的角度,位置也符合实际要求,进而可以减小或消除激光熔覆机构与零件之间的角度误差以及其他加工误差。基于此,可以使零件表面形成厚度合格的熔覆层,以提高零件的加工质量。
附图说明
8.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
9.图1为本实用新型实施例中激光熔覆设备的整体结构的第一视角图;
10.图2为本实用新型实施例中激光熔覆设备的整体结构的第二视角图;
11.图3为本实用新型实施例中基座的整体结构的第一视角图;
12.图4为本实用新型实施例中基座的整体结构的第二视角图;
13.图5为本实用新型实施例中防护罩的左视图;
14.图6为本实用新型实施例中防护罩的正视图;
15.图7为本实用新型实施例中防护罩的仰视图;
16.图8为本实用新型实施例中防护罩的俯视图;
17.图9为本实用新型实施例中激光熔覆设备的部分结构的第一视角图;
18.图10为本实用新型实施例中第一移动件的第一视角图;
19.图11为本实用新型实施例中第一移动件的第二视角图;
20.图12为本实用新型实施例中图11的部分结构放大示意图;
21.图13为本实用新型实施例中第一防护件的结构示意图;
22.图14为本实用新型实施例中激光熔覆设备的部分结构的第二视角图;
23.图15为本实用新型实施例中驱动件的结构示意图;
24.图16为本实用新型实施例中驱动件的结构爆炸示意图;
25.图17为本实用新型实施例中监测机构的部分结构示意图;
26.图18为本实用新型实施例中监测门的结构示意图;
27.图19为本实用新型实施例中激光熔覆设备的整体结构的后视图;
28.图20为本实用新型实施例中激光熔覆设备的整体结构的正视图;
29.图21为本实用新型实施例中激光熔覆设备的整体结构的右视图;
30.图22为本实用新型实施例中激光熔覆设备的整体结构的左视图;
31.图23为本实用新型实施例中激光熔覆设备的整体结构的仰视图;
32.图24为本实用新型实施例中激光熔覆设备的整体结构的俯视图。
33.附图标记:
34.1为基座,10为凸台,11为v型直线导轨,12为l型直线导轨,13为安装台,2为驱动机构,20为主轴箱,21为三爪定心卡盘,22为防护壳,3为支撑机构,4为激光熔覆机构,40为激光熔覆头,41为移动组件,410为第一移动件,411为第二移动件,412为第三移动件,413为第一丝杆,414为第一驱动件,415为第一滑块,416为第一导向件,42为第一防护件,43为软限位感应开关,5为零件,6为防护罩,60为v型凹槽,61为不锈钢伸缩片,62为百叶式可伸缩片,7为积粉盘,8为驱动件,80为曲柄,81为齿轮,9为传动件,100为监测机构,1000为监测门,1001为第二防护件,1002为连接件,1003为监测窗口,1004为夹持件,101为控制机构,1010为系统操作屏,1011为控制柜。
具体实施方式
35.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
36.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另
一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
37.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
38.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
