一种石墨铸型浇铸保护罩的制作方法
1.本技术涉及石墨铸型铸造技术领域,尤其涉及一种石墨铸型浇铸保护罩。
背景技术:
2.石墨铸型铸造,即在石墨材料制成的铸型中浇注金属液体的铸造方法。由于石墨铸型膨胀系数低,导热性好,不被金属液侵蚀,不会粘模,所以铸件尺寸精确,表面光洁,结晶组织细化,力学性能有所提高,从而在有色合金铸件方面应用较为广泛。
3.石墨铸型组炉浇铸前需要进行组型,目前常规的组型方式是将石墨铸型的单个零件组型后,对单个零件连接处分别用铁丝捆绑,再将该捆绑后的石墨铸型放置于组型平台上,将其连接浇铸系统后再用铁丝横向、纵向分别进行预紧。
4.但是,在熔炼浇铸时,很多金属液体(如钛、锆等)过热度较高,盛放它们的坩埚在翻转时,液体很容易从坩埚中向外溢流,导致石墨铸型进行组型时用于捆绑或预紧的铁丝烧断,从而引起石墨铸型的涨箱,甚至会导致铸件的报废。另外,这些金属液体流入石墨铸型的石墨罐中,由于其过热度较高,若充型速度较慢,金属液体易从石墨罐中向外溢流,也会导致捆绑或预紧用的铁丝烧断,从而会引起石墨铸型的涨箱、跑火,甚至导致铸件的报废。同时,在浇铸石墨铸型时,高温金属液体飞溅至捆绑或预紧用的铁丝上,在石墨铸型拆除时,需要用乙炔火焰枪切割粘连的金属,增加了石墨铸型拆除时的工作量,进而导致铸造成本增加。
技术实现要素:
5.本技术实施例通过提供一种石墨铸型浇铸保护罩,能够解决现有石墨铸型浇铸过程中,金属液体溢流或飞溅,导致捆绑或预紧用的铁丝容易烧断,以及增加石墨铸型拆除时的工作量的问题。
6.本实用新型实施例提供了一种石墨铸型浇铸保护罩,包括罩体;所述罩体为圆台状的筒体,其上端和下端均为开口状,所述罩体的上开口用于将所述罩体套设于石墨铸型的石墨罐,下开口用于抵于所述石墨铸型的浇道上。
7.在一种可能的实现方式中,所述罩体包括至少两块扇环;至少两块所述扇环能够拼接成所述罩体。
8.在一种可能的实现方式中,石墨铸型浇铸保护罩还包括固定件,沿所述扇环的周向,从其两个直边侧向内分别设置有多组调整孔组;每组所述调整孔组包括多个调整孔,多个调整孔分别沿所述扇环的径向分布;至少两块所述扇环的所述直边侧按序依次拼接,相邻两个所述扇环相邻的所述直边侧处的调整孔组通过所述固定件固定,以拼接成所述罩体。
9.在一种可能的实现方式中,石墨铸型浇铸保护罩还包括手柄;每个所述扇环的表面均设置所述手柄。
10.在一种可能的实现方式中,所述上开口的直径与所述石墨罐的外径相等。
11.在一种可能的实现方式中,所述罩体的壁厚≤2.5mm。
12.在一种可能的实现方式中,所述下开口的直径等于石墨铸型组型板的对角线的长度。
13.本实用新型实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
14.本实用新型实施例提供了一种石墨铸型浇铸保护罩,包括罩体。罩体为圆台状的筒体,其上端和下端均为开口状,罩体的上开口用于将罩体套设于石墨铸型的石墨罐,下开口用于抵于石墨铸型的浇道上,即下开口与浇道上侧平齐。当进行石墨铸型浇铸时,石墨铸型进行组型时用于捆绑或预紧的铁丝被罩体笼罩,使其得到了有效的保护,从而从坩埚中或者石墨铸型的石墨罐向外溢流或飞溅的金属液体不会对该铁丝造成损伤,进而降低了石墨铸型的涨箱、跑火等现象发生的可能性。而且由于金属液体不会飞溅至铁丝上,从而在拆除石墨铸型时,不需要用乙炔火焰枪切割粘连的金属,进而降低了石墨铸型拆除时的工作量,使拆除工作简单化。本技术的石墨铸型浇铸保护罩结构简单、安全可靠。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对本实用新型实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
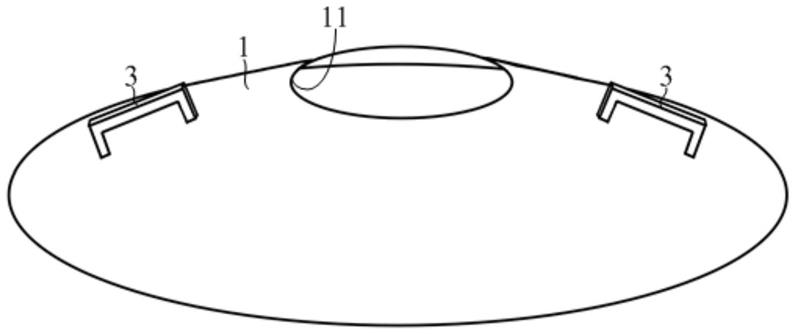
16.图1为本技术实施例提供的石墨铸型浇铸保护罩的结构示意图;
