一种用于电子束快速成形设备的基板保温装置的制作方法
1.本实用新型属于3d打印加工制造领域,具体涉及一种用于电子束快速成形设备的基板保温装置。
背景技术:
2.电子束快速成形技术同激光选区熔融技术整体打印流程相似,均需要经过扫描打印、降层、铺粉等几个步骤完成零件建造;需要指出的是,电子束快速成形技术在加工硬、脆材料方面有独特的工艺优势,因为其整个成形环境是在一个高温下进行的。为了维持零件持续高温成形状态,在加工过程中特别加入了前预热和后保温两个工艺步骤,所以,电子束成形过程中,温控成为主要的关注点。
3.电子束成形是在真空下进行的,即主要的散热方式为热传导;然而现有的电子束装备基板调平都是通过四个角的金属柱连接四个调节轮,通过旋转调节轮高低进行铺粉调平,此种调平结构的缺点在于调平速度慢而且基板与缸体底部有较大的缝隙,在打印开始阶段由于没有保温介质,主要的散热集中在基板与成形缸底部之间,导致打印过程中室内整体温度急剧下降,工程方面,直接造成开始打印过程中吹粉频率增加,粉床起皮开裂等现象;在成形定向凝固组织时,增大了过程热量四处散失,沿着成形方向不能出现明显的定向热流和温度梯度现象,导致基板成形前几毫米与已凝固的打印材料之间产生大量杂晶。
4.因此,现如今缺少一种能够在成形开始阶段抑制温度严重流失的基板控温措施,通过抑制打印前起始热量的流失来维持成形室内整体温度,保证成形过程热量均衡,且获得致密、无缺陷的电子束成形件。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种用于电子束快速成形设备的基板保温装置,结构简易,具有良好的保温效果。
6.为解决上述技术问题,本实用新型的目的是通过以下技术方案实现的:提供一种用于电子束快速成形设备的基板保温装置,包括成形缸体以及设于所述成形缸体内的成形基板,所述成形缸体内部的底端设有钼板,所述成形基板与所述钼板之间设有合金粉末堆。
7.进一步的,所述成形缸体的底部设有通孔,所述钼板对应所述通孔的位置处设有穿孔。
8.进一步的,还包括向上依次穿过所述通孔和穿孔的测温热电偶和导电铜线。
9.进一步的,所述测温热电偶贴合在所述成形基板的底部。
10.进一步的,所述成形基板的尺寸为140mm
×
140mm
×
10mm。
11.进一步的,所述钼板的尺寸为180mm
×
180mm
×
10mm。
12.进一步的,所述通孔的直径为7mm。
13.进一步的,所述穿孔的直径为7mm。
14.进一步的,所述合金粉末堆的高度为20mm。
15.进一步的,所述合金粉末堆为钛合金粉末堆或钛铝合金粉末堆。
16.本实用新型具有以下有益效果:
17.本实用新型首先利用钼板作为成形缸体的底部与成形基板的隔热屏障,使得在加热过程中,成形基板能够快速达到起始温度点,在一定程度上减小了热传导造成的热量损失,在电子束加热过程中,通过成形基板四周的合金粉末堆进行保温,在一定程度上减弱了热量流失的现象,通过两种方式,实现了为成形基板控温的目的,同时,合金粉末堆作为成形基板的支撑,省去了支撑结构,既降低了成本,又节省了调平时间。
附图说明
18.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
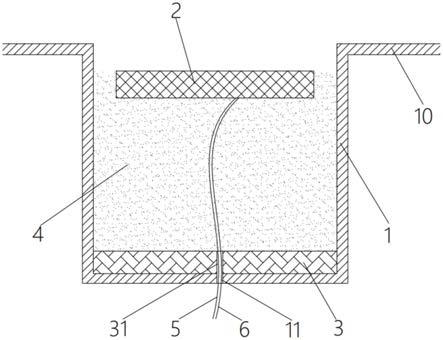
19.图1为本实用新型实施例提供的用于电子束快速成形设备的基板保温装置的示意图。
20.图中标识说明:
21.1-成形缸体、2-成形基板、3-钼板、4-合金粉末堆、5-测温热电偶、6-导电铜线、10-铺粉水平面、11-通孔、31-穿孔。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
24.还应当理解,在此本实用新型说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本实用新型。如在本实用新型说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
25.还应当进一步理解,在本实用新型说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
26.实施例
27.请参阅图1所示,本实用新型实施例提供的用于电子束快速成形设备的基板保温装置,包括成形缸体1以及设于成形缸体1内的成形基板2,在成形缸体1内部的底端设有钼板3,在成形基板2与钼板3之间设有合金粉末堆4;在上述结构中,首先利用钼板3作为成形缸体1的底部与成形基板2的隔热屏障,使得在加热过程中,成形基板2能够快速达到起始温
度点,在一定程度上减小了热传导造成的热量损失,在电子束加热过程中,通过成形基板2四周的合金粉末堆4进行保温,在一定程度上减弱了热量流失的现象,通过两种方式,实现了为成形基板2控温的目的,同时,合金粉末堆4作为成形基板2的支撑,省去了支撑结构,既降低了成本,又节省了调平时间。
28.具体的,在成形缸体1的底部设有通孔11,在钼板3对应通孔11的位置处设有穿孔31,通孔11和穿孔31的直径均为7mm,还包括向上依次穿过通孔11和穿孔31的测温热电偶5和导电铜线6,测温热电偶5贴合在成形基板2的底部;通孔11和穿孔31用于测温热电偶5和导电铜线6的穿过,测温热电偶5的上端与成形基板2能够更快速的测出成形基板2的温度。
29.具体的,成形基板2的尺寸为140mm
×
140mm
×
10mm,钼板3的尺寸为180mm
×
180mm
×
10mm,合金粉末堆4的高度为20mm,合金粉末堆4为钛合金粉末堆或钛铝合金粉末堆,钛合金粉末和钛铝合金粉末均具有良好的保温性能。
30.本实用新型用于电子束快速成形设备的基板保温装置在使用的时候,首先将钼板3放置在成形缸体1内部的底端,然后将测温热电偶5依次穿过通孔11和穿孔31,成形缸体1的顶部为铺粉水平面10,将成形基板2下降至成形缸体1内,在成形缸体1内填装合金粉末形成合金粉末堆4,同时将测温热电偶5从合金粉末堆4中取出来并贴合在成形基板2的底部,填装合金粉末使得合金粉末堆4的上表面与铺粉水平面10平齐后继续在成形基板2的周围填装合金粉末,使得合金粉末堆4的粉末均匀度等参数达到要求;等待一切准备就绪后,开始加热成形基板2,钼板3作为成形缸体1的底部与成形基板2的隔热屏障,使得在加热过程中,成形基板2能够快速达到预先设计的温度点,在一定程度上减小了热传导造成的热量损失,待到成形基板2达到预先设计的温度点后,观察温度变化曲线比较规律,成形缸体1内部底端的钼板3及钼板3上方和成形基板2四周的合金粉末堆4作为保温源开始起保温效果,使得热量不会出现剧烈流失的现象。
31.以上,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1