40.在零件加工过程中,通常会利用激光熔覆设备,在零件表面形成一层厚度符合要求的熔覆层。激光熔覆设备一般包括基座、旋转机构以及激光熔覆机构。位于基座上的零件在旋转机构的驱动下转动,以便于设置在基座上的激光熔覆机构对其进行加工处理。
41.现有技术中,基座通常为分体式结构。在实际使用之前,需要对其焊接或螺纹连接,以将基座各部分组装在一起。但是,基座中各部件连接关系复杂,不易组装,并且组装后的基座易存在较大误差。
42.基于此,会使设置在基座上的激光熔覆机构与零件之间出现角度误差,导致形成在零件表面的熔覆层厚度不合格,进而降低加工后零件的质量。
43.为了解决上述技术问题,本实用新型实施例提供了一种激光熔覆设备。
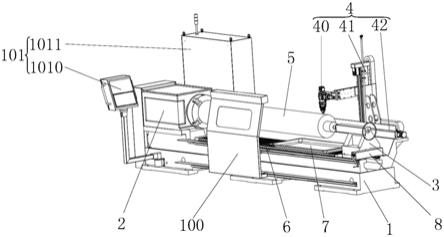
44.参见图1,该激光熔覆设备包括:基座1、驱动机构2、支撑机构3和激光熔覆机构4。基座1为一体式基座。驱动机构2设置在基座1的端部,用于驱动零件5转动。支撑机构3设置在基座1上,支撑机构3与驱动机构2相对,用于支撑零件5。激光熔覆机构4设置在基座1上,且激光熔覆机构4位于驱动机构2和支撑机构3的同侧,用于加工零件5。
45.参见图1,上述基座1的形状、材质等均可以根据实际情况进行设置,在此不做具体限定。在基座1的底端具有移动空间,这里的“移动空间”用于后期叉车或其他移动设备搬运基座1或激光熔覆设备。此外,在基座1的底端(周边裙部)还开设有多个螺栓孔,用于对应固定多个高度调节件。上述高度调节件可以是垫铁或地脚。在本实用新型实施例中,采用垫铁作为高度调节件。当基座1或激光熔覆设备所处的位置不是水平面时,可以通过调节垫铁的高度,以使基座1或激光熔覆设备处于水平状态,进而可以确保零件5的加工精度,提高零件5的加工质量。
46.参见图1和图2,上述驱动机构2可以是电机、主轴箱20等任意具有驱动功能的结构。在本实用新型实施例中,上述驱动机构2采用主轴箱20。主轴箱20可以包括主轴组件(图1和图2中均未示出)、传动机构(图1和图2中均未示出)和制动装置(图1和图2中均未示出)
等。上述主轴组件可以包括主轴和支承。传动机构可以包括传输带和齿轮。制动装置可以包括电机。上述主轴安装在主轴箱20的支承上。电机通过传输带、齿轮与主轴连接,用于驱动主轴转动。此外,在主轴箱20正对支撑机构3的一端设置有三爪定心卡盘21,用于夹持零件5。进一步地,在传动机构和制动装置的外侧设置有防护壳22,用于防止零件5加工过程中产生的粉末进入传动机构或制动装置中,避免影响传动机构或制动装置的正常工作,以确保驱动机构2的带动零件5正常转动。
47.参见图1和图2,由于上述支撑机构3设置在基座1上,此时支撑机构3相对于基座1可以是固定连接,也可以是滑动连接。此外,支撑机构3可以设置在基座1的端部,也可以设置在基座1的中间任意位置,只要确保支撑机构3与驱动机构2相对设置即可。例如,当支撑机构3设置在基座1的端部时,若支撑机构3与基座1固定连接,此时零件5可以稳定的设置在支撑机构3与驱动机构2之间,即支撑机构3和主轴箱20上的三爪定心卡盘21共同作用,以将零件5顶紧。此时不仅可以确保零件5的加工安全,同时还可以对长、重零件5的同心度进行把控。若支撑机构3与基座1滑动连接,此时驱动机构2与支撑机构3之间的距离可以根据待加工零件5的长度进行调节,以适用于不同长度的零件5,扩大激光熔覆设备的使用范围。当支撑机构3设置在基座1的中间任意位置时,此时不受限于支撑机构3与基座1的连接方式,支撑机构3可以用于支撑任意长度的零件5。上述支撑机构3可以采用现有技术中的尾座,当然也可以采用其他适于实用的结构。
