一种钛合金壳体组合件化学镀镍内腔防护工装的制作方法
1.本实用新型属于表面处理技术领域,涉及一种钛合金壳体组合件化学镀镍内腔防护工装。
背景技术:
2.壳体组合件局部化学镀镍,化学镀镍槽液温度高(91~95)℃,防护困难,在镀镍过程中,防护材料容易变形,导致非镀面溶液渗漏,出现镍层。同时组合件壳体缝隙较大,传统的涂胶工艺缝隙中胶体难以清除,后续真空炉中胶体挥发一方面影响产品质量,另一方面将真空炉进行污染。
技术实现要素:
3.本实用新型的目的是:提供一种壳体组合件钛合金化学镀镍工装,通过工装选材调整,工装形成方式简单,免除清理胶体过程,提高壳体组合件钛合金化学镀镍工艺过程中的工装与壳体的贴合程度,提高组合件防护能力及生产效率。
4.为解决此技术问题,本实用新型的技术方案是:
5.一种钛合金壳体组合件化学镀镍内腔防护工装,所述内腔防护工装材质为耐酸碱、耐90~120℃高温的胶材,所述内腔防护工装厚度为1.5~3mm,所述内腔防护工装形状与壳体组合件内腔结构保持一致,进一步提升壳体组合件结构与工装贴合度。
6.所述胶材成分及质量百分数为:绿勾胶质量分数73~82%,液体硅橡胶4~8%,环氧树脂质量分数4~10%,水质量分数8~14%,聚氨酯质量分数2~7%。
7.优选地,所述胶材成分及质量百分数为:绿勾胶质量分数72~75%,液体硅橡胶4~6%,环氧树脂质量分数5~8%,水质量分数8~11%,聚氨酯质量分数3~5%。
8.优选地,所述胶材成分及质量百分数为:绿勾胶质量分数75%,液体硅橡胶6%,环氧树脂质量分数6%,水质量分数9%,聚氨酯质量分数4%。
9.所述内腔防护工装制备前先将壳体组合件放入加热炉100℃~150℃加热90~120min。
10.所述壳体组合件均匀热浸所述胶的液体中,从出炉至浸泡成型在5min中内完成。局部浸入胶体存在气泡位置需进行局部刷涂,撵出气泡。
11.所述内腔防护工装成型后室温静止固化90min~120min。
12.优选地,所述加热炉采用鼓风干燥箱
13.所述内腔防护工装可反复使用。
14.本实用新型的有益效果是:本实用新型的一种壳体组合件钛合金化学镀镍内腔防护工装,选用一种胶材作为工装材质,使用该胶材热成膜替代原有浸胶法涂胶,提高工装的防护能力。防止工装在组合件凹槽内腔清理过程中出现胶体黏着,粘连,影响产品质量,造成后续化学镀镍去氢中真空炉污染。通过上述工装的使用,可以有效保证壳体组合件化学镀镍的有效防护,胶膜与组合件内腔紧密贴合,有效提高了壳体组合件的防护位置准确度,
确保在高温下化学镀镍溶液中的防护效果。
附图说明
15.为了更清楚地说明本实用新型实施的技术方案,下面将对本实用新型的实例中需要使用的附图作简单解释。显而易见,下面所描述的附图仅仅是本实用新型的一些实施例,对于本领域的技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
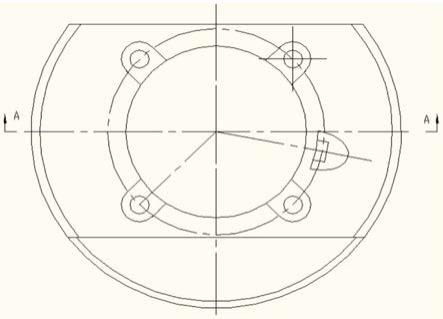
16.图1为钛合金壳体组合件图;
17.图2为工装图;
18.图3为工装与零件组合防护示意图;
19.图4为图3中a-a剖视图;
20.其中,1-工装、2-零件、3-镀镍位置。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
22.下面将详细描述本实用新型实施例的各个方面的特征。在下面的详细描述中,提出了许多具体的细节,以便对本实用新型的全面理解。但是,对于本领域的普通技术人员来说,很明显的是,本实用新型也可以在不需要这些具体细节的情况下就可以实施。下面对实施例的描述仅仅是为了通过示出本实用新型的示例对本实用新型更好的理解。本实用新型不限于下面所提供的任何具体设置和方法,而是覆盖了不脱离本实用新型精神的前提下所覆盖的所有的产品结构、方法的任何改进、替换等。
23.在各个附图和下面的描述中,没有示出公知的结构和技术,以避免对本实用新型造成不必要的模糊。
24.下面结合实施例对本发明做进一步说明:
25.如图1为钛合金壳体组合件俯视图,对图2中两处需镀镍位置3进行化学内腔轴颈面进行镀镍。
26.1、工装材质为耐高温、耐酸碱、弹性适宜胶材,所述胶材成分及质量百分数为:绿勾胶质量分数75%,液体硅橡胶6%,环氧树脂质量分数6%,水质量分数9%,聚氨酯质量分数4%。
27.2、工装形成方式为热成膜方式,壳体组合件放入鼓风干燥箱100℃~150℃加热90~120min。
28.3、零件出炉后5分钟内完成零件浸入胶材液体过程,对于局部浸入胶体存在气泡位置需进行局部刷涂,撵出气泡。
29.4、工装成型后室温静止固化90min~120min。
30.图3-图4为工装示意图,成型后工装厚度1.8mm,可在91~95℃镀镍溶液中反复使
用4~5次。
31.通过工装优化有效保证壳体组合件化学镀镍的有效防护,胶膜与组合件内腔紧密贴合,如图4所示工装与壳体组合件结合图,有效提高了壳体组合件的防护位置准确度,确保在高温下化学镀镍溶液中的防护效果,防护时间由原来72小时缩短为4小时。
32.最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。
技术特征:
1.一种钛合金壳体组合件化学镀镍内腔防护工装,其特征在于,所述内腔防护工装形状与壳体组合件内腔结构保持一致,所述内腔防护工装厚度为1.5~3mm,所述内腔防护工装材质为耐酸碱、耐90~120℃高温的胶材。2.根据权利要求1所述的工装,其特征在于,所述内腔防护工装制备前先将壳体组合件放入加热炉加热;所述加热炉采用鼓风干燥箱。
技术总结
本实用新型属于表面处理技术领域,涉及一种壳体组合件化学镀镍内腔防护工装。工装选用耐酸碱胶材制造,胶耐温(90~120)℃,将钛合金壳体组合件加温至200℃,在组合件内腔防护刷涂耐高温、耐蚀性胶材,3~5遍,胶体厚度在(1.5~3)mm范围内,随炉温冷降至室温,剥离随零件型胶体工装,随型工装,可在(91~95)℃镀镍溶液中反复使用(4~5)次。通过上述方法,可以有效解决原有壳体组合件内腔结构复杂,手工防护繁琐,防护漏的问题,大幅提高的生产效率及防护效果,有效保证了壳体组合件复杂内腔结构与工装的贴合程度,有效提高了壳体组合件的防护位置准确度。位置准确度。位置准确度。
技术研发人员:孙境尧 师玉英 温冠云 张胜宝 刘星岑 郭利雄 朱万宝 孙中尧 张兴轶 曲军
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:2021.05.10
技术公布日:2022/3/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1