一种新型铝合金轮毂铣毛刺定心装置的制作方法
1.本实用新型涉及一种定心装置,特别是涉及铝合金轮毂自动铣毛刺领域的应用。
背景技术:
2.在铝合金轮毂物流生产线上,轮毂机加工完成后,窗口位置会存在许多毛刺,目前打磨方式多为人工打磨,人工劳动强度高,但效率较低,且现场环境很差,不适合长期工作。或采用在辊道物流线上对轮毂进行定位夹紧,机器人带动专用刀具打磨毛刺,但此种定位装置不利于现场5s管理,现场铝屑粉尘不易回收,且长期使用粉尘容易影响定心夹紧机构的精度。为了提高生产效率,便于现场5s管理,此时需要一种新型定心装置,既要保证轮毂的同步定位夹紧,同时要便于粉尘回收,保证装置的稳定性。
技术实现要素:
3.本实用新型的目的就是提供一种新型定心装置,代替原有的定位装置,实现轮毂的同步定位夹紧,其特点在于方便现场5s管理,结构简单,动作平稳。
4.本实用新型为了解决其技术问题所采用的技术方案是:
5.该新型铝合金轮毂铣毛刺定心装置包括皮带机组件、定心组件和铝屑箱,工件为铝合金轮毂,皮带机组件的主体为框架,在所述的框架上面安装有护板,在所述的框架两端平行固定有主动辊筒和从动辊筒,在所述的主动辊筒一端安装有电机,在所述的主动辊筒和从动辊筒之间通过皮带连接,所述皮带两端粘有t形导条,t形导条位于所述护板和所述框架之间,略高于所述护板下沿,防止粉尘进入皮带机组件内部,在所述的皮带机组件下方安装有定心组件,所述的定心组件主体为支腿,所述的支腿上方安装有铝板,在所述的铝板上方两侧平行对称安装有2对直线导轨,在所述的2对直线导轨上方各对称安装1个滑块,所述的滑块与所述的直线导轨滑动连接,在所述的滑块上方安装有2个横板,所述的横板分别与所述的同侧直线导轨上方的2个滑块连接,在所述的横板上方各固定有1个支撑座,在所述的支撑座两端各倒置安装有2个夹紧轴,所述的夹紧轴上通过双排单向轴承安装有夹紧轮,所述的单向轴承对角方向同向安装,相邻方向反向安装,所述的夹紧轮设计为t形结构,便于轮毂定位夹紧,所述的夹紧轮上方和下方各布置有挡盖a和挡盖b,在所述的铝板上方两端各安装1个带轮,所述的带轮之间通过皮带连接,在所述的铝板上方固定有安装座,在所述的安装座上固定有气缸,在所述的气缸头部连接有气缸连接件,所述的气缸连接件经皮带连接件一侧与所述的横板连接,所述的皮带连接件另一侧与所述的皮带连接,在所述的皮带另一面经所述的另一皮带连接件与另一所述的横板连接,在所述的铝板两端各布置1个固定罩,所述的固定罩与所述的支撑座之间安装有风琴罩a,所述的支撑座与所述的支腿之间安装有风琴罩b,所述的风琴罩a和风琴罩b设计为塔状,便于动作时铝粉能够自动脱落,所述的支腿一端布置有安装架,所述的安装架上布置有毛刷,所述的毛刷上沿与所述的皮带表面接触,在所述的皮带机组件下方布置有铝屑箱,所述的皮带转动时表面铝粉会自动被所述毛刷清理进铝屑箱。
6.本新型铝合金轮毂铣毛刺定心装置与现有技术相比,便于现场5s管理,具有结构简单,易于维护,同步性能好等优点。
附图说明
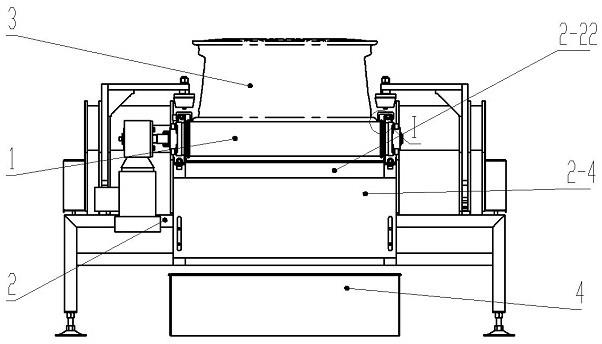
7.附图1是本实用新型的主视图。
8.附图2是本实用新型的俯视图。
9.附图3是皮带机组件的轴测图。
10.附图4是附图1的局部放大视图。
11.附图5是定心组件的轴测图。
12.附图6是定心组件的俯视图。
13.附图7是附图6的局部剖视图。
14.附图8是件2-3的轴测图。
具体实施方式
15.下面结合附图和具体实施例对本实用新型做进一步的描述。
16.如附图1、附图2、附图3、附图5和附图7所示,本实施例包括皮带机组件1、定心组件2、轮毂3、铝屑箱4、从动辊筒1-1、皮带1-2、框架1-3、电机1-4、主动辊筒1-5、护板1-6、固定罩2-1、风琴罩a2-2、风琴罩b2-3、安装架2-4、滑块2-5、直线导轨2-6、气缸2-7、铝板2-8、支腿2-9、支撑座2-10、横板2-11、皮带连接件2-12、皮带2-13、带轮2-14、夹紧轮2-15、安装座2-16、气缸连接件2-17、夹紧轴2-18、挡盖a2-19、单向轴承2-20、挡盖b2-21和毛刷2-22。
17.初始状态,支腿2-9上方安装有铝板2-8,固定在铝板2-8上方的安装座2-16上安装有气缸2-7,此时气缸2-7处于伸长状态,当轮毂3运动到皮带机组件1的指定位置时,