48.参见图1和图2,上述激光熔覆机构4用于加工零件5。在本实用新型实施例中,上述“加工零件”可以理解为,激光熔覆机构4通过利用激光熔覆头40发射激光熔覆粉末,以在零件5外壁上形成一层厚度符合要求的熔覆层。
49.参见图1和图2,本实用新型实施例提供的激光熔覆设备中,由于基座1为一体式基座,在实际使用前,不需要对其再进行组装。此时,不仅可以防止由于焊接或螺纹连接等组装方式,导致的基座1发生形变或基准面发生变化等情况的产生,即可以减小或消除基座1的组装误差。同时,当采用一体式基座时,由于基座1的组装误差减小或消除,此时不需要再调整基座1各部分之间的相对位置,节省了调整时间,提高了零件5的加工效率。接着,由于零件5可以通过驱动机构2和支撑机构3设置在一体式基座上,并且驱动机构2和支撑机构3所在位置的基座1不存在组装误差,此时可以确保零件5设置的角度,位置均符合实际要求。进一步地,由于用于加工零件5的激光熔覆机构4也设置在一体式基座上。此时可以确保激光熔覆机构4设置的角度,位置也符合实际要求,进而可以减小或消除激光熔覆机构4与零件5之间的角度误差以及其他加工误差。基于此,可以使零件5表面形成厚度合格的熔覆层,以提高零件5的加工质量。
50.作为一种可能的实现方式,参见图3和图4,上述基座1为铸造成型的基座1或3d打印成型的基座1。
51.示例性的,参见图3和图4,当采用铸造成型工艺制作基座1时,相较于传统的机械加工方式,该工艺可以生产任意形状、任意大小的基座1。例如,内腔形状复杂的基座1。并且,上述工艺适应性强,可以用于制作不同材质的基座1。再者,利用铸造成型工艺制作的基座1成本较低,可以批量生产。此外,采用铸造成型工艺制作形成的基座1,具有高效的精度持久保持性,免售后维护。应理解,这里的“免售后维护”可以理解为在激光熔覆设备正常使用年限内,采用铸造成型工艺制作的基座1的刚性、尺寸以及外观基本与出厂前(制作成型
时)没有发生变化,进而不需要中途对基座1进行刚性形变的修正或尺寸校正。
52.参见图3和图4,当采用3d打印成型工艺制作基座1时,相较于传统的机械加工方式,该工艺不需要剔除边角料,节省了材料,提高了材料的利用率。其次,该工艺不需要庞大复杂的生产线。利用计算机、打印机等设备即可获得基座1需要的形状以及结构,降低了生产成本,同时还缩短了不同规格的基座1的研发制作周期。此外,利用上述工艺可以制作出高精度、并且复杂的基座1。
53.参见图3和图4,最后,利用铸造成型工艺和3d打印成型工艺均可以制作一体式基座,此时不需要再对基座1进行组装。基于此,采用一体式基座不仅节省了组装的成本,同时还可以减小或消除由于组装造成的组装误差。在本实用新型实施例中,基座1采用铸造成型的方式制成。
54.在一种可选方式中,参见图1至图4,上述基座1可以包括凸台10,驱动机构2设置在凸台10上。关于驱动机构2设置在凸台10上的方式多种多样,例如,可以是焊接、螺纹连接、卡接等。在本实用新型实施例中,驱动机构2通过螺纹连接的方式设置在凸台10上。例如,驱动机构2采用六个或多个螺栓紧固在凸台10上。上述驱动机构2可以是主轴箱20。主轴箱20可以包括主轴组件、传动机构和制动装置等。上述基座1的左侧端部设置有凸台10,主轴组件设置在凸台10上。位于凸台10的正下方部分,上述基座1为中空结构。制动装置设置在中空结构内,并通过传动机构与主轴组件连接。至于主轴组件、传动机构和制动装置的具体结构可以参考前文描述,在此不再赘述。