17.图2为本技术实施例提供的石墨铸型浇铸保护罩与石墨铸型组装后的结构示意图;
18.图3为本技术实施例提供的石墨铸型浇铸保护罩的展开图。
19.图标:1
‑
罩体;11
‑
上开口;12
‑
扇环;121
‑
调整孔组;1211
‑
调整孔;122
‑
直边侧;2
‑
石墨铸型;21
‑
石墨罐;22
‑
浇道;3
‑
手柄。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型实施例的描述中,需要说明的是,术语“中部”、“上”、“下”“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
22.如图2所示,在实际应用中,石墨铸型2包括石墨罐21和浇道22等,图中示出了有四根浇道22的结构示意图,四根浇道22沿石墨罐21的外侧壁周向等间距设置,其一端与石墨罐21连通,另一端连接铸件,通过浇道22将石墨罐21中的金属液体分流至各个铸件中,石墨罐21和铸件等分别通过铁丝进行捆绑或预紧,从而组型成石墨铸型2。该石墨铸型2再放置于石墨铸型组型板上。
23.请参照图1所示,本实用新型实施例提供了一种石墨铸型浇铸保护罩,包括罩体1。罩体1为圆台状的筒体,其上端和下端均为开口状,罩体1的上开口11用于将罩体1套设于石墨铸型2的石墨罐21,下开口用于抵于石墨铸型2的浇道22上,即下开口与浇道22上侧平齐。当进行石墨铸型2浇铸时,石墨铸型2进行组型时用于捆绑或预紧的铁丝被罩体1笼罩,使其得到了有效的保护,从而从坩埚中或者石墨铸型2的石墨罐21向外溢流或飞溅的金属液体不会对该铁丝造成损伤,进而降低了石墨铸型2的涨箱、跑火等现象发生的可能性。而且由于金属液体不会飞溅至铁丝上,从而在拆除石墨铸型2时,不需要用乙炔火焰枪切割粘连的金属,进而降低了石墨铸型2拆除时的工作量,使拆除工作简单化。本技术的石墨铸型浇铸保护罩结构简单、安全可靠。
24.其中,罩体1为圆台状,能够使掉落于罩体1上表面的金属液体从其上表面不断滑落,进而不会在罩体1的上表面过多地堆积,导致不断增加罩体1的重量。而罩体1设置为筒体,能够减轻罩体1整体的重量,以免罩体1太重导致将承载它的浇道22压坏。另外,由于溢流或飞溅的金属液体会堆积于罩体1的上表面或从罩体1上滑落,可以将滑落的金属液体用容器接住回收,将堆积于罩体1的上表面的金属液体冷却后再回收,从而能够将溢流或飞溅的金属液体重复利用,降低了金属材料的浪费。
25.可选的,罩体1包括至少两块扇环12。至少两块扇环12能够拼接成罩体1。当石墨铸型2体积比较大时,罩体1所需覆盖的面积也比较大,若罩体1为一块整体材料一体成型制作而成,罩体1质量较重,很难搬运。而将罩体1分成至少两块扇环12,相较于一体成型的罩体1,每块扇环12轻量化,在需要使用罩体1时,操作人员只需将至少两块扇环12分别搬运至石墨铸型2附近,再将它们拼接成罩体1后套设于石墨罐21上即可,降低了罩体1的搬运难度。如图3示出了罩体1包括两块扇环12时的展开图。当然,当罩体1所需覆盖的面积比较小时,可以将罩体1用一块材料一体成型;当罩体1所需覆盖的面积更大时,可以用三块、四块扇环12拼接成罩体1,本领域技术人员根据实际需求选择扇环12的数量。
26.本实用新型实施例提供的石墨铸型浇铸保护罩还包括固定件,沿扇环12的周向,从其两个直边侧122向内分别设置有多组调整孔组121。每组调整孔组121包括多个调整孔1211,多个调整孔1211分别沿扇环12的径向分布。至少两块扇环12的直边侧122按序依次拼接,相邻两个扇环12相邻的直边侧122处的调整孔组121通过固定件固定,以拼接成罩体1。
27.其中,每组调整孔组121中的多个调整孔1211的位置分别相对应,从而便于固定件进行固定。更进一步的,多个调整孔1211分别沿扇环12的径向等距分布,从而便于调整孔1211的制作。一般该调整孔1211的直径为φ30mm。每组调整孔组121的调整孔1211的个数根据扇环12的直边的长度来设定,当直边比较长时,为了使固定件的固定效果更好,可以设置数量较多的调整孔1211,如图3示出了一组调整孔组121中有三个调整孔1211的结构示意图。固定件可以是铁丝、螺栓等。