18.皮带机组件1停止运动,气缸2-7缸杆带动气缸连接件2-17缩回,气缸连接件2-17与皮带连接件2-12一侧连接,皮带连接件2-12带动横板2-11向中间运动,皮带连接件2-12的另一侧与皮带2-13连接,皮带2-13沿着2个带轮2-14转动,皮带2-13的另一端经另一皮带连接件2-12带动另一横板2-11相向运动,安装在横板2-11上方的支撑座2-10带动夹紧轮2-15相向动作,实现轮毂的定位夹紧。
19.当机器人带动专用刀具进行轮毂3窗口的打磨工作时,为防止轮毂3打磨过程中出现夹紧轮2-15沿着夹紧轴2-18转动,夹紧轮2-15内部安装有单向轴承2-20,单向轴承2-20对角方向同向安装,相邻方向反向安装。
20.为防止粉尘进入到装置中,在夹紧轮2-15上方和下方各布置挡盖a2-19和挡盖b2-21,在铝板2-8上方布置有固定罩2-1、风琴罩a2-2和风琴罩b2-3,皮带1-2两端导条设计成略高于护板1-6下沿。
21.当轮毂加工完成后,气缸2-7缸杆伸长,横板2-11下方固定有滑块2-5,滑块2-5沿着铝板2-8上方的2根直线导轨2-6向相反方向运动,夹紧轮2-15回到原位,实现轮毂3的松开动作,此时,电机1-4工作,带动主动辊筒1-5转动,主动辊筒1-5经皮带1-2带动固定在框架1-3另一端的从动辊筒1-1转动,从而使轮毂3流出此工位,此时固定在支腿安装架2-4上的毛刷2-22会自动清理皮带2-13上的铝粉,并将铝粉收集到铝屑箱4中。
22.上述实施例仅是优选的和示例性的,本领域技术人员可以根据本专利的精神做等
同技术改进,这些都由本专利的保护范围所覆盖。
23.下面结合附图和具体实施例对本实用新型做进一步的描述。
24.如附图1、附图2、附图3、附图5和附图7所示,本实施例包括皮带机组件1、定心组件2、轮毂3、铝屑箱4、从动辊筒1-1、皮带1-2、框架1-3、电机1-4、主动辊筒1-5、护板1-6、固定罩2-1、风琴罩a2-2、风琴罩b2-3、安装架2-4、滑块2-5、直线导轨2-6、气缸2-7、铝板2-8、支腿2-9、支撑座2-10、横板2-11、皮带连接件2-12、皮带2-13、带轮2-14、夹紧轮2-15、安装座2-16、气缸连接件2-17、夹紧轴2-18、挡盖a2-19、单向轴承2-20、挡盖b2-21和毛刷2-22。
25.初始状态,支腿2-9上方安装有铝板2-8,固定在铝板2-8上方的安装座2-16上安装有气缸2-7,此时气缸2-7处于伸长状态,当轮毂3运动到皮带机组件1的指定位置时,
26.皮带机组件1停止运动,气缸2-7缸杆带动气缸连接件2-17缩回,气缸连接件2-17与皮带连接件2-12一侧连接,皮带连接件2-12带动横板2-11向中间运动,皮带连接件2-12的另一侧与皮带2-13连接,皮带2-13沿着2个带轮2-14转动,皮带2-13的另一端经另一皮带连接件2-12带动另一横板2-11相向运动,安装在横板2-11上方的支撑座2-10带动夹紧轮2-15相向动作,实现轮毂的定位夹紧。
27.当机器人带动专用刀具进行轮毂3窗口的打磨工作时,为防止轮毂3打磨过程中出现夹紧轮2-15沿着夹紧轴2-18转动,夹紧轮2-15内部安装有单向轴承2-20,单向轴承2-20对角方向同向安装,相邻方向反向安装。
28.为防止粉尘进入到装置中,在夹紧轮2-15上方和下方各布置挡盖a2-19和挡盖b2-21,在铝板2-8上方布置有固定罩2-1、风琴罩a2-2和风琴罩b2-3,皮带1-2两端导条设计成略高于护板1-6下沿。
29.当轮毂加工完成后,气缸2-7缸杆伸长,横板2-11下方固定有滑块2-5,滑块2-5沿着铝板2-8上方的2根直线导轨2-6向相反方向运动,夹紧轮2-15回到原位,实现轮毂3的松开动作,此时,电机1-4工作,带动主动辊筒1-5转动,主动辊筒1-5经皮带1-2带动固定在框架1-3另一端的从动辊筒1-1转动,从而使轮毂3流出此工位,此时固定在支腿安装架2-4上的毛刷2-22会自动清理皮带2-13上的铝粉,并将铝粉收集到铝屑箱4中。
30.上述实施例仅是优选的和示例性的,本领域技术人员可以根据本专利的精神做等同技术改进,这些都由本专利的保护范围所覆盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1