55.参见图1至图4,在支撑机构3可滑动的设置在基座1上的情况下,基座1还包括至少一个直线导轨,此时支撑机构3可以沿至少一个直线导轨向靠近或远离驱动机构2的方向往复移动,进而可以避免支撑机构3在基座1上运动时,支撑机构3相对于驱动机构2发生位置偏移。基于此,可以避免设置在支撑机构3与驱动机构2之间的零件5的位置相对于基座1发生变化,使实际设置的零件5位置与预先设定好的零件5位置保持一致,进而避免调整预先设定好的加工参数,提高零件5的加工效率。上述直线导轨可以v型直线导轨11、u型直线导轨或其他任意形状的直线导轨。上述基座1可以包括一个直线导轨、两个直线导轨或三个直线导轨,基座1包含的直线导轨的数量可以根据实际情况进行设置。在本实用新型实施例中,基座1包括一个v型直线导轨11。应理解,由于基座1为一体式基座,此时直线导轨、凸台10与基座1的其他部分也是一体式制成的。
56.作为一种可能的实现方式,参见图1和图2,在基座1位于驱动机构2和支撑机构3之间的位置设置有防护罩6。在本实用新型实施例中,由于需要利用激光熔覆头40发射激光熔覆粉末,以在零件5外壁上形成一层熔覆层。在实际加工过程中,粉末会飘散到空气中,易落在直线导轨上,此时会加剧直线导轨以及支撑机构3的磨损,造成支撑机构3夹粉卡顿,降低直线导轨以及支撑机构3的使用寿命。在支撑机构3可滑动的设置在基座1上的情况下,防护罩6为可折叠式防护罩6。上述可折叠式防护罩6可以是百叶式可伸缩结构、平行四边形式可伸缩结构等。
57.在一种可选方式中,参见图1、图3和图5,在上述防护罩6为可折叠式防护罩,以及基座1还包括至少一个直线导轨的情况下,防护罩6沿直线导轨折叠或展开。基于此,当支撑机构3沿直线导轨向靠近驱动机构2的方向运动时,可折叠式防护罩也可以沿直线导轨向靠近驱动机构2的方向折叠收缩,进而可以确保支撑机构3正常运动。当支撑机构3沿直线导轨
向远离驱动机构2的方向运动时,可折叠式防护罩也可以沿直线导轨向远离驱动机构2的方向展开,此时可以减少在直线导轨上散落的粉末量或避免在直线导轨上散落粉末,进而做到对直线导轨防护的最大化。接着,上述防护罩6与直线导轨接触的位置开设凹槽,凹槽卡接在直线导轨上。此时,可以减小或消除防护罩6与直线导轨之间的间隔大小,使防护罩6与直线导轨最大限度的贴合,进一步加大防护罩6对直线导轨的防护力度。应理解,上述防护罩6上开设的凹槽的形状与直线导轨的形状相匹配。例如,当直线导轨为v型直线导轨11时,凹槽为与v型直线导轨11形状相同的v型凹槽60。当直线导轨为u型直线导轨时,凹槽为与u型直线导轨形状相同的u型凹槽。
58.具体的,参见图3和图5,在本实用新型实施例中,由于直线导轨为v型直线导轨11,此时开设在防护罩6上的凹槽为,与v型直线导轨11形状相同的v型凹槽60。接着,沿基座1的长度方向a,在基座1的一侧开设有两个相互平行的l型直线导轨12,上述两个l型直线导轨12也均与v型直线导轨11平行。上述l型直线导轨12与v型直线导轨11之间的基座1为中空结构,即上述直线导轨与基座1共同形成凹槽状结构。基于此,沿可折叠式防护罩的长度方向,上述可折叠式防护罩为t型结构。在实际使用过程中,上述t型可折叠式防护罩的凸出部分位于凹槽中。此时,可折叠式防护罩不仅可以固定在基座1上,同时还可以避免粉末散落到基座1的凹槽内,避免在凹槽内积粉。