28.沿扇环12的周向,从其两个直边侧122向内分别设置多组调整孔组121,从而便于
调节罩体1的上开口11和下开口的直径。示例的,如图3示出了扇环12为两块,调整孔组121为一组的结构示意图,当两块扇环12的直边侧122的端面按序依次拼接,再将铁丝穿入贴合面两边的调整孔1211,即可形成罩体1,该上开口11的直径刚好与外径为φ400mm的石墨罐21相匹配,之后将罩体1从石墨罐21的上端套入,下开口刚好与浇道22平齐,完成组装,浇铸完成后,剪断固定用的铁丝,将扇环12分别取下;当两块扇环12的直边侧122的表面按序进行重叠,使一块扇环12的调整孔组121位于另一块扇环12的与之相邻的调整孔组121的上方,使两组调整孔组121重叠,再将螺栓的前端穿过调整孔1211后套设螺母,即可形成罩体1,该上开口11的直径刚好与外径为φ350mm的石墨罐21相匹配,之后将罩体1从石墨罐21的上端套入,下开口刚好与浇道22平齐,完成组装,浇铸完成后,取下固定用的螺栓,将扇环12分别取下。调整孔组121还可以为两组、三组等,可以根据需求选择拼接处的两块扇环12上的不同调整孔组121叠加,即可得到上开口11和下开口直径不同的罩体1。
29.当然,还可以通过焊接的方式使相邻两个扇环12相邻的直边侧122固定,从而组装成罩体1。相对而言,通过设置调整孔组121和固定件的方式来实现扇环12之间的固定,不仅能使扇环12固定效果较好,同时固定方便、省事省力,而且当浇铸完成之后,便于罩体1的拆卸,从而可以重复利用罩体1,节约了资源。
30.请参照图1~3所示,石墨铸型浇铸保护罩还包括手柄3。每个扇环12的表面均设置手柄3。手柄3的设置,组装和拆卸罩体1时,能够方便扇环12的拿取。当然,当扇环12面积比较小时,可以只设置一个手柄3,就能方便扇环12的拿取。当扇环12的面积比较大时,一只手拿取扇环12不方便,可以设置两个手柄3,从而方便双手同时拿取扇环12。进一步地,如图3所示,每个扇环12设置有两个手柄3,两个手柄3位于扇环12的展开图中的居于中部的位置,从而使手柄3被抓握时,操作人员双手的受力比较均衡。当然,操作人员双手抓握手柄3时最为舒适的距离为两个手柄3之间的间距。
31.本实用新型实施例提供的石墨铸型浇铸保护罩,罩体1的上开口11的直径与石墨罐21的外径相等,从而石墨罐21的外壁与上开口11之间没有缝隙,降低了金属液体溢流或飞溅至捆绑或预紧用的铁丝上的可能性,而且能够使罩体1更好地固定在石墨型上,防止罩体1的转动。
32.在实际应用中,罩体1的壁厚≤2.5mm,从而可以降低罩体1整体的质量,便于罩体1的安装和拆卸。另外,当罩体1由至少两块扇环12拼接而成时,在扇环12拼接成罩体1时,扇环12由平面弯曲成弧面,罩体1的壁厚≤2.5mm,更方便扇环12弯成弧面,从而降低罩体1的组装难度,使罩体1易于组装,实用性更强。
33.可选的,本实用新型实施例提供的石墨铸型浇铸保护罩,罩体1的下开口的直径等于石墨铸型组型板的对角线的长度。一般石墨铸型组型板的表面为正方形,罩体1的下开口的直径等于石墨铸型组型板的对角线的长度,能够更好地将石墨铸型2全部覆盖,能够有效地保证溢流或飞溅的金属液体不溅落至石墨铸型2上,进而更好地保护捆绑或预紧用的铁丝。
34.本说明书中的各个实施方式采用递进的方式描述,各个实施方式之间相同或相似的部分互相参见即可,每个实施方式重点说明的都是与其他实施方式的不同之处。
35.以上实施例仅用以说明本技术的技术方案,而非对本技术限制;尽管参照前述实施例对本技术进行了详细的说明,本领域普通技术人员应当理解:其依然可以对前述实施
例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1