59.在一种示例中,参见图5至图8,上述可折叠式防护罩可以包括上下两部分。其中,上半部分为不锈钢伸缩片61,下半部分为百叶式可伸缩片62。沿可折叠式防护罩的长度方向,上述百叶式可伸缩片62上开设有与v型直线导轨形状相同的v型凹槽60。相邻百叶式可伸缩片62之间具有保护膜,上述保护膜不仅可以将相邻百叶式可伸缩片62紧密的连接在一起,同时还可以防止粉末散落到v型直线导轨上,起到保护v型直线导轨的作用。至于保护膜的材质、大小在此不做具体限定。上述不锈钢伸缩片61可以是由多个盔甲不锈钢伸缩片组成,每个百叶式可伸缩叶片上均设置有盔甲不锈钢伸缩片,每个盔甲不锈钢伸缩片之间相互紧密衔接形成叠层。基于此,可以使整个可折叠式防护罩的罩壳(即可折叠式防护罩的上半部分)形成一个具有平面的整体。并且,上述结构可以使可折叠式防护罩伸缩前后始终衔接呈无缝状态。此时,不仅有利于可折叠式防护罩的上半部分承接散落的粉末,同时还有利于回收或清理上述粉末,避免由于可折叠式防护罩的上半部分凹凸不平或有缝隙,导致粉末夹杂在可折叠式防护罩的缝隙中。进一步地,上述不锈钢伸缩片61由强度大的材料制成。此时,不锈钢伸缩片61的承载量可以在6kg左右,进而可以确保当不锈钢伸缩片61遇到外力时,保持初始状态,不产生形变。例如,当支撑机构沿直线导轨向靠近驱动机构的方向运动时,支撑机构会对可折叠式防护罩施加推力。由于构成可折叠式防护罩的不锈钢伸缩片61由强度大的材料制成,此时可折叠式防护罩不仅不会发生边缘位置翘起的现象,同时还可以使可折叠式防护罩整体平稳固定的,依附在l型直线导轨和v型直线导轨上。上述可折叠式防护罩的宽度可以大于或等于500mm,可折叠式防护罩的压缩量可以为300mm,可折叠式防护罩的伸长量可以为3500mm。
60.参见图2,此外,在实际使用过程中,上述可折叠式防护罩上可以设置积粉盘7。积粉盘7与可折叠式防护罩的连接方式多种多样,例如,可以是螺纹连接、卡接、粘结等。在本实用新型实施例中,积粉盘7与可折叠式防护罩采用螺纹连接。积粉盘7位于可折叠式防护罩上的位置,可以根据零件5加工的位置随时调整,至于积粉盘7位置调整的方式、积粉盘7
的形状大小材质等在此均不做具体限定。通过设置积粉盘7不仅可以随时收集散落下来的粉末,以便于后期重复利用或集中处理,同时还可以使可折叠式防护罩和直线导轨保持整洁,有效的解决积粉的现象,进而解决直线导轨和支撑机构3由于粉末造成的易磨损的问题,延长直线导轨和支撑机构3的使用寿命。当然,也可以在可折叠式防护罩处设置吸粉设备,以及时收集粉末,减小粉末暴露时间,便于二次利用。应理解,上述可折叠式防护罩、积粉盘7、吸粉设备不仅可以用于防护激光熔覆过程中散落的粉末,还可以防护空气中的其他粉尘,以及激光熔覆设备整体由于加工产生的铁屑等。
61.在一种可选方式中,参见图2和图3,上述基座1还包括可以安装台13。安装台13的长度延伸方向与直线导轨的长度延伸方向一致,激光熔覆机构4设置在安装台13上。具体的,在基座1的一侧设置有安装台13,安装台13与前文描述的直线导轨、凸台10、基座1的其他部分均是一体式制成的。此时,可以确保上述结构精度在同一基准面下加工完成,进而可以有效的保证直线导轨与安装台13的水平直线度符合实际工作需要,以保证激光熔覆机构4可以准确对零件5进行加工。
62.在一种可选方式中,参见图4和图9,上述激光熔覆机构可以包括激光熔覆头40以及移动组件41。具体的,上述移动组件41设置在安装台13上,驱动机构设置在直线导轨上,支撑机构3设置在基座1的凸台10上。由于凸台10、直线导轨与安装台13在同一基准面,同一精度下形成。当将零件5固定在支撑机构3和驱动机构之间后,通过控制移动组件41可以精确调整激光熔覆头40与零件5之间的相对位置,例如激光熔覆头40与零件5之间的相对高度。同时还可以精确的控制激光熔覆头40与零件5之间的垂直度。通过对以上参数、维度的精确控制,可以使利用激光熔覆头40在零件5表面加工形成的熔覆层厚度更加精确、满足实际需要。此外,上述移动组件41设置在安装台13上的方式多种多样,例如可以是螺纹连接,焊接、粘结等。在本实用新型实施例中,移动组件41通过紧固螺栓固定在安装台13上。采用紧固螺栓的方式,不仅可以快速的将移动组件41安全稳定的固定在安装台13上,节省安装时间,提高生产效率。同时还有利于后期检修,更换移动组件41。进一步地,由于安装台13与基座1一体成形,此时可以确保固定装在安装台13上的移动组件41的稳定性。
63.参见图9,上述移动组件41可以包括运动方向不同且依次连接的第一移动件410、第二移动件411和第三移动件412。可以理解为,第一移动件410、第二移动件411和第三移动件412,这三个结构的运动方向均不相同,当然也可以理解为任意两个移动件的运动方向不同。上述激光熔覆头40设置在第三移动件412上,第一移动件410设置在安装台上,第一移动件410的长度延伸方向与直线导轨的长度延伸方向一致。此时,激光熔覆头40可以在第一移动件410的带动下,沿直线导轨的长度延伸方向运动。
64.参见图9,上述移动组件41可以用于带动激光熔覆头40沿第一移动件410和/或,第二移动件411和/或,第三移动件412做直线运动。可以理解为,移动组件41可以带动激光熔覆头40仅沿第一移动件410做直线运动。或,移动组件41可以带动激光熔覆头40仅沿第二移动件411做直线运动。或,移动组件41可以带动激光熔覆头40仅沿第三移动件412做直线运动。或,移动组件41可以带动激光熔覆头40沿第一移动件410和第二移动件411做直线运动。或,移动组件41可以带动激光熔覆头40沿第一移动件410和第三移动件412做直线运动。或,移动组件41可以带动激光熔覆头40沿第二移动件411和第三移动件412做直线运动。或,移动组件41可以带动激光熔覆头40沿第一移动件410、第二移动件411和第三移动件412做直
线运动。基于此,在上述移动组件41的带动下,激光熔覆头40可以根据零件5的长度、零件5的厚度以及零件5待加工的位置实施调整,以到达实际需要的位置。
65.参见图9,上述第一移动件410、第二移动件411和第三移动件412可以分别代表三个不同的方向,并且这三个方向可以相互垂直,也可以不相互垂直。当上述三个方向相互垂直时,可以是任意三个相互垂直的方向。例如,在三维坐标系o
‑
xyz中,上述第一移动件410可以带动激光熔覆头40沿x轴方向运动。第二移动件411可以带动激光熔覆头40沿z轴方向运动,此时可以使激光熔覆头40根据零件5厚度进行上下距离位置的调节。第三移动件412可以带动激光熔覆头40沿y轴方向运动,此时可以实现激光熔覆头40聚焦对中心时的纵向微调,提高激光熔覆头40的加工质量。上述纵向微调的范围可以是120mm左右。此外,上述第一移动件410、第二移动件411和第三移动件412中任意一个,均可与现有技术中的标准三维模组进行组装,实现上述移动件结构的通用性。
66.参见图9、图10和图11,在一种示例中,上述移动组件41中的第一移动件410、第二移动件411和第三移动件412组成结构可以相同,也可以不同。在本实用新型实施例中,上述三个移动件结构相同。下面以第一移动件410的组成结构为例进行描述,应理解,以下描述仅用于解释说明,不用于具体限定。上述第一移动件410可以包括第一丝杆413、与第一丝杆413驱动连接的第一驱动件414、第一滑块415以及至少一个第一导向件416。上述第一导向件416和第一丝杆413的长度方向均沿x轴方向(基座1的长度方向)延伸。例如,上述第一驱动件414可以是电机。第一导向件416可以是导轨或滑轨。上述第一丝杆413包括螺杆和螺母。第一滑块415通过第一丝杆413中的螺母与第一丝杆413中的螺杆连接,电机与螺杆连接为螺杆提供动力,以带动螺母运动,进而带动与螺母连接的第一滑块415运动。由于上述第一移动件410包括相互平行并且间隔设置的两个导轨,第一丝杆413沿x轴方向设置在两个导轨之间。此时,上述第一滑块415的第一侧滑动设置在导轨上,第二移动件411与第一滑块415的第二侧连接。基于此,第二移动件411可以通过第一滑块415和导轨,在第一移动件410上沿x轴方向运动。
67.在一种可选方式中,参见图9和图13,在安装台靠近零件5一侧的基座1上设置有第一防护件42,第一防护件42用于防护第一移动件。
68.示例性的,参见图9至图13,通过设置第一防护件42,此时可以防止零件5加工过程中产生的粉末散落到第一丝杆413上,防止第一丝杆413卡顿,或者避免损坏第一丝杆413以及用于承载第一丝杆413的丝杆座。进一步地,由于在实际使用过程中,上述第一移动件410的两端会分别设置一个软限位感应开关43。第一个软限位感应开关43用于标记初始位置(即三维坐标系o
‑
xyz中的o点所处位置),第二个软限位感应开关43用于标记第二移动件411沿第一移动件410运动可以到达的极限位置。当第二移动件411运动到第二个软限位感应开关43处时,电机或其他驱动第二移动件411运动的装置停止工作,以使第二移动件411停止运动。在本实用新型实施例中,上述软限位感应开关43为光电式,即软限位感应开关43可以通过感应光的强度以作出相应的反应。通过设置第一防护件42可以防止,在零件5加工过程中产生的粉末散落到上述软限位感应开关43上,进而避免粉末附着在软限位感应开关43上导致信号感应提前失效,以延长软限位感应开关43的使用寿命,降低激光熔覆机构4的故障率。
69.具体的,参见图9和图13,上述第一防护件42的形状与待安装位置的基座1的形状
相同。例如,第一防护件42的整体形状可以呈台阶状。第一防护件42的高度大于第一移动件410的高度,第一防护件42的长度大于或等于第一移动件410的长度,此时可以有效的阻止粉末飘散到第一移动件410上。至于第一防护件42的材质可以根据实际情况进行设置,例如可以与基座1的材质一致。
70.作为一种可能的实现方式,参见图14至图16,在支撑机构3可滑动的设置在基座1上,以及基座1还包括至少一个直线导轨的情况下,激光熔覆设备还可以包括驱动件8,以及与驱动件8驱动连接的传动件9。上述驱动件8可以包括曲柄80和齿轮81。传动件9可以是链条或导轨。
71.具体的,参见图14至图16,驱动件8设置在支撑机构3上,传动件9设置在直线导轨上。上述“设置”方式多种多样,例如可以是螺纹连接,焊接,粘结、卡接等。在本实用新型实施例中,上述驱动件8采用螺纹连接的方式,设置在支撑机构3背离驱动机构的一侧。传动件9通过卡接的方式设置在直线导轨上。应理解,此处的直线导轨是设置在前文描述的v型直线导轨一侧的l型直线导轨。当然,传动件9也可以设置在上述v型直线导轨上。只要可以实现在驱动件8的驱动下,传动件9带动支撑机构3沿至少一个直线导轨向靠近或远离驱动机构的方向往复移动即可。在本实用新型实施例中,工作人员通过手摇曲柄80,带动与曲柄80连接的齿轮81运动,齿轮81带动设置在l型直线导轨上的链条移动,进而带动设置在链条上的支撑机构3运动。通过采用上述方式不仅可以快速、准确的调节支撑机构3与驱动机构之间的距离,同时还省时省力,提高了工作效率。
72.作为一种可能的实现方式,参见图14,上述激光熔覆设备还可以包括监测机构100和控制机构101。驱动机构、支撑机构3、激光熔覆机构4和监测机构100均与控制机构101通信连接。具体的,上述控制机构101可以包括系统操作屏1010和控制柜1011。在系统操作屏1010的固定处开设有过线孔,电气控制管线通过过线孔与控制柜1011连接。上述系统操作屏1010可以用于控制各个机构运动,并设置有零件5加工的参数。上述控制柜1011为上述各个机构提供电力,并兼具控制元件安装,电源周转等功能。上述控制柜1011上还设置有三个不同颜色的指示灯(图14中未示出)。具体的,控制柜1011上设置有红色指示灯、黄色指示灯和绿色指示灯。当激光熔覆设备整体正常工作时,绿色指示灯亮起。当激光熔覆设备需要停机检修时,黄色指示灯亮起。当激光熔覆设备中某一部件出现故障时,红色指示灯亮起。相应的,以上各色指示灯亮起时,在系统操作屏1010上也会显示相应的文字信息,从两个方面提醒工作人员进行相应的操作。
73.参见图14,上述监测机构100设置在基座1上,监测机构100与激光熔覆机构4相对,用于监测零件5的加工进度。
74.示例性的,参见图14和图17,上述监测机构100可以包括监测门1000,第二防护件1001以及至少两个连接件1002。在本实用新型实施例中,上述监测门1000正对零件5的位置开设有监测窗口1003,在监测窗口1003处安装有激光防护玻璃。通过上述激光防护玻璃,可以有效的防止工作人员通过监测窗口1003观察零件5时,激光对眼睛造成刺激。上述第二防护件1001可以是防护板,连接件1002可以是导轨。
75.具体的,参见图14至图18,上述监测机构100包括两个导轨,两个导轨相互平行且间隔的设置在与安装台相对的基座1的一侧,并且两个导轨的长度延伸方向均与基座1的长度方向一致。监测门1000与上述两个导轨对应的位置处,设置有两个夹持件1004。监测门
1000可以通过夹持件1004沿导轨的长度方向运动,进而可以根据需要监测观察的零件5的位置,实时调整监测门1000的位置。进一步地,在每个导轨的两端各设置有一个挡块,防止监测门1000由于惯性等原因从导轨上滑出。接着,在每个导轨的正上方,均设置有一个防护板,用于防护导轨,防止零件5加工过程中产生的粉末影响监测门1000的正常移动,延长监测门1000的使用寿命。上述监测门1000可以通过工作人员手动操作,以实现监测门1000的移动。也可以通过电力驱动,以实现监测门1000的移动。当然也可以是上述两种方式共同实现监测门1000的移动,至于采用哪种方式在此不做具体限定。上述监测门1000的规格可以根据实际情况进行设置。在本实用新型实施例中,监测门1000的宽度可以小于基座1的长度,监测门1000的高度大于基座1和零件5整体的高度。
76.下面以一种可能的实现方式为例,描述激光熔覆设备的具体使用方式。应理解,以下描述仅用于理解,不用于具体限定。
77.参见图1至图24,将激光熔覆设备组成完成后,根据待加工零件5的长度,利用驱动件8驱动与尾座连接的传动件9,以调整尾座与三爪定心卡盘21之间的距离,使待加工零件5稳定的固定在三爪定心卡盘21和尾座之间。接着,根据待加工零件5的长度、厚度,以及激光熔覆头40需要聚焦对中心的位置,调整第一移动件410、第二移动件411和第三移动件412。当上述部件调整完毕后,工作人员利用系统操作屏1010控制激光熔覆头40对零件5进行加工处理。在激光熔覆头40加工过程中,工作人员可以通过监测机构100实时监测零件5的加工情况,不断调整零件5加工参数,直至零件5加工完成。
78.在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
79